
自动多层蜂窝板复合生产线.pdf

雨巷****可歆


1/8
2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动多层蜂窝板复合生产线.pdf
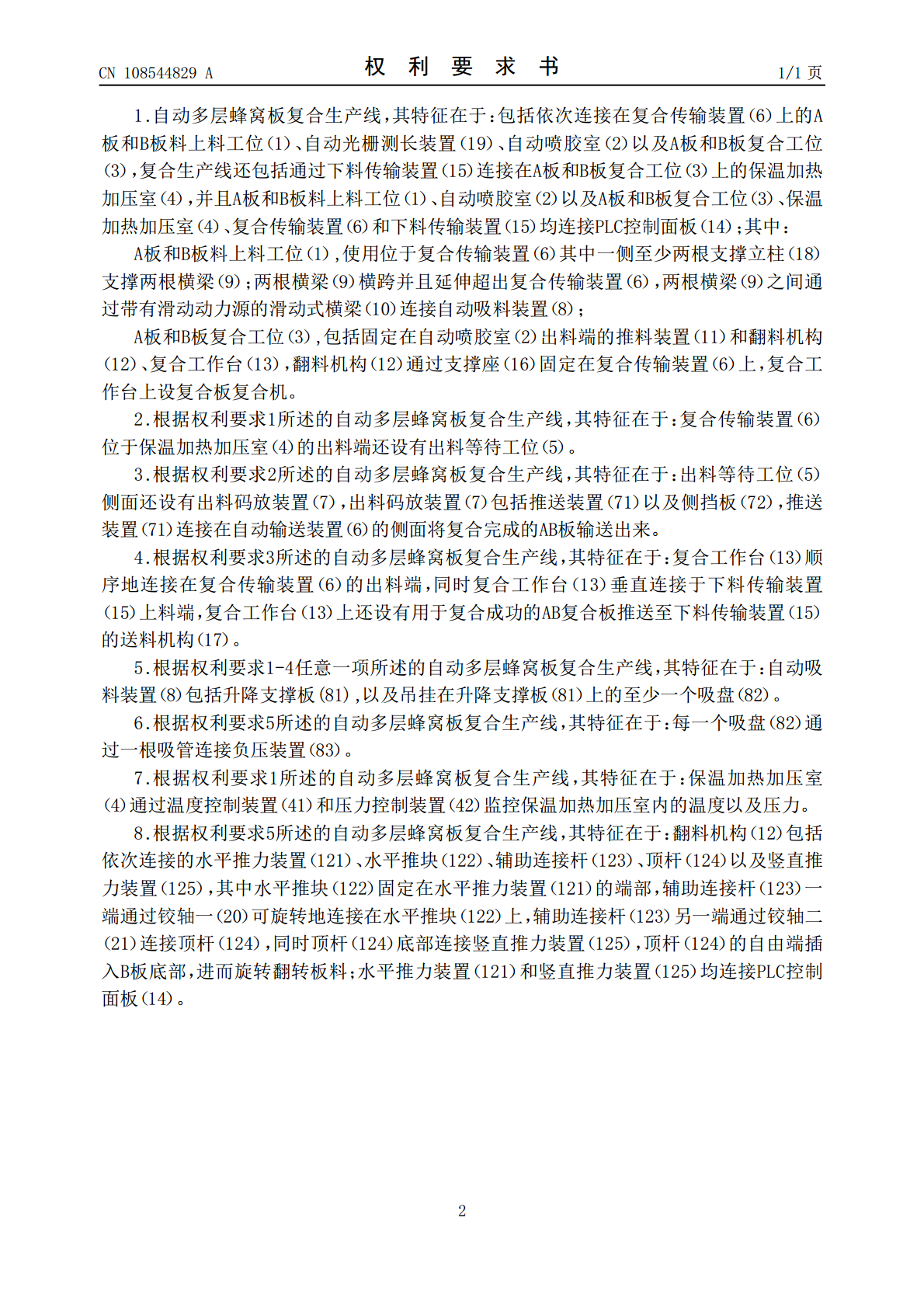
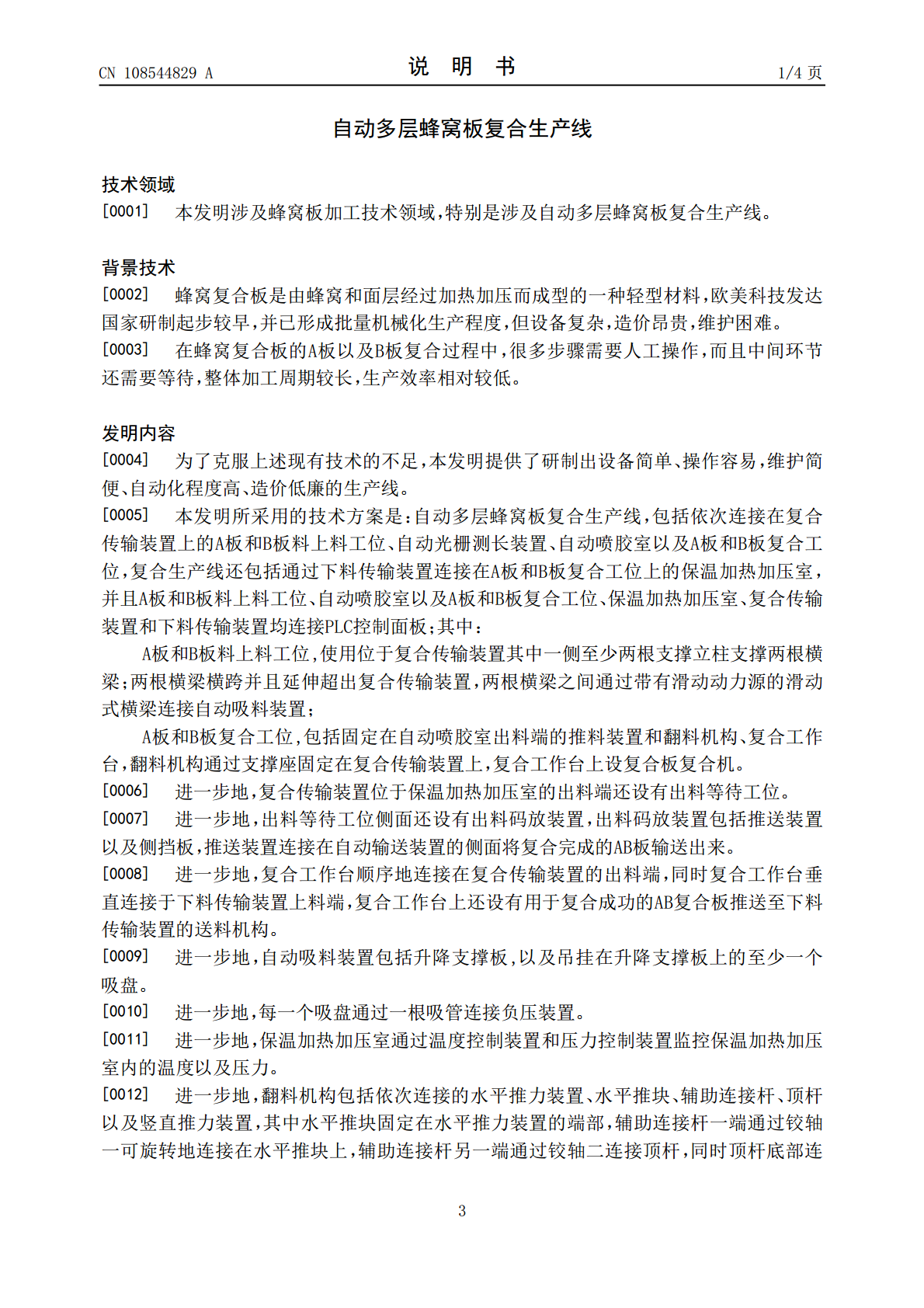
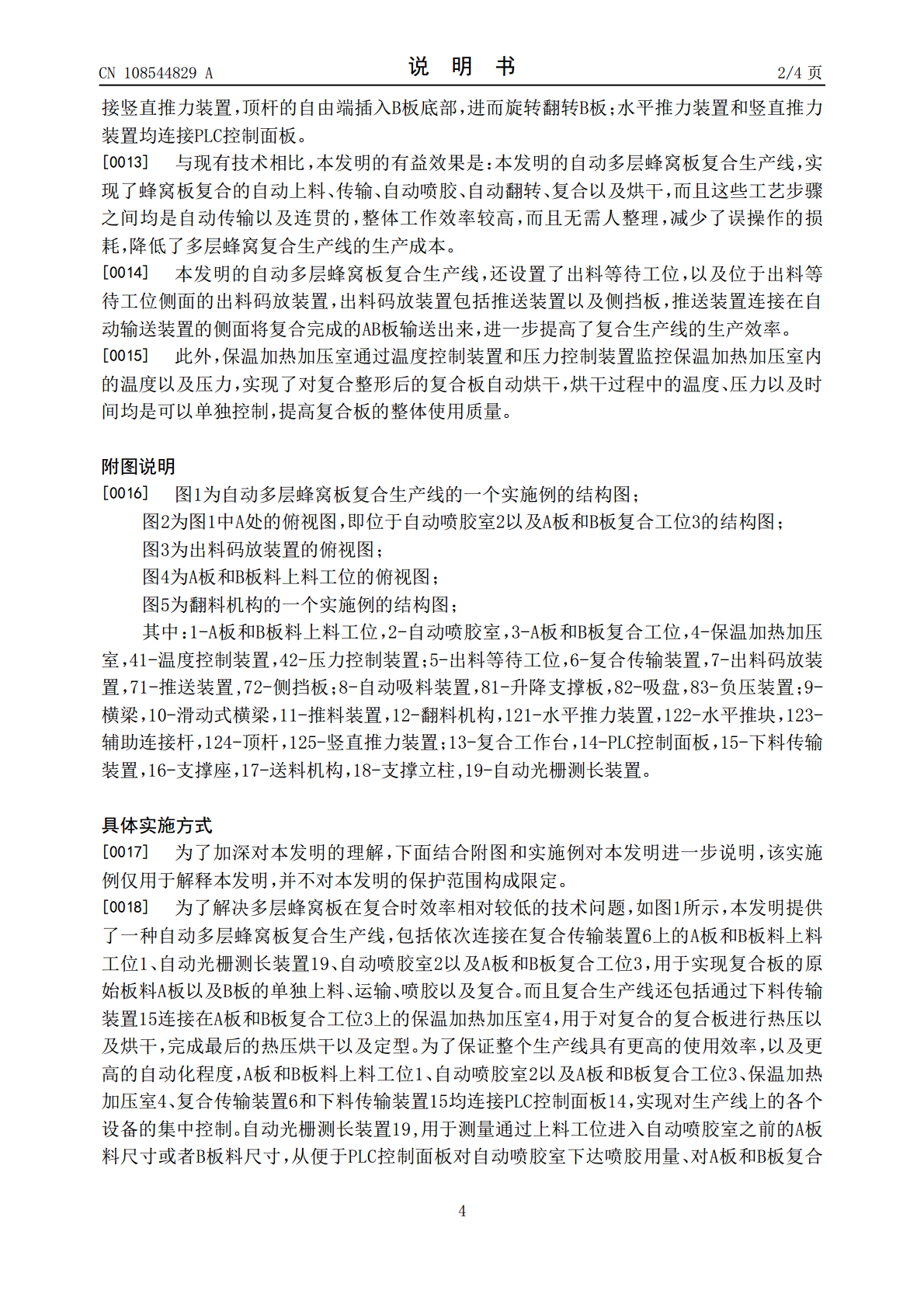
