
电池化成加压夹具.pdf

茂学****23

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电池化成加压夹具.pdf
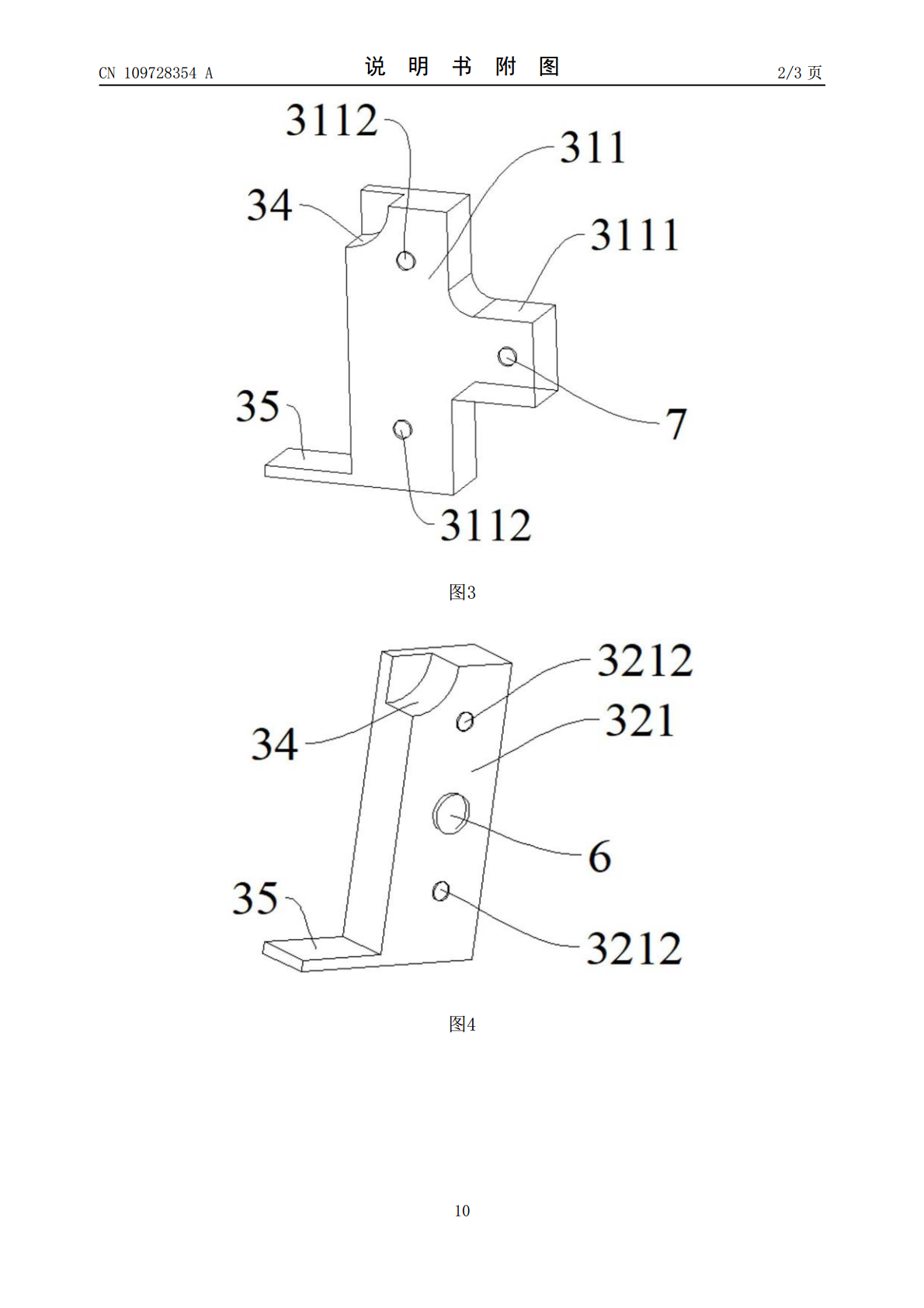
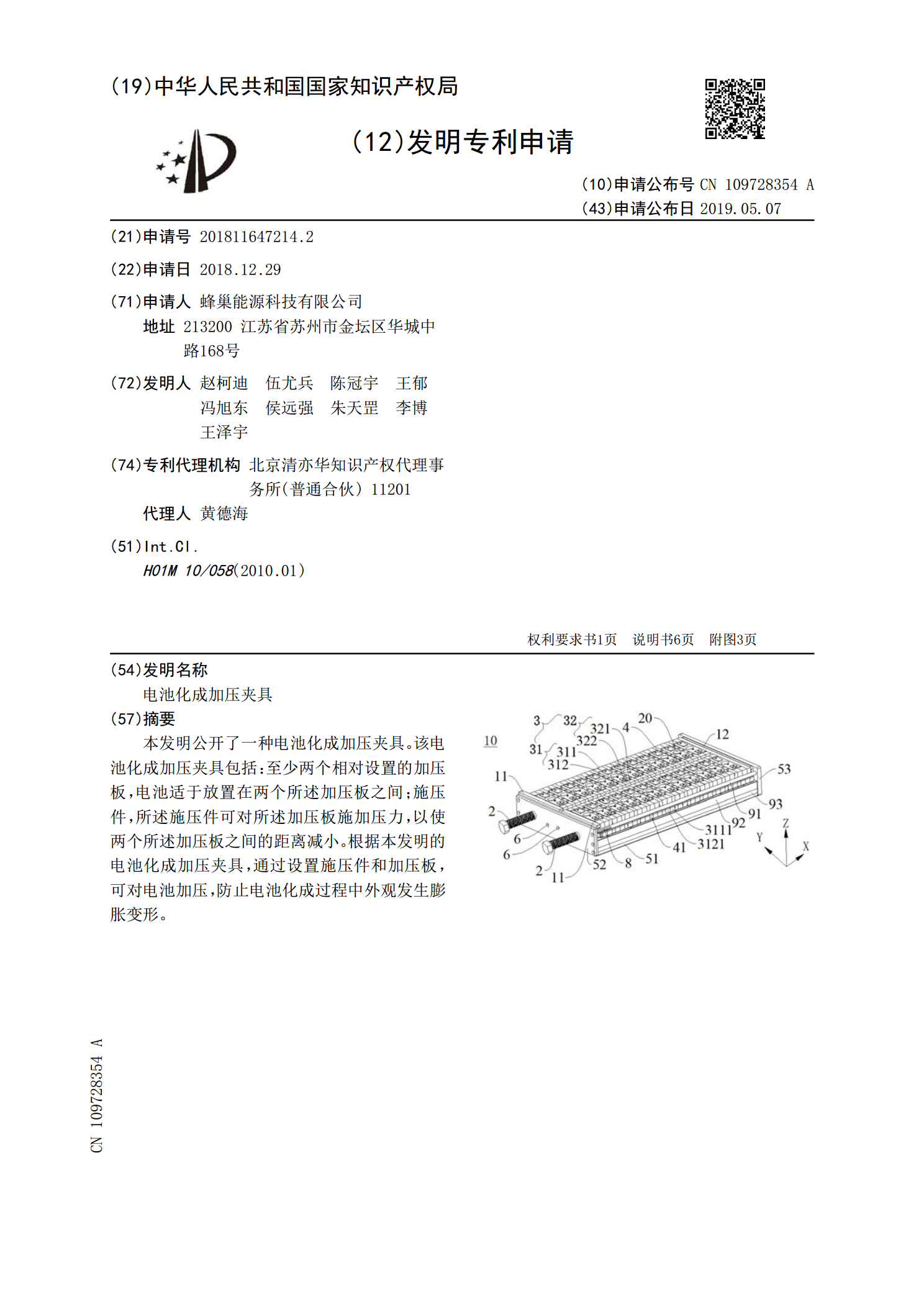
本发明公开了一种电池化成加压夹具。该电池化成加压夹具包括:至少两个相对设置的加压板,电池适于放置在两个所述加压板之间;施压件,所述施压件可对所述加压板施加压力,以使两个所述加压板之间的距离减小。根据本发明的电池化成加压夹具,通过设置施压件和加压板,可对电池加压,防止电池化成过程中外观发生膨胀变形。

