
基于负泊松比效应的蜂窝隔振浮筏装置及制造方法.pdf

书生****ma


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于负泊松比效应的蜂窝隔振浮筏装置及制造方法.pdf
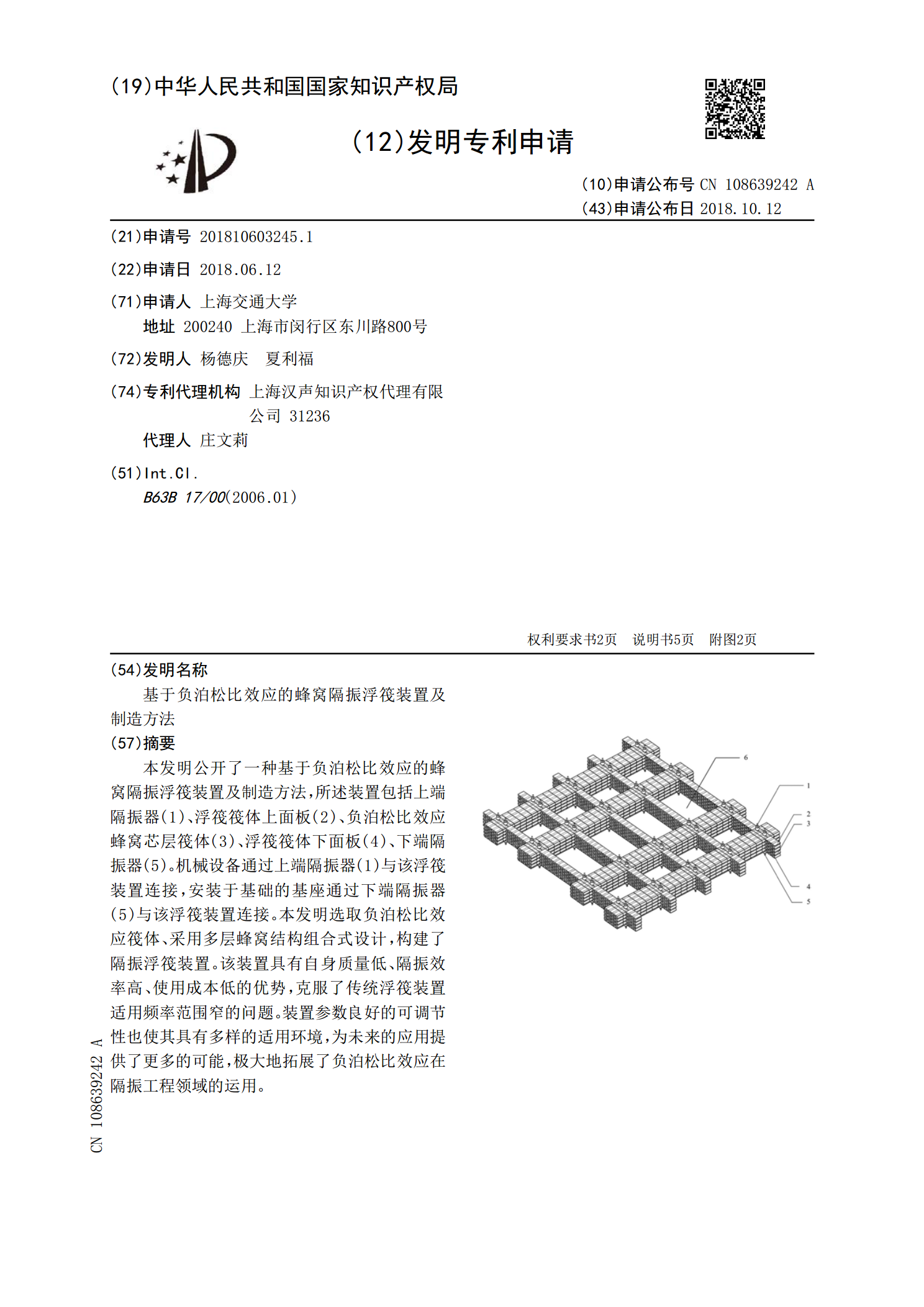
本发明公开了一种基于负泊松比效应的蜂窝隔振浮筏装置及制造方法,所述装置包括上端隔振器(1)、浮筏筏体上面板(2)、负泊松比效应蜂窝芯层筏体(3)、浮筏筏体下面板(4)、下端隔振器(5)。机械设备通过上端隔振器(1)与该浮筏装置连接,安装于基础的基座通过下端隔振器(5)与该浮筏装置连接。本发明选取负泊松比效应筏体、采用多层蜂窝结构组合式设计,构建了隔振浮筏装置。该装置具有自身质量低、隔振效率高、使用成本低的优势,克服了传统浮筏装置适用频率范围窄的问题。装置参数良好的可调节性也使其具有多样的适用环境,为未来的
