
一种无需工艺钉定位的复合材料结构胶接方法.pdf

Ch****49

1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无需工艺钉定位的复合材料结构胶接方法.pdf
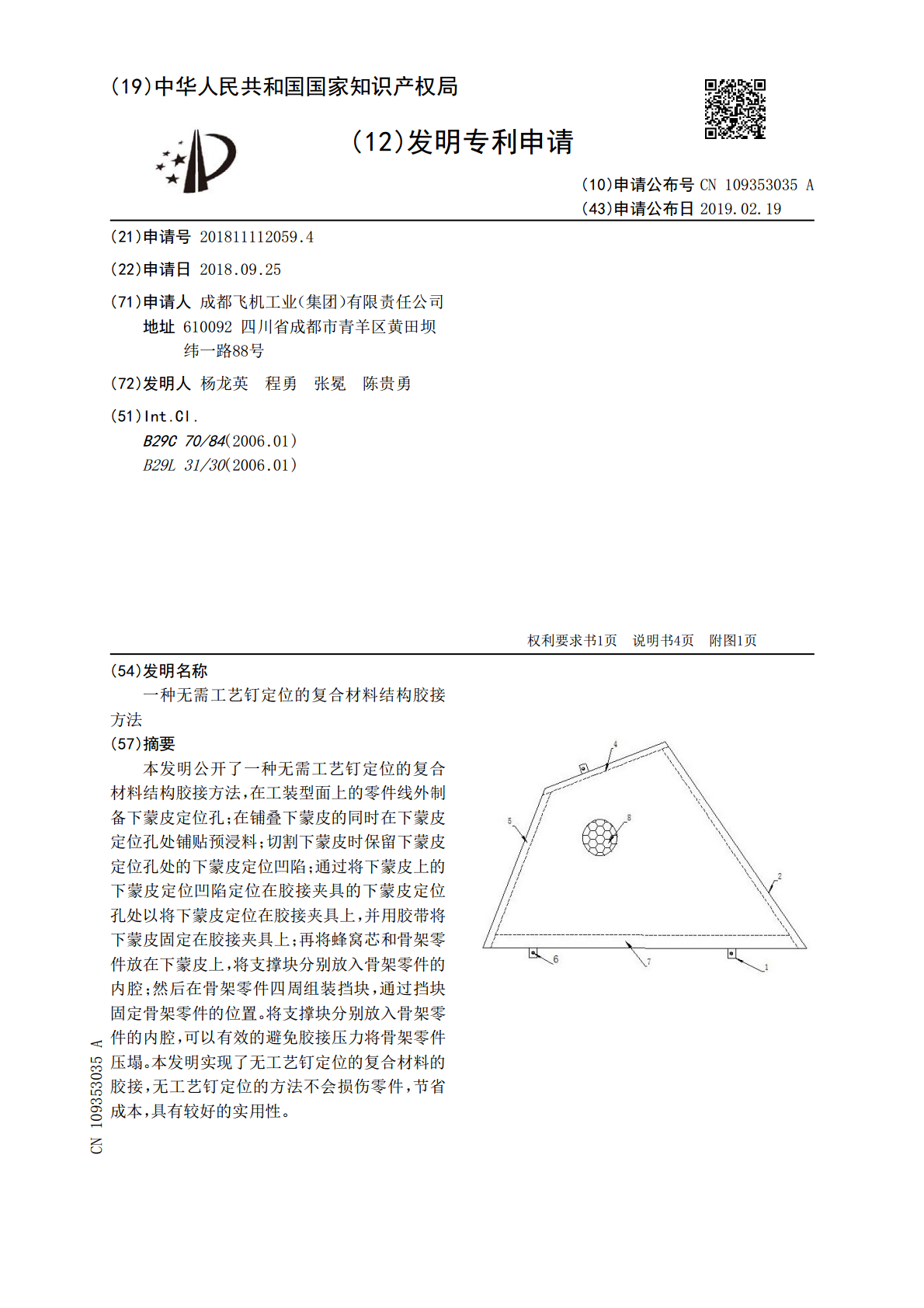
本发明公开了一种无需工艺钉定位的复合材料结构胶接方法,在工装型面上的零件线外制备下蒙皮定位孔;在铺叠下蒙皮的同时在下蒙皮定位孔处铺贴预浸料;切割下蒙皮时保留下蒙皮定位孔处的下蒙皮定位凹陷;通过将下蒙皮上的下蒙皮定位凹陷定位在胶接夹具的下蒙皮定位孔处以将下蒙皮定位在胶接夹具上,并用胶带将下蒙皮固定在胶接夹具上;再将蜂窝芯和骨架零件放在下蒙皮上,将支撑块分别放入骨架零件的内腔;然后在骨架零件四周组装挡块,通过挡块固定骨架零件的位置。将支撑块分别放入骨架零件的内腔,可以有效的避免胶接压力将骨架零件压塌。本发明实

