
一种蜂窝陶瓷载体堵孔设备及其堵孔工艺方法.pdf

是丹****ni

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝陶瓷载体堵孔设备及其堵孔工艺方法.pdf
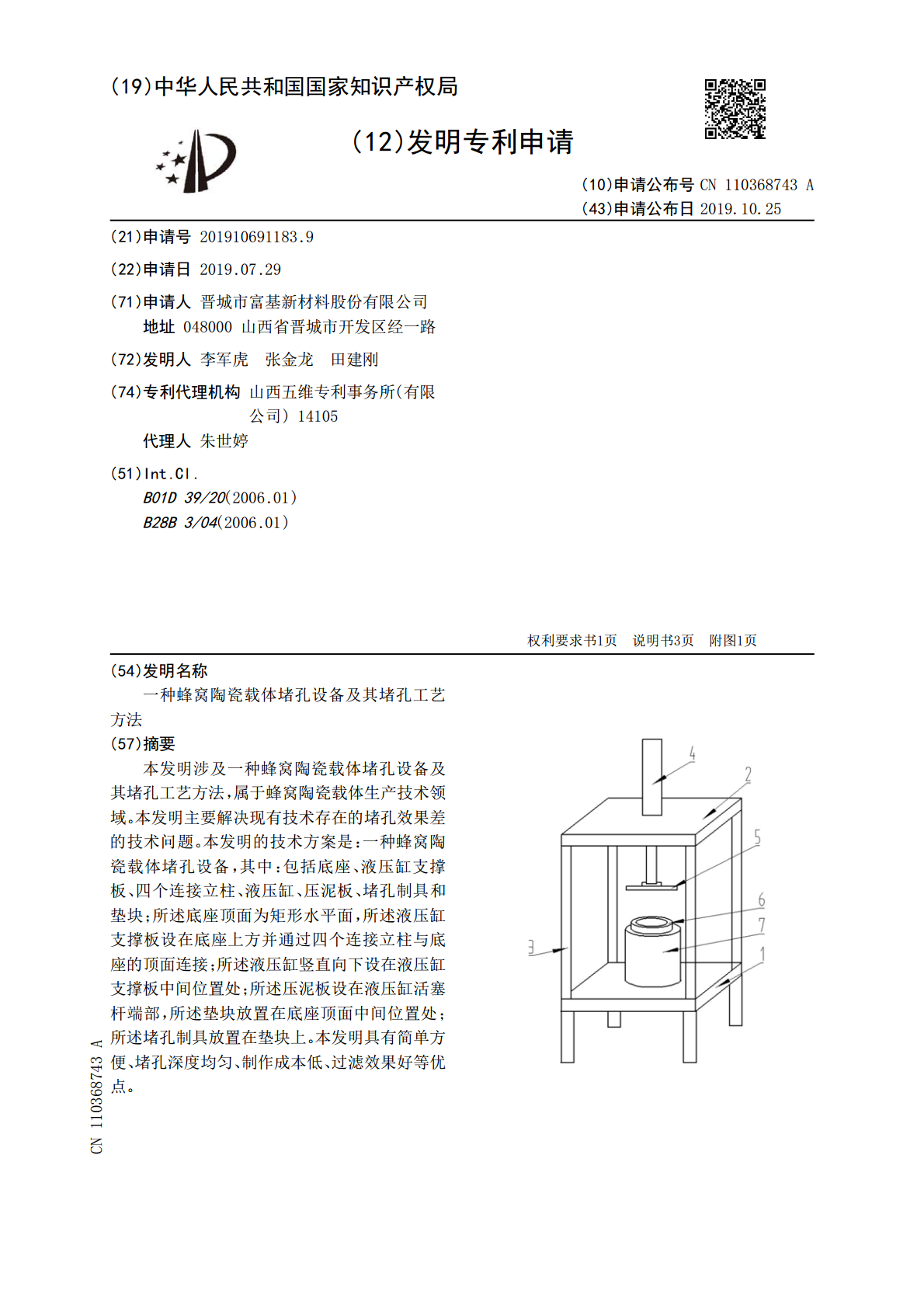
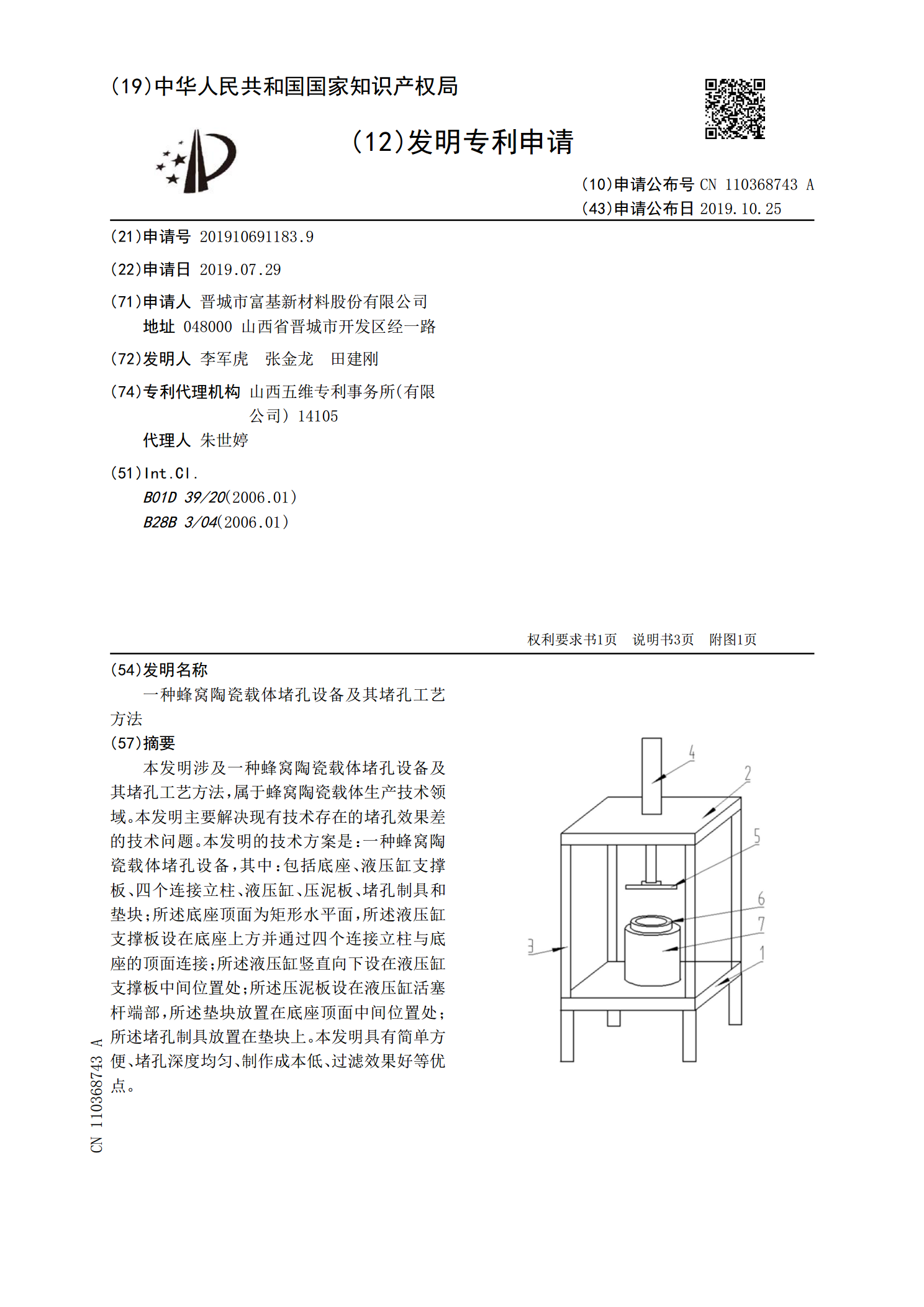
本发明涉及一种蜂窝陶瓷载体堵孔设备及其堵孔工艺方法,属于蜂窝陶瓷载体生产技术领域。本发明主要解决现有技术存在的堵孔效果差的技术问题。