
新型变强度蜂窝结构、其制作装置及其制作方法.pdf

听容****55


1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

新型变强度蜂窝结构、其制作装置及其制作方法.pdf
本发明涉及汽车安全测试领域,具体涉及新型变强度蜂窝结构、其制作装置及其制作方法,为了解决目前变厚度蜂窝加工难度大,从国外采购周期长、成本高;厚度一致等强度蜂窝化学处理影响因素多,且不适用所有材料;等厚度蜂窝切斜面仅改变空间体积,不满足吸能要求等问题,本发明提出新型变强度蜂窝结构,房壁上设有等间距通孔渐变、等通孔间距渐变或通孔和间距皆渐变的蜂窝结构,变强度蜂窝结构的制作装置通过使用专用的开孔装置,实现不同规格变强度蜂窝的制作要求,变强度蜂窝结构的制作方法通过使用特殊的开孔装置,在加工过程中直接在打孔阶段制作

新型蜂窝结构及其制作方法.pdf
本申请提供了一种新型蜂窝结构,包括多个孔格,在外力的传递方向上可视为间隔分布有多个垂直于外力传递方向的参考平面,外力的传递方向与孔格的某一径向一致,多个孔格的于参考平面上的构造面的面积之和从外力的接触侧向外力的扩散侧逐渐增大或缩小;还提供了一种新型蜂窝结构的制作方法,包括以下步骤:S1、在板材的表面上涂布粘接剂;S2、将另一张板材叠放于涂覆有粘接剂的板材上;S3、在另一张板材的远离粘接剂的表面上涂布粘接剂;S4、重复S2和S3,直至多张板材堆叠成待拉伸件;S5、等待粘接剂干燥;S6、将待拉伸件拉伸形成新型
一种高强度蜂窝结构的鱼竿及其制作方法.pdf
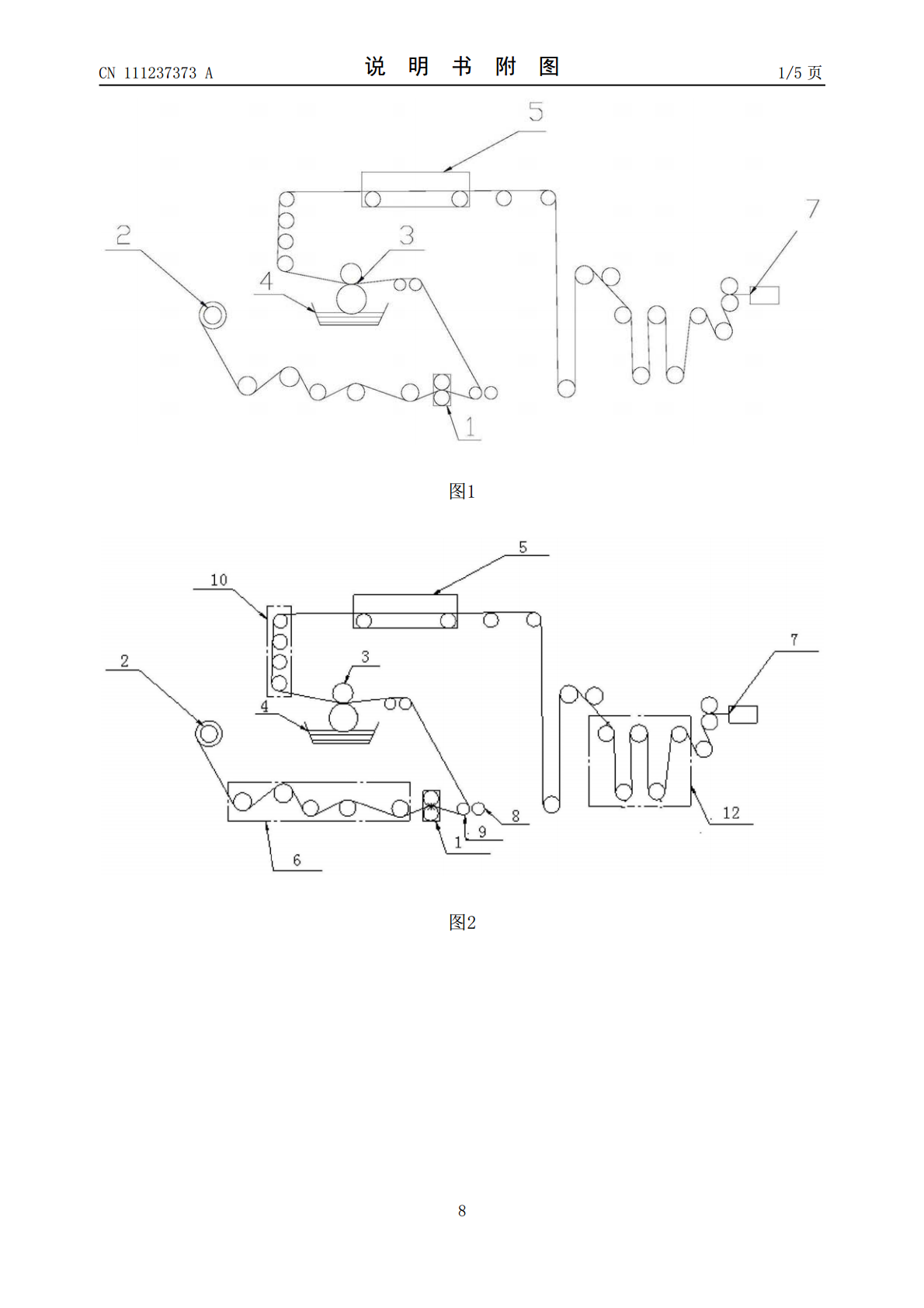
