
陶瓷金属复合耐磨材料的制备方法.pdf

Ch****91


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
陶瓷金属复合耐磨材料的制备方法.pdf
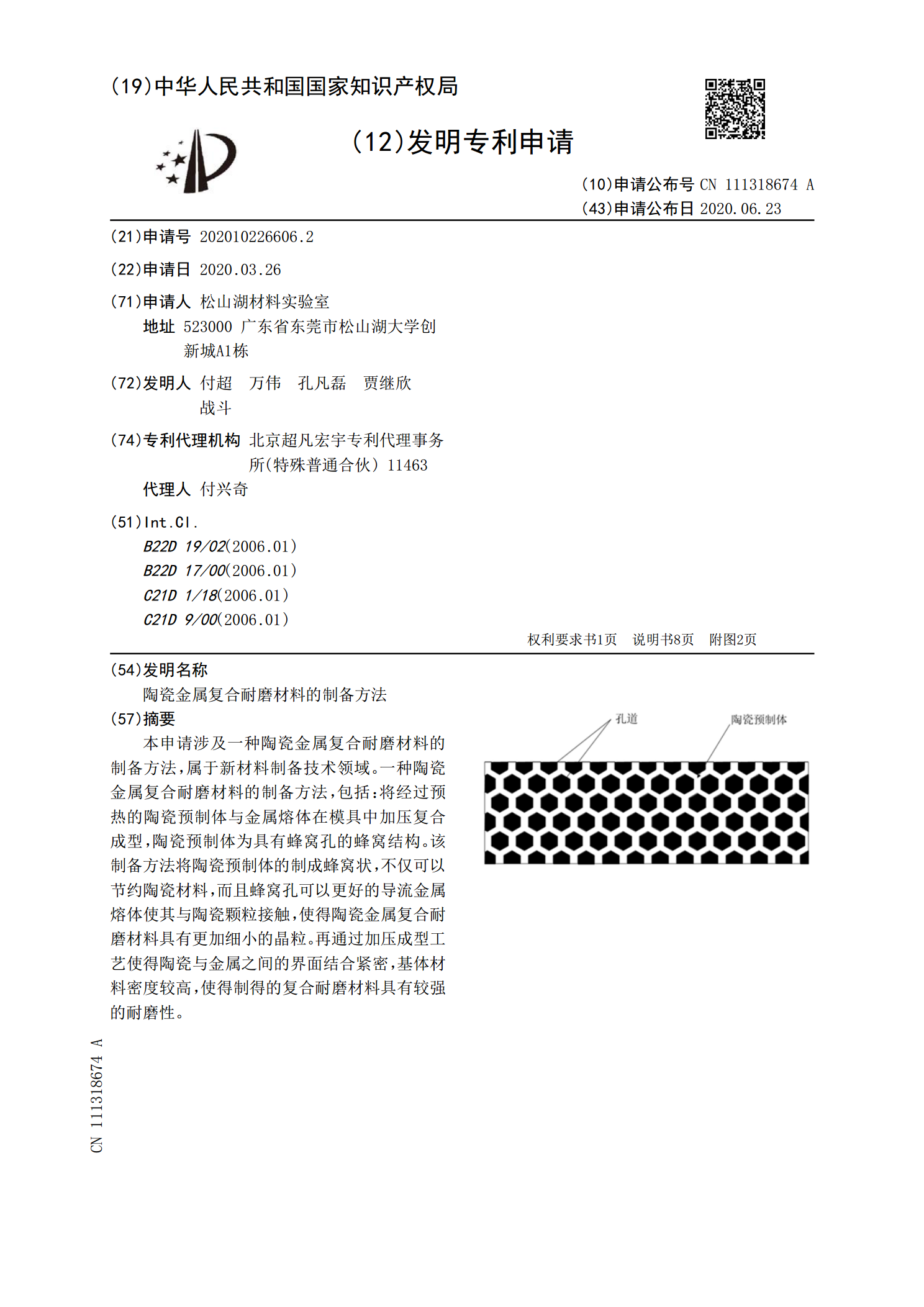
本申请涉及一种陶瓷金属复合耐磨材料的制备方法,属于新材料制备技术领域。一种陶瓷金属复合耐磨材料的制备方法,包括:将经过预热的陶瓷预制体与金属熔体在模具中加压复合成型,陶瓷预制体为具有蜂窝孔的蜂窝结构。该制备方法将陶瓷预制体的制成蜂窝状,不仅可以节约陶瓷材料,而且蜂窝孔可以更好的导流金属熔体使其与陶瓷颗粒接触,使得陶瓷金属复合耐磨材料具有更加细小的晶粒。再通过加压成型工艺使得陶瓷与金属之间的界面结合紧密,基体材料密度较高,使得制得的复合耐磨材料具有较强的耐磨性。
陶瓷金属复合耐磨材料及其制备方法.pdf
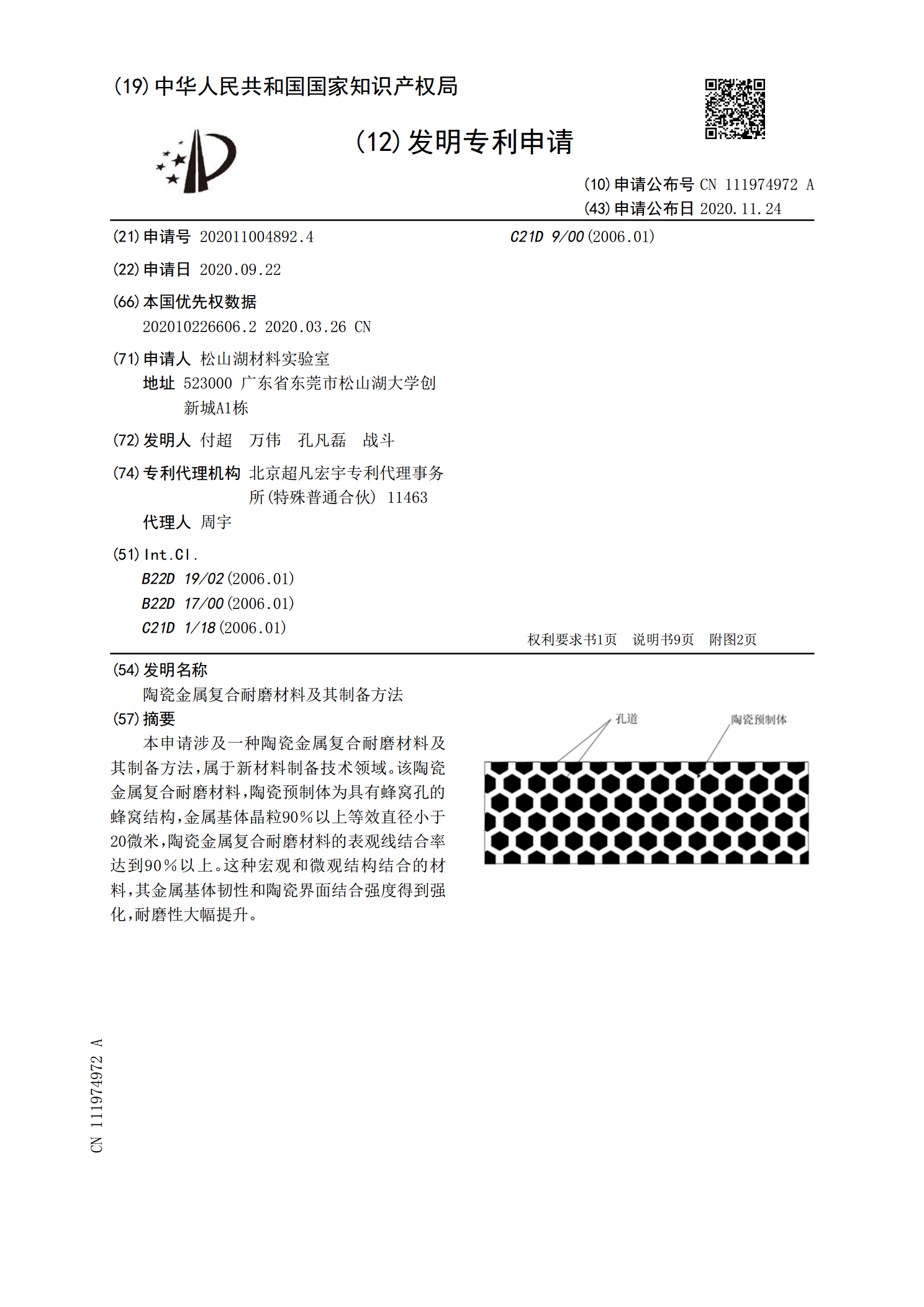
本申请涉及一种陶瓷金属复合耐磨材料及其制备方法,属于新材料制备技术领域。该陶瓷金属复合耐磨材料,陶瓷预制体为具有蜂窝孔的蜂窝结构,金属基体晶粒90%以上等效直径小于20微米,陶瓷金属复合耐磨材料的表观线结合率达到90%以上。这种宏观和微观结构结合的材料,其金属基体韧性和陶瓷界面结合强度得到强化,耐磨性大幅提升。
一种金属陶瓷复合耐磨材料的制备方法.pdf
一种金属陶瓷复合耐磨材料的制备方法,在炼铜尾矿渣中加入:氧化钙、颗粒度0.7-3mm的还原剂焦粉、氟化镁、氟化钾、氟化钙;还原温度1100度,还原时间为2小时,烘炉转速每分钟20一80转,还原出金属铁粉;金属铁粉放入中频炉中,温度设定为1580度,待金属铁粉变为溶液后放入碳化硅、碳化硼、硼砂、棕刚玉粉、石墨,搅拌5分钟最后加入纳米二氧化硅、二氧化钛、氟化铵、稀土镁、铌,搅拌十分钟;再进行900-1100度水淬,200度回火处理,铸造出金属陶瓷复合耐磨材料。本发明具有耐磨、耐腐蚀的优势,同时提炼铁粉过程中所