本发明的技术方案是:一种蜂窝陶瓷载体堵孔设备,其中:包括底座、液压缸支撑板、四个连接立柱、液压缸、压泥板、堵孔制具和垫块;所述底座顶面为矩形水平面,所述液压缸支撑板设在底座上方并通过四个连接立柱与底座的顶面连接;所述液压缸竖直向下设在液压缸支撑板中间位置处;所述压泥板设在液压缸活塞杆端部,所述垫块放置在底座顶面中间位置处;所述堵孔制具放置在垫块上。本发明具有简单方便、堵孔深度
薄壁柴油机尾气净化用蜂窝陶瓷载体堵孔设备及堵孔工艺.pdf
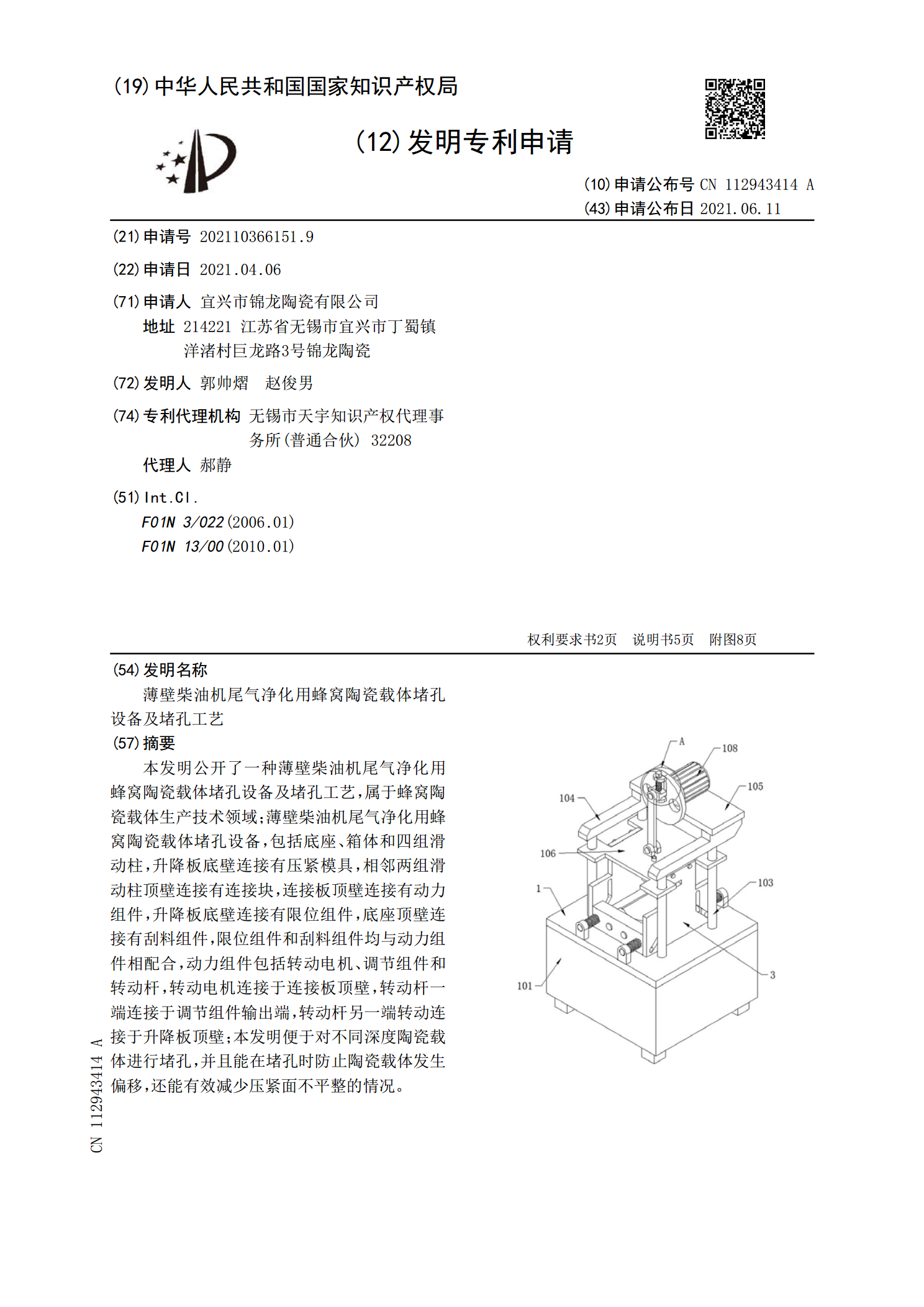