动力电池化成夹具.pdf
本发明的目的是提供动力电池化成夹具,能规范生产现场整洁;对动力电池的外观进行控制,确保动力电池的生产品质,降低动力电池生产成本。为达到所述效果,本发明动力电池化成夹具,包括底座,所述底座一端设有固定压板,底座另一端设有安装有手轮的顶板,手轮通过穿过顶板上螺母的螺杆连接活动压板。由于采用了所述技术方案,本发明通过固定压板和活动压板的共同作用,夹住额定底座长度限度中的任意块动力电池,避免动力电池在化成工艺中电池壳体膨胀、严重变形的情况出现,提高了动力电池的外观和内在品质。
一种电池化成夹具及化成设备.pdf
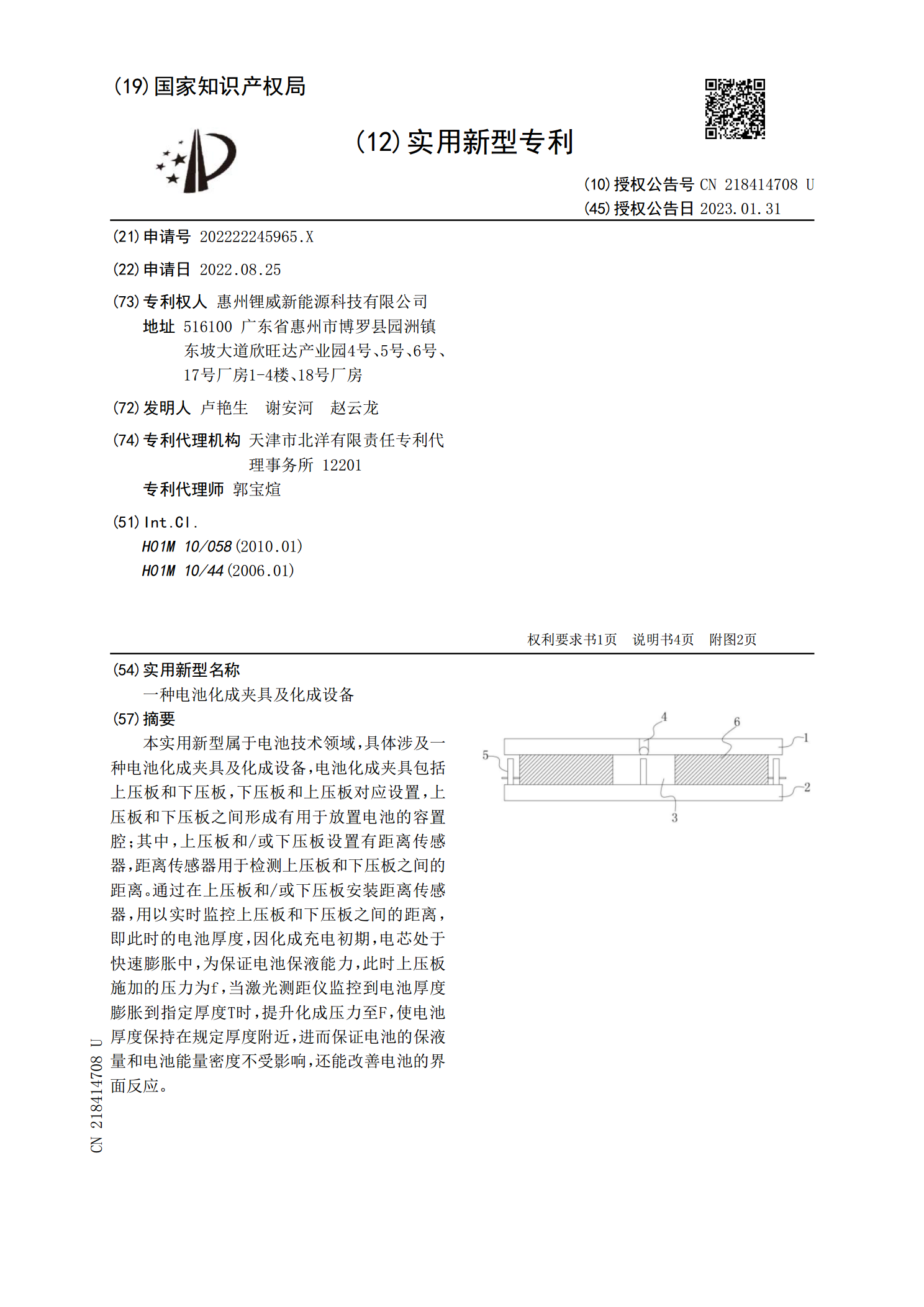
本实用新型属于电池技术领域,具体涉及一种电池化成夹具及化成设备,电池化成夹具包括上压板和下压板,下压板和上压板对应设置,上压板和下压板之间形成有用于放置电池的容置腔;其中,上压板和/或下压板设置有距离传感器,距离传感器用于检测上压板和下压板之间的距离。通过在上压板和/或下压板安装距离传感器,用以实时监控上压板和下压板之间的距离,即此时的电池厚度,因化成充电初期,电芯处于快速膨胀中,为保证电池保液能力,此时上压板施加的压力为f,当激光测距仪监控到电池厚度膨胀到指定厚度T时,提升化成压力至F,使电池厚度保持在
一种电池化成夹具.pdf