陶瓷金属复合耐磨材料的研制与应用.pptx
汇报人:CONTENTSPARTONE制备方法工艺流程关键技术技术优势PARTTWO耐磨性耐高温性耐腐蚀性机械性能PARTTHREE矿山行业化工行业电力行业建筑行业PARTFOUR市场需求市场容量竞争格局发展趋势PARTFIVE技术瓶颈成本问题推广难度对策建议PARTSIX新材料研发方向技术创新重点产业政策支持国际合作与交流汇报人:
陶瓷金属复合预制体的制备方法.pdf
本发明公开了一种陶瓷金属复合预制体的制备方法,其特征在于:按照如下步骤制备:(1)、在合金熔炼炉内加入铝镍合金或铝镍合金与其它低熔点合金的混合物,然后在500-750℃下熔化得到合金液;(2)、称取陶瓷颗粒和耐磨合金颗粒倒入熔融的合金液中,使得合金液均匀包裹在陶瓷颗粒和耐磨合金颗粒上得到混合物;(3)、在上述混合物凝固之前,在压制成型机上经压制、冷却、成形、脱模得到预制体。通过本发明技术:解决了陶瓷颗粒与金属基体的相容性问题;降低了熔炼所消耗的能源,不需要特殊的压制成型机,成型模具可以多次使用;预制体不需