本发明公开了一种薄壁柴油机尾气净化用蜂窝陶瓷载体堵孔设备及堵孔工艺,属于蜂窝陶瓷载体生产技术领域;薄壁柴油机尾气净化用蜂窝陶瓷载体堵孔设备,包括底座、箱体和四组滑动柱,升降板底壁连接有压紧模具,相邻两组滑动柱顶壁连接有连接块,连接板顶壁连接有动力组件,升降板底壁连接有限位组件,底座顶壁连接有刮料组件,限位组件和刮料组件均与动力组件相配合,动力组件包括转动电机、调节组件和转动杆,转动电机连接于连接板顶壁,转动杆一端连接于调节组件输出端,转动杆另一端转动连接于升降板顶壁;本发明便于对不同深度陶瓷载体进行堵孔,

一种蜂窝陶瓷载体新型堵孔机及其使用方法.pdf
本发明公开了一种蜂窝陶瓷载体新型堵孔机及其使用方法,包括输送线体以及沿所述输送线体长度方向依次设置的上料工位、封孔工位、除湿工位与下料工位;所述上料工位位于所述输送线体的起始端,所述下料工位位于所述输送线体的终止端;所述封孔工位包括底板、位于所述底板下方的封孔顶升组件以及用于封孔的封孔组件;所述除湿工位包括除湿顶升组件以及用于除湿的除湿组件,所述除湿组件包括热风机以及位于所述热风机底部的定位块。本发明实现了对蜂窝陶瓷载体的自动封孔,封孔后能够连续对蜂窝陶瓷载体进行除湿操作,无需人工操作,降低了工人的劳动强
一种用于蜂窝陶瓷载体的堵孔装置.pdf