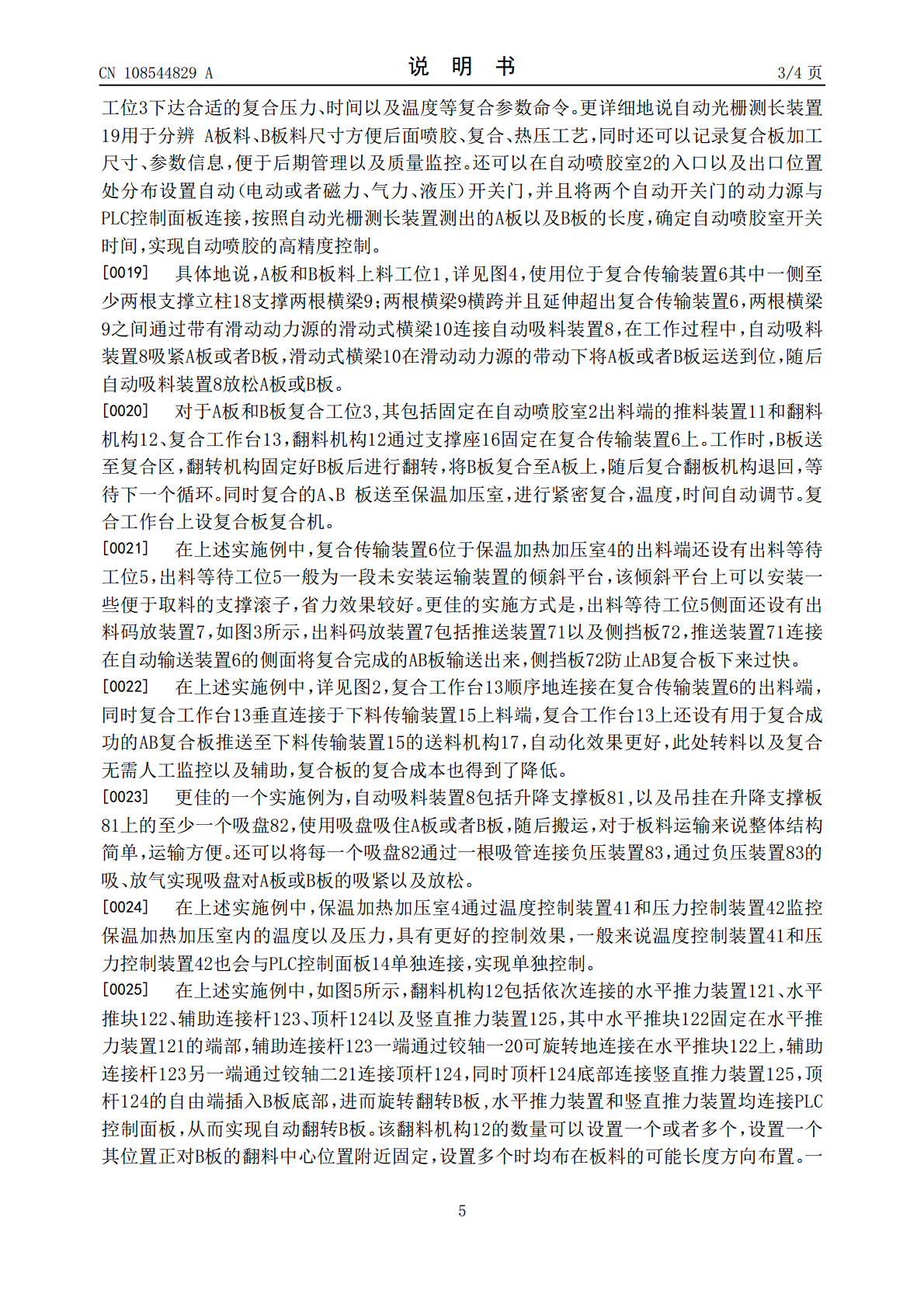
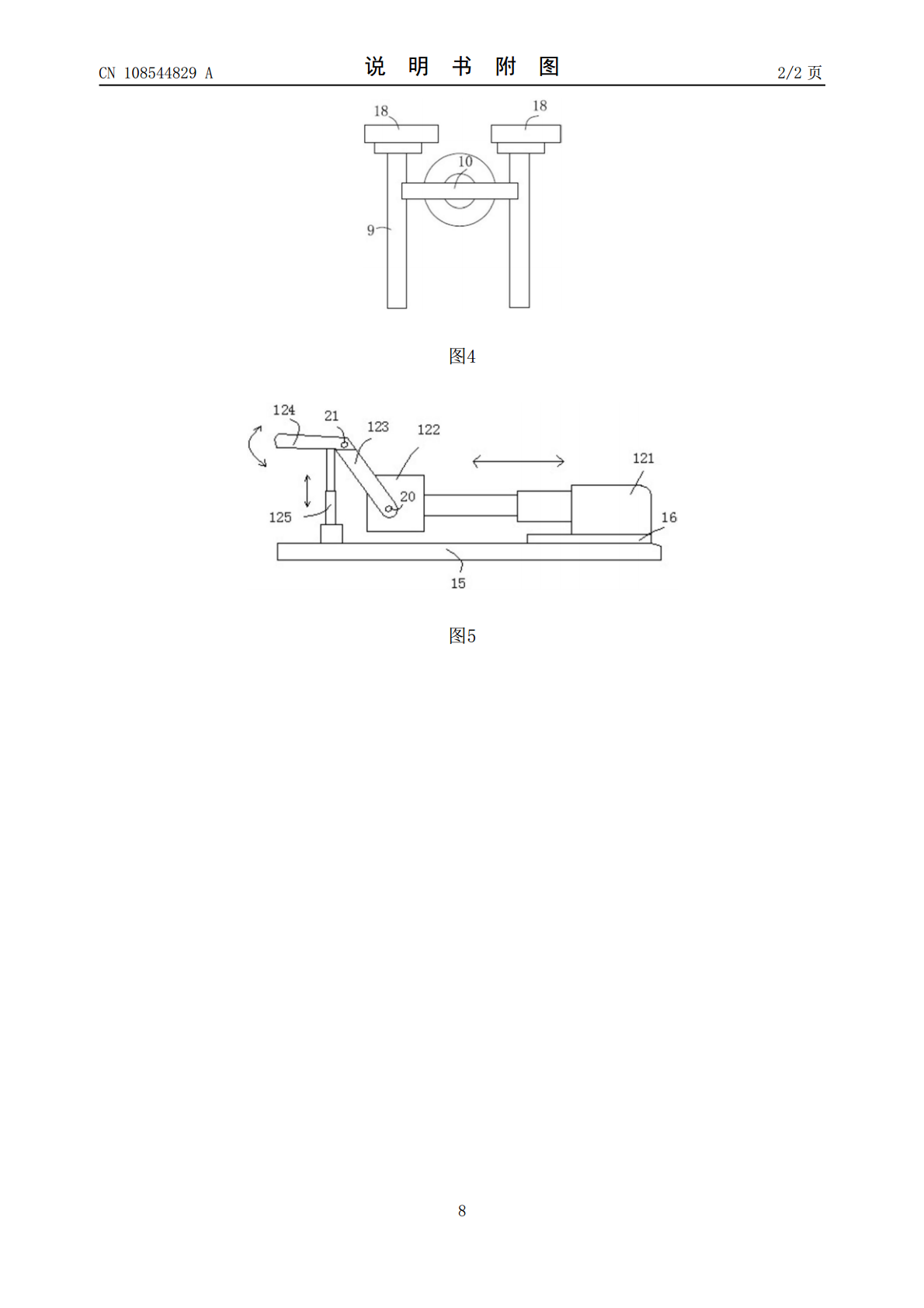
本发明公开了自动多层蜂窝板复合生产线,包括依次连接在复合传输装置上的A板和B板料上料工位、自动光栅测长装置、自动喷胶室以及A板和B板复合工位,复合生产线还包括通过下料传输装置连接在A板和B板复合工位上的保温加热加压室;A板和B板料上料工位使用位于复合传输装置其中一侧至少两根支撑立柱支撑两根横梁;两根