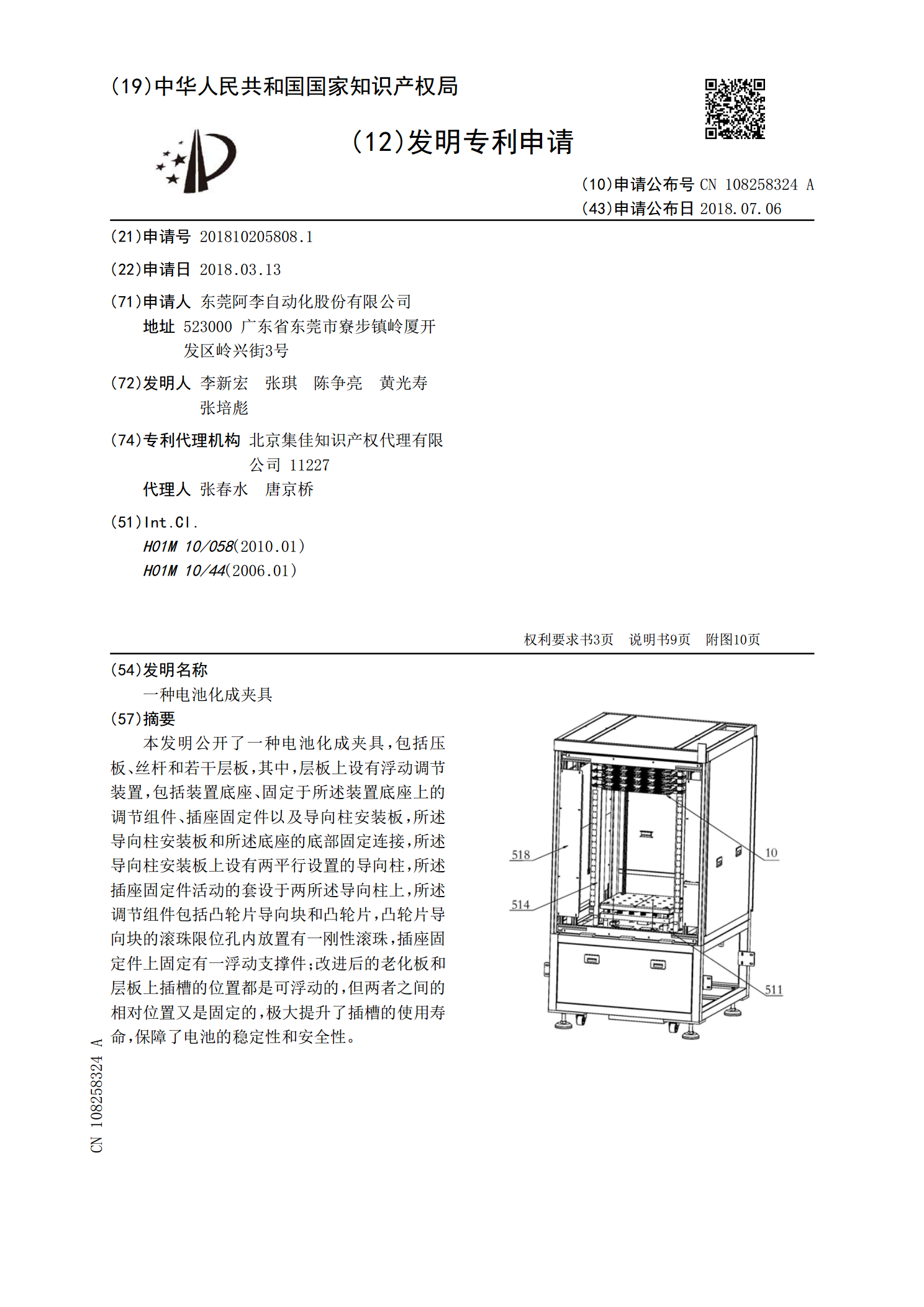
本发明公开了一种电池化成夹具,包括压板、丝杆和若干层板,其中,层板上设有浮动调节装置,包括装置底座、固定于所述装置底座上的调节组件、插座固定件以及导向柱安装板,所述导向柱安装板和所述底座的底部固定连接,所述导向柱安装板上设有两平行设置的导向柱,所述插座固定件活动的套设于两所述导向柱上,所述调节组件包括凸轮片导向块和凸轮片,凸轮片导向块的滚珠限位孔内放置有一刚性滚珠,插座固定件上固定有一浮动支撑件;改进后的老化板和层板上插槽的位置都是可浮动的,但两者之间的相对位置又是固定的,极大提升了插槽的使用寿命,保障了