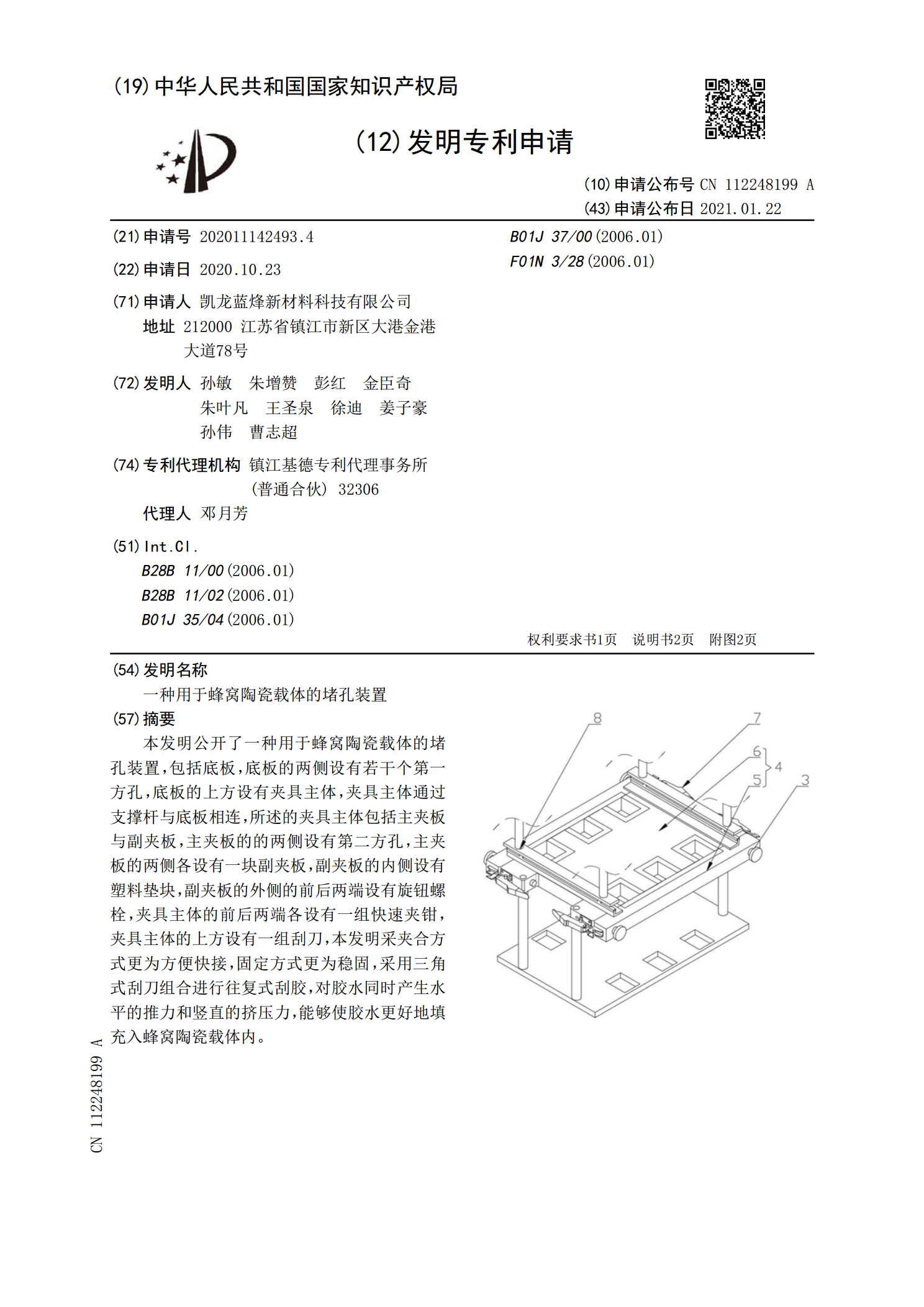
本发明公开了一种用于蜂窝陶瓷载体的堵孔装置,包括底板,底板的两侧设有若干个第一方孔,底板的上方设有夹具主体,夹具主体通过支撑杆与底板相连,所述的夹具主体包括主夹板与副夹板,主夹板的的两侧设有第二方孔,主夹板的两侧各设有一块副夹板,副夹板的内侧设有塑料垫块,副夹板的外侧的前后两端设有旋钮螺栓,夹具主体的前后两端各设有一组快速夹钳,夹具主体的上方设有一组刮刀,本发明采夹合方式更为方便快接,固定方式更为稳固,采用三角式刮刀组合进行往复式刮胶,对胶水同时产生水平的推力和竖直的挤压力,能够使胶水更好地填充入蜂窝陶瓷