横梁横跨并且延伸超出复合传输装置,两根横梁之间通过带有滑动动力源的滑动式横梁连接自动吸料装置;A板和B板复合工位包括固定在自动喷胶室出料端的推料装置和翻料机构、复合工作台。本发明的复合生产线,实现了蜂窝板复合的
多层蜂窝板.pdf
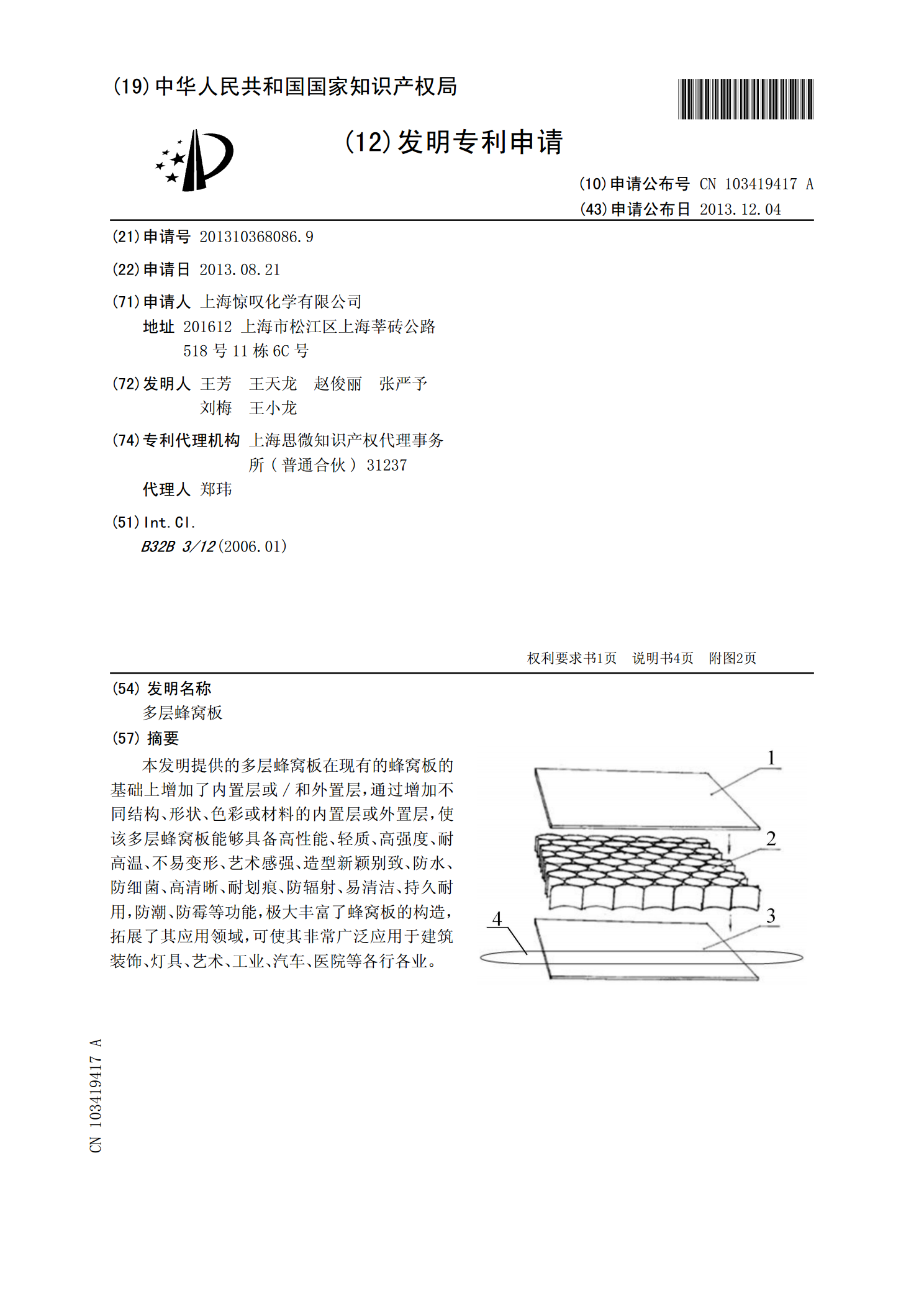
本发明提供的多层蜂窝板在现有的蜂窝板的基础上增加了内置层或/和外置层,通过增加不同结构、形状、色彩或材料的内置层或外置层,使该多层蜂窝板能够具备高