声子晶体负泊松比蜂窝隔振抗冲击装置.pdf
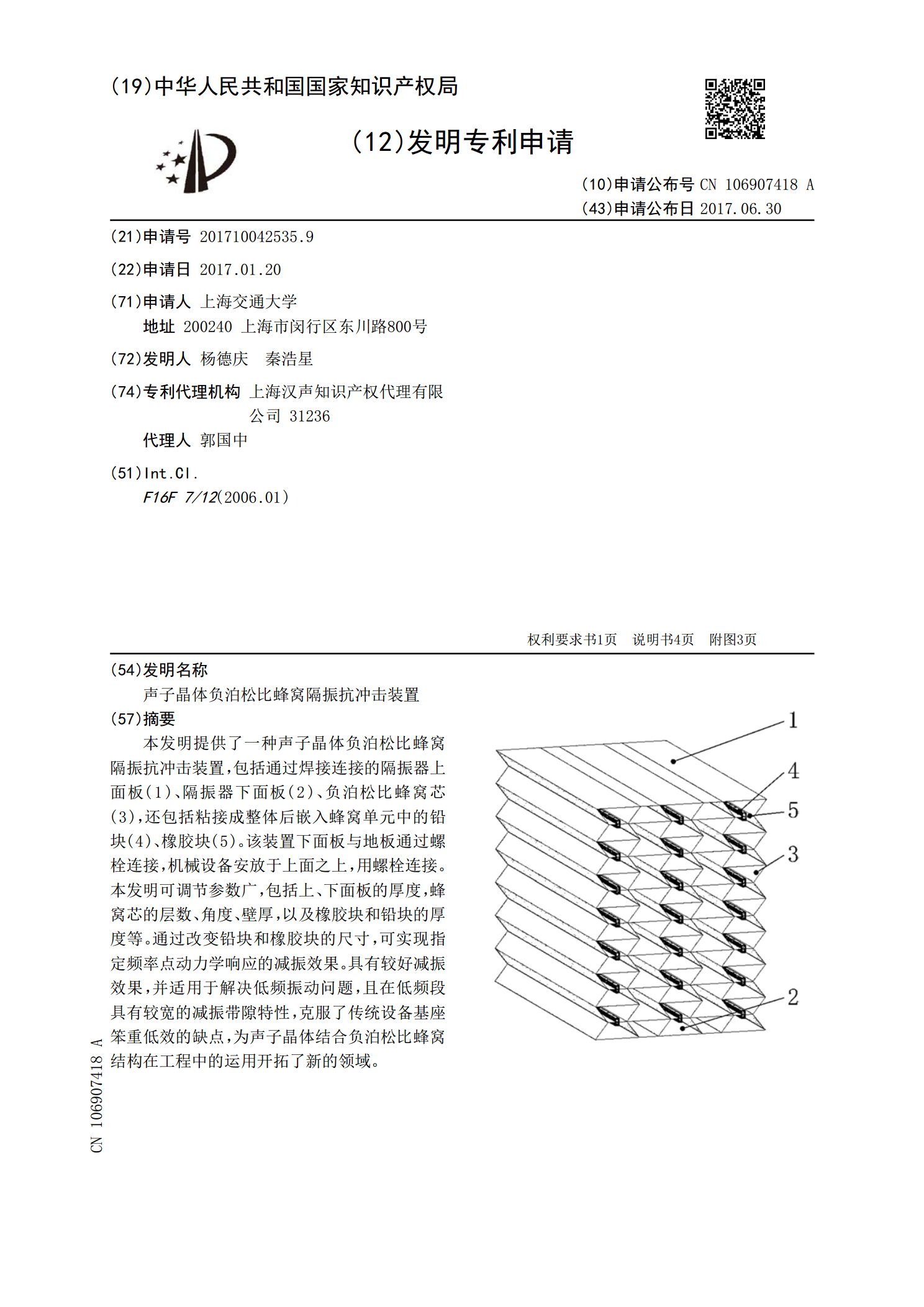
本发明提供了一种声子晶体负泊松比蜂窝隔振抗冲击装置,包括通过焊接连接的隔振器上面板(1)、隔振器下面板(2)、负泊松比蜂窝芯(3),还包括粘接成整体后嵌入蜂窝单元中的铅块(4)、橡胶块(5)。该装置下面板与地板通过螺栓连接,机械设备安放于上面之上,用螺栓连接。本发明可调节参数广,包括上、下面板的厚度,蜂窝芯的层数、角度、壁厚,以及橡胶块和铅块的厚度等。通过改变铅块和橡胶块的尺寸,可实现指定频率点动力学响应的减振效果。具有较好减振效果,并适用于解决低频振动问题,且在低频段具有较宽的减振带隙特性,克服了传统设