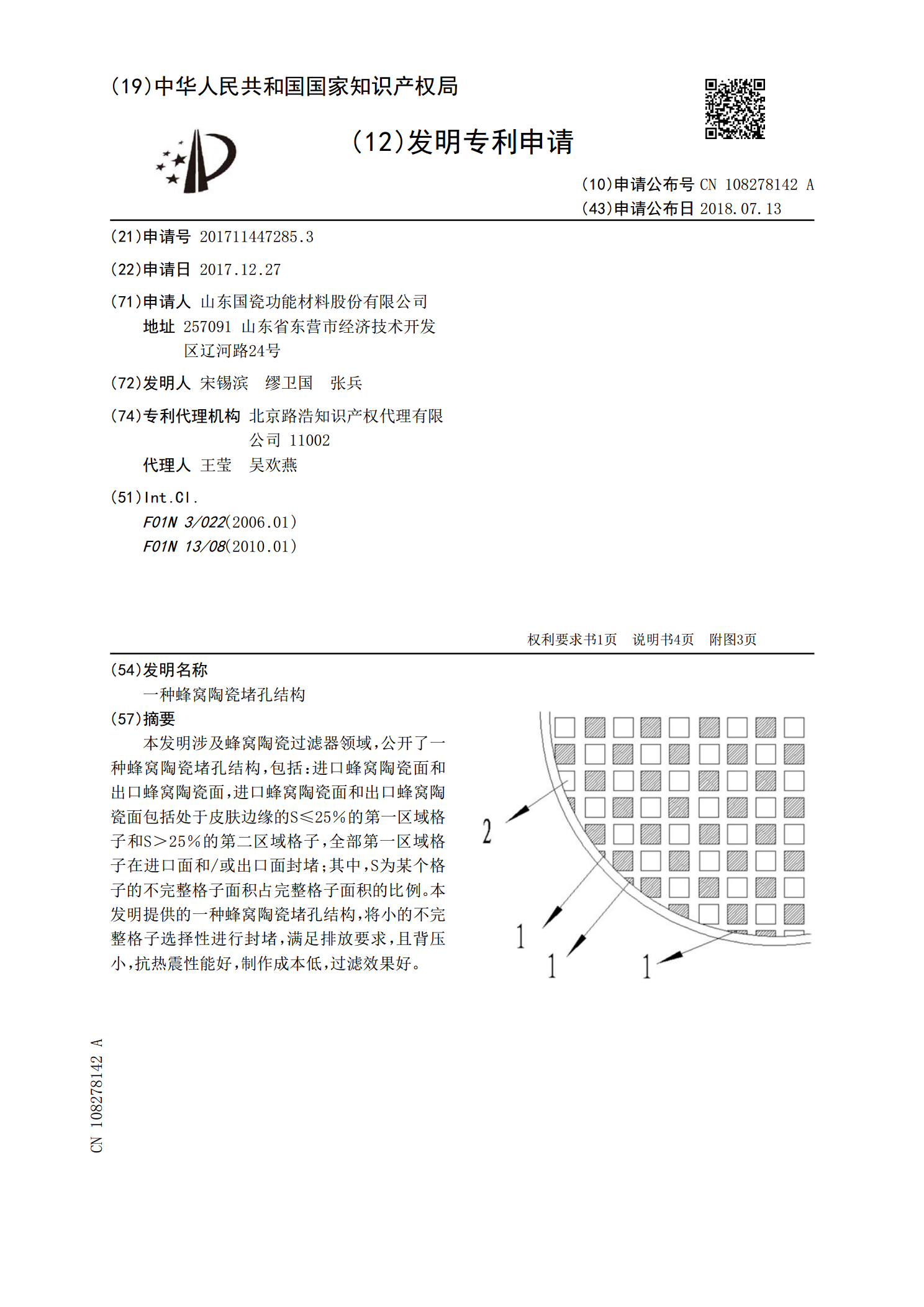
一种蜂窝陶瓷堵孔结构.pdf
本发明涉及蜂窝陶瓷过滤器领域,公开了一种蜂窝陶瓷堵孔结构,包括:进口蜂窝陶瓷面和出口蜂窝陶瓷面,进口蜂窝陶瓷面和出口蜂窝陶瓷面包括处于皮肤边缘的S≤25%的第一区域格子和S>25%的第二区域格子,全部第一区域格子在进口面和/或出口面封堵;其中,S为某个格子的不完整格子面积占完整格子面积的比例。本发明提供的一种蜂窝陶瓷堵孔结构,将小的不完整格子选择性进行封堵,满足排放要求,且背压小,抗热震性能好,制作成本低,过滤效果好。