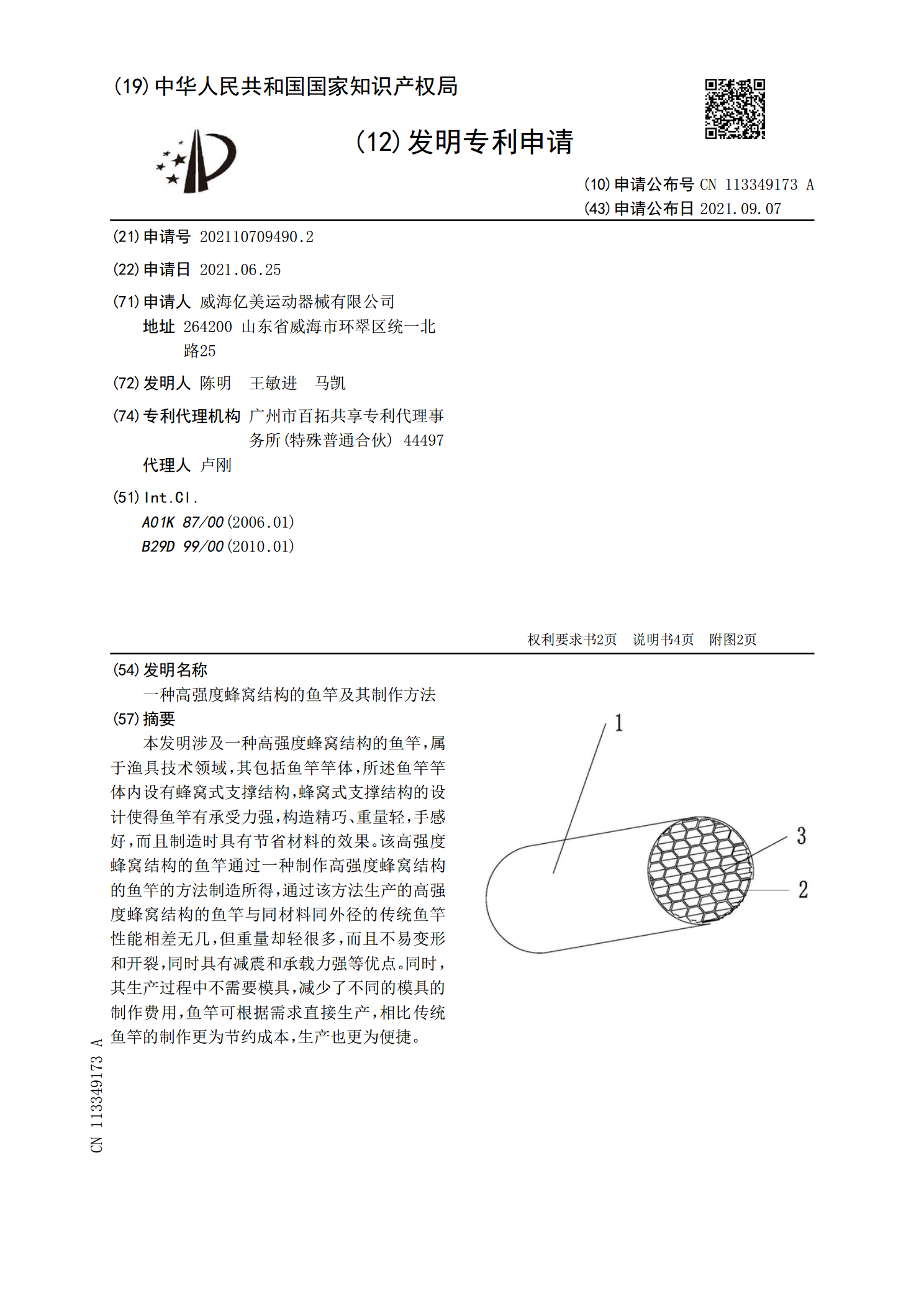
本发明涉及一种高强度蜂窝结构的鱼竿,属于渔具技术领域,其包括鱼竿竿体,所述鱼竿竿体内设有蜂窝式支撑结构,蜂窝式支撑结构的设计使得鱼竿有承受力强,构造精巧、重量轻,手感好,而且制造时具有节省材料的效果。该高强度蜂窝结构的鱼竿通过一种制作高强度蜂窝结构的鱼竿的方法制造所得,通过该方法生产的高强度蜂窝结构的鱼竿与同材料同外径的传统鱼竿性能相差无几,但重量却轻很多,而且不易变形和开裂,同时具有减震和承载力强等优点。同时,其生产过程中不需要模具,减少了不同的模具的制作费用,鱼竿可根据需求直接生产,相比传统鱼竿的制作
一种高平压强度纸蜂窝及其制作方法.pdf
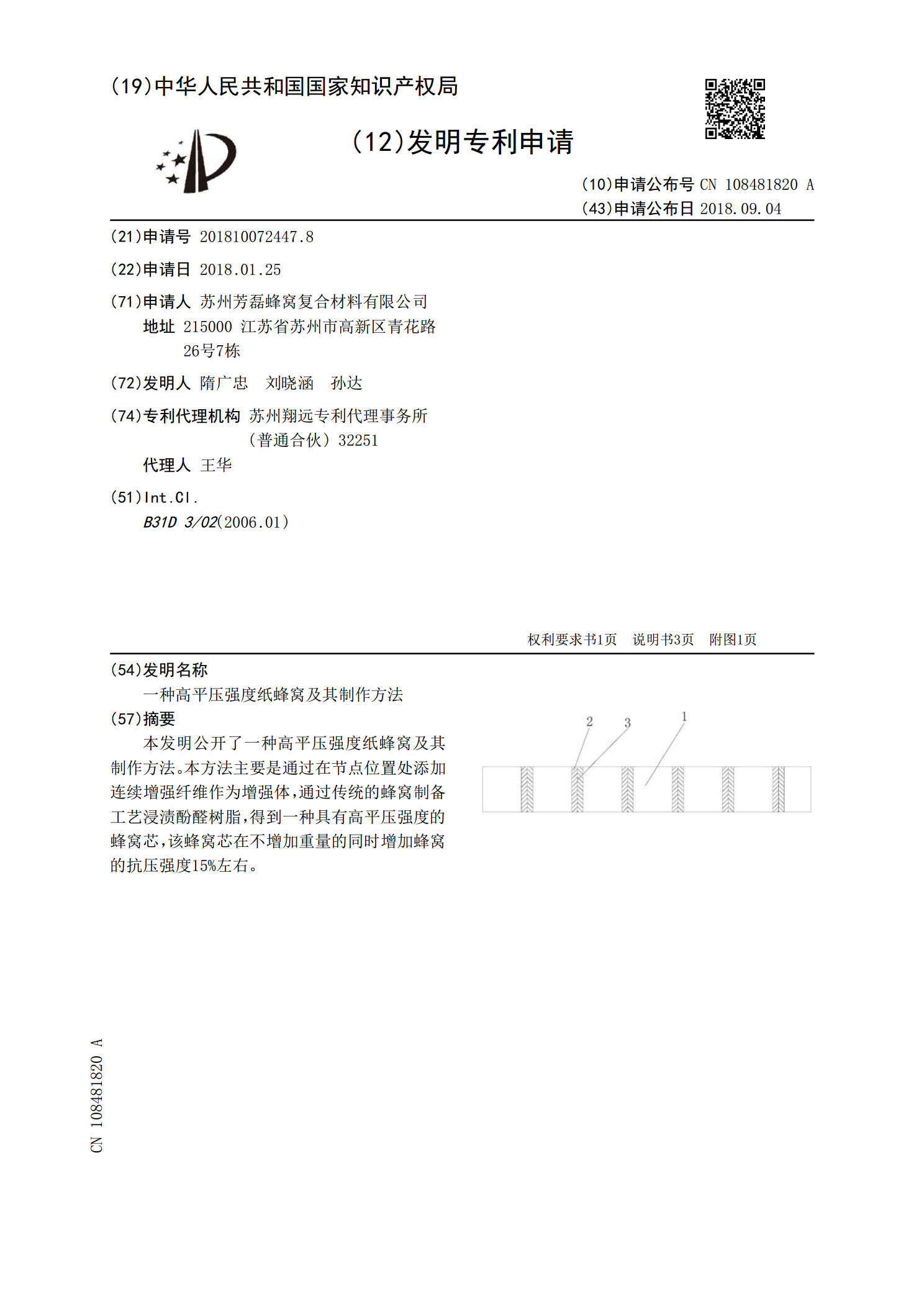