复合材料负泊松比蜂窝隔振抗冲击装置.pdf
本发明提供了一种复合材料负泊松比蜂窝隔振抗冲击装置,包括:复合材料面板(1)、负泊松比蜂窝芯(2)、外封板(3)、内封板(4)、底封板(5)组成,焊接构成装置整体。该装置底封板与地板通过螺栓连接,机械设备安放于复合材料面板之上,用螺栓连接。本发明可调节参数广,包括复合材料铺层方式,内外封板厚度,负泊松比蜂窝芯层数和角度等,抗冲击性能及低频隔振性能兼顾,克服了传统设备基座笨重低效的缺点,为负泊松比蜂窝结构工程运用开拓了新的领域。

浮筏隔振系统隔振效果统计能量分析估算方法.docx
浮筏隔振系统隔振效果统计能量分析估算方法浮筏隔振系统是一种常见的隔振装置,可以有效降低振动和减震的效果。隔振效果统计能量分析估算方法对于评估浮筏隔振系统的性能具有重要意义。本论文将着重介绍浮筏隔振系统的工作原理、能量分析方法以及统计估算方法,并探讨其在隔振效果评估中的应用。1.引言隔振技术被广泛应用于许多工程领域,如建筑、桥梁和机械设备等。浮筏隔振系统作为一种常见的隔振装置,通过减小振动引起的共振效应,使结构受到的振动幅值降低到可以接受的范围内。隔振效果统计能量分析估算方法可以帮助我们更好地理解浮筏隔振系

基于FEM的船舶浮筏隔振系统特性研究.docx
基于FEM的船舶浮筏隔振系统特性研究基于FEM的船舶浮筏隔振系统特性研究引言船舶浮筏隔振系统在船舶工程中发挥着重要的作用。隔振系统的设计与优化是确保船体安全航行和船员安全的关键。近年来,基于有限元法(FEM)的研究方法在船舶工程中得到了广泛应用。本文将基于FEM方法,研究船舶浮筏隔振系统的特性,以期为船舶工程的设计和优化提供参考。一、隔振系统的原理船舶浮筏隔振系统的设计目标是通过减振和隔振手段来降低外界环境对船体的震动影响。隔振系统通常包括弹簧、阻尼器和质量体三个主要组成部分。弹簧在隔振系统中起到支撑作用