一种结构胶接零件的成型工艺方法.pdf
本发明提供一种结构胶接零件的成型工艺方法,包括以下步骤第一步:先将产品下表面的加强角材(4)放置在工装相对应凹槽进行固定;第二步:然后将产品的缘条(3)放入工装,并用机械加压区域(7)的构型压紧件进行加压固定,保证缘条(3)的位置尺寸;第三步:之后将腹板(2)放在缘条(3)及下表面加强角材上(4),将腹板(2)的上表面加强角材(1)放置在腹板(2)上面相应的位置上,腹板(2)的上表面加强角材(1)的位置由工装定位边条确定;第四步:铺放脱模薄膜、透气毡,安装真空嘴,并糊制真空袋;第五步:真空袋加压;第六步:

一种用于复合材料夹层结构胶接变形控制方法.pdf
本发明涉及一种用于复合材料夹层结构胶接变形控制方法,包括:在复合材料夹层结构梁一侧、端肋一侧和边肋一侧放置支撑芯模和定位挡块,复合材料夹层结构后边条一侧放置可滑动限位块,可滑动限位块通过双面胶带粘接在胶接工装上,在胶接过程中,可滑动限位块可以对复合材料夹层结构后边条一侧的变形进行限位控制,当变形应力超过界限可能导致蒙皮与芯材脱粘时,可滑动限位块可以发生位移,允许后边条变形以降低变形应力。本发明一种用于复合材料夹层结构胶接变形控制方法,能有效抑制复合材料夹层结构胶接的变形,不仅操作简单、效果明显,而且不会造

一种无需定位的窄料复合工艺.pdf
本发明提供了一种无需定位的窄料复合工艺,其确保载带上相邻的窄胶带的间隔距离准确可靠,且确保复合于同一载带的复合张力相同,保证粘合度的一致性。胶带卷的宽度为L,每卷载带的宽度M方向上间隔设置N条窄胶带,每根窄胶带之间留有间隔距离X,预先计算间隔距离X间能设置的最宽窄胶带的数量K,然后沿着胶带卷的宽度方向设置Z组窄胶带组,其中Z=K+1,每组窄胶带组均包括有N条窄胶带,制作一圆刀,使得圆刀切割胶带卷生成Z组窄胶带组,将Z组载带复合胶带组件顺次排布于圆刀的后方,将每组窄胶带组粘附到对应的收卷辊的载带上,圆刀裁切

先进复合材料结构胶接体系的研发与应用.docx
先进复合材料结构胶接体系的研发与应用先进复合材料结构胶接体系的研发与应用摘要:复合材料结构胶接技术是现代工程应用中广泛使用的一种连接方式。本文通过对先进复合材料结构胶接体系的研发与应用进行综述,总结了目前胶接技术的发展现状和存在的问题,并提出了解决这些问题的方法。当今复合材料结构胶接体系研究的焦点主要集中在胶接剂的研发、粘接强度与韧性的提高以及胶接过程的模拟与优化等方面。随着科学技术的进步,先进复合材料结构胶接体系的研发将有助于推动材料科学与工程的发展。关键词:复合材料、胶接、结构胶、胶接剂、粘接强度、韧