本发明公开了一种高平压强度纸蜂窝及其制作方法。本方法主要是通过在节点位置处添加连续增强纤维作为增强体,通过传统的蜂窝制备工艺浸渍酚醛树脂,得到一种具有高平压强度的蜂窝芯,该蜂窝芯在不增加重量的同时增加蜂窝的抗压强度15%左右。
蜂窝结构的混合内核组件及其制作方法.pdf
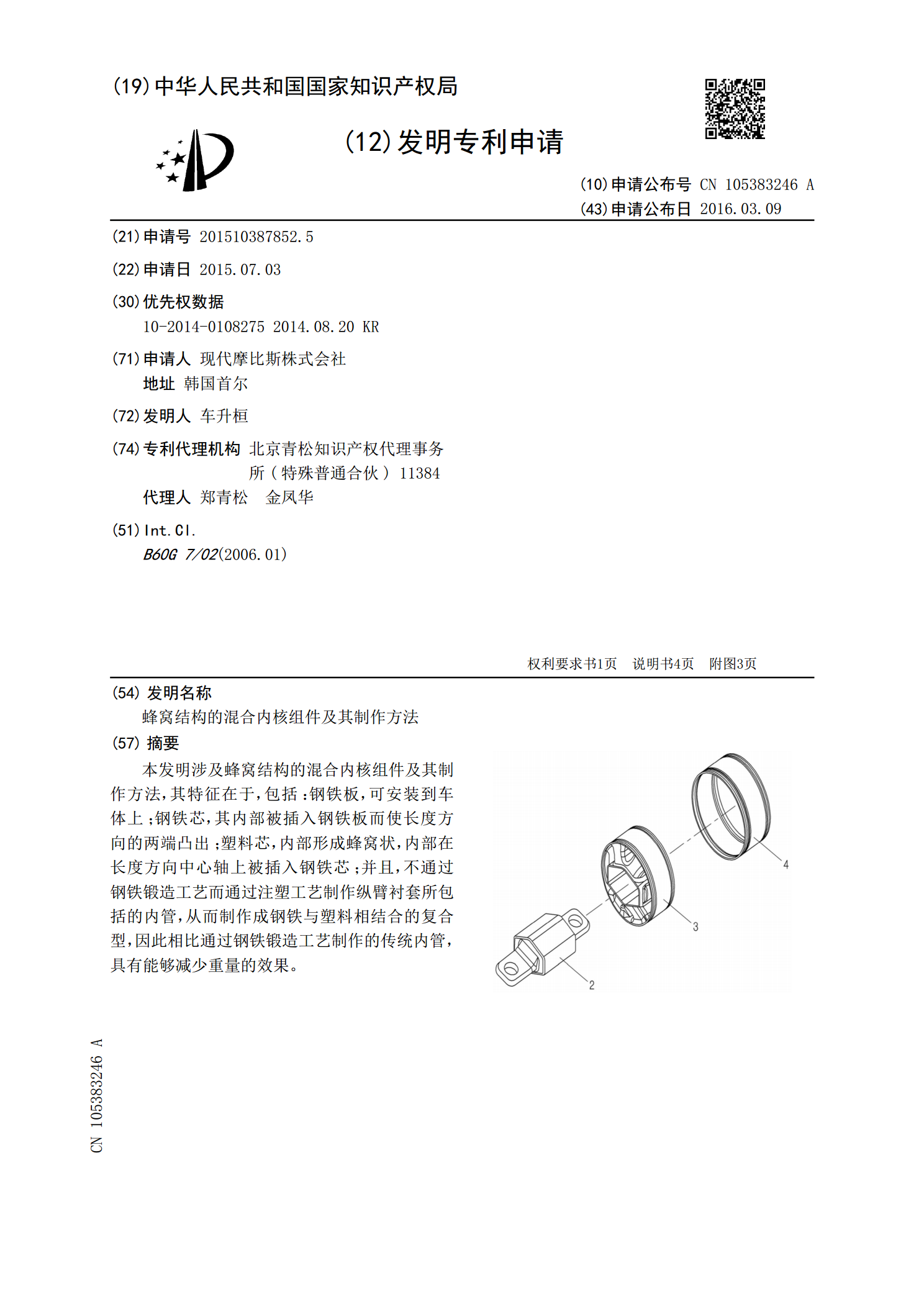
本发明涉及蜂窝结构的混合内核组件及其制作方法,其特征在于,包括:钢铁板,可安装到车体上;钢铁芯,其内部被插入钢铁板而使长度方向的两端凸出;塑料芯,内部形成蜂窝状,内部在长度方向中心轴上被插入钢铁芯;并且,不通过钢铁锻造工艺而通过注塑工艺制作纵臂衬套所包括的内管,从而制作成钢铁与塑料相结合的复合型,因此相比通过钢铁锻造工艺制作的传统内管,具有能够减少重量的效果。