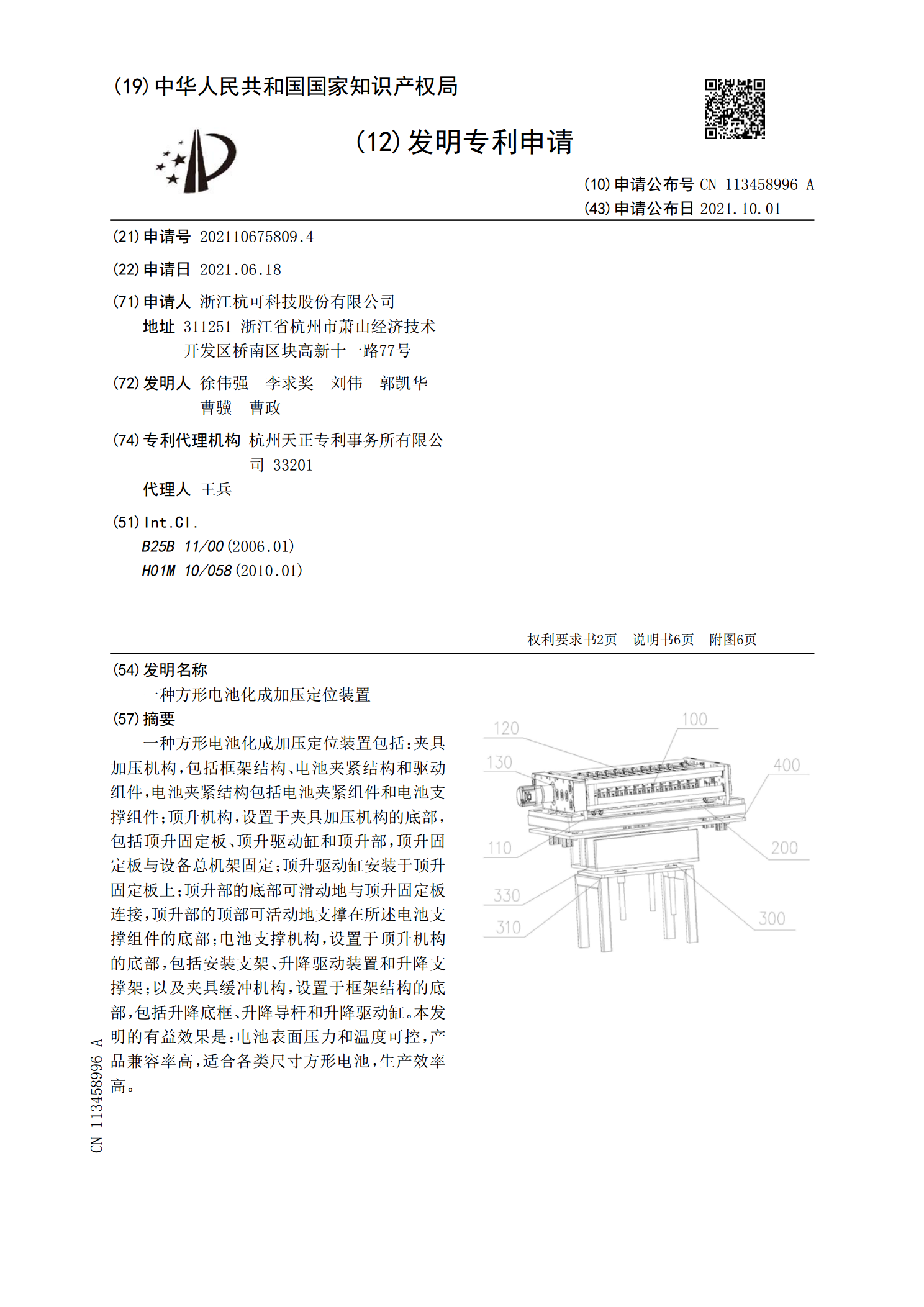
一种方形电池化成加压定位装置.pdf
一种方形电池化成加压定位装置包括:夹具加压机构,包括框架结构、电池夹紧结构和驱动组件,电池夹紧结构包括电池夹紧组件和电池支撑组件;顶升机构,设置于夹具加压机构的底部,包括顶升固定板、顶升驱动缸和顶升部,顶升固定板与设备总机架固定;顶升驱动缸安装于顶升固定板上;顶升部的底部可滑动地与顶升固定板连接,顶升部的顶部可活动地支撑在所述电池支撑组件的底部;电池支撑机构,设置于顶升机构的底部,包括安装支架、升降驱动装置和升降支撑架;以及夹具缓冲机构,设置于框架结构的底部,包括升降底框、升降导杆和升降驱动缸。本发明的有