性能、轻质、高强度、耐高温、不易变形、艺术感强、造型新颖别致、防水、防细菌、高清晰、耐划痕、防辐射、易清洁、持久耐用,防潮、防霉等功能,极大丰富了蜂窝板的构造,拓展了其应用领域,可使其非常广泛应用于建筑装饰、灯具、艺术、工业、汽车、医院等各行各业。

一种蜂窝板生产线复合线.pdf
本发明公开了一种蜂窝板生产线复合线,通过备料区进行材料准备,通过第一蜂窝夹送机接受备料区运送过来的组合板材,将组合板材导送至第一复合机内部,通过第一复合机和第二复合机进行初步复合,通过加热炉对初步复合后的板材进行加热,通过第一PET‑PVC高分子覆膜机对初步复合后的复合板材进行覆膜,通过第三复合机、第四复合机和第五复合机对加热、覆膜后的复合板材进行二次复合,提高粘合效果,解决了装配式复合板材在制作时会出现板材之间粘合度不高的问题,增强装配式建筑的稳定性。

蜂窝网格密封断桥单层或多层复合防火保温板或墙.pdf
本发明涉及一种蜂窝网格密封断桥单层或多层复合防火保温板(墙),属于保温隔热隔音技术领域。它用无机有机复合或金属等不燃材料生产加工成蜂窝眼网格板为骨架,在真空或充气状态下用高绝热复合板密封蜂窝眼网格板的两个端面,从而形成若干个独立平行并排相联密封的真空或充气室(囊),在网格板的横向最大限度扩大热导系数低的真空或气体室(囊)的表面积,纵向又用高绝热板阻断网格板骨架的热传递,从而得到一种防火保温隔热隔音的板材。在这种板材一块的基础上叠加若干块复合使已形成的真空或充气室(囊)左右并排相联上下交叉重叠,构成了新型的

蜂窝板复合设备.pdf
本发明公开一种蜂窝板复合设备,包括表层成型机、中间层成型机、底层成型机、预热复合机及牵引机,所述的表层成型机、中间层成型机、底层成型机包括对应的共挤出机、具有两个进料口和一个出料口的分配器、模具及对应层的成型辊组件,形成的各层片材经预热复合机进行复合后由牵引机输出。本技术方案的设备采用多层复合的工艺,提高蜂窝板层与层之间的复合强度,片材成型后再进行复合,提高板面的平整度,也降低蜂窝板的比重,同时,蜂窝板的刚性也大大提高。本发明能够提高蜂窝板的性能,也大大提高生产产量,节约电源,有利于市场的发展。