
一种汽车消声器用耐高温隔热板及其制备方法.pdf

论文****酱吖

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车消声器用耐高温隔热板及其制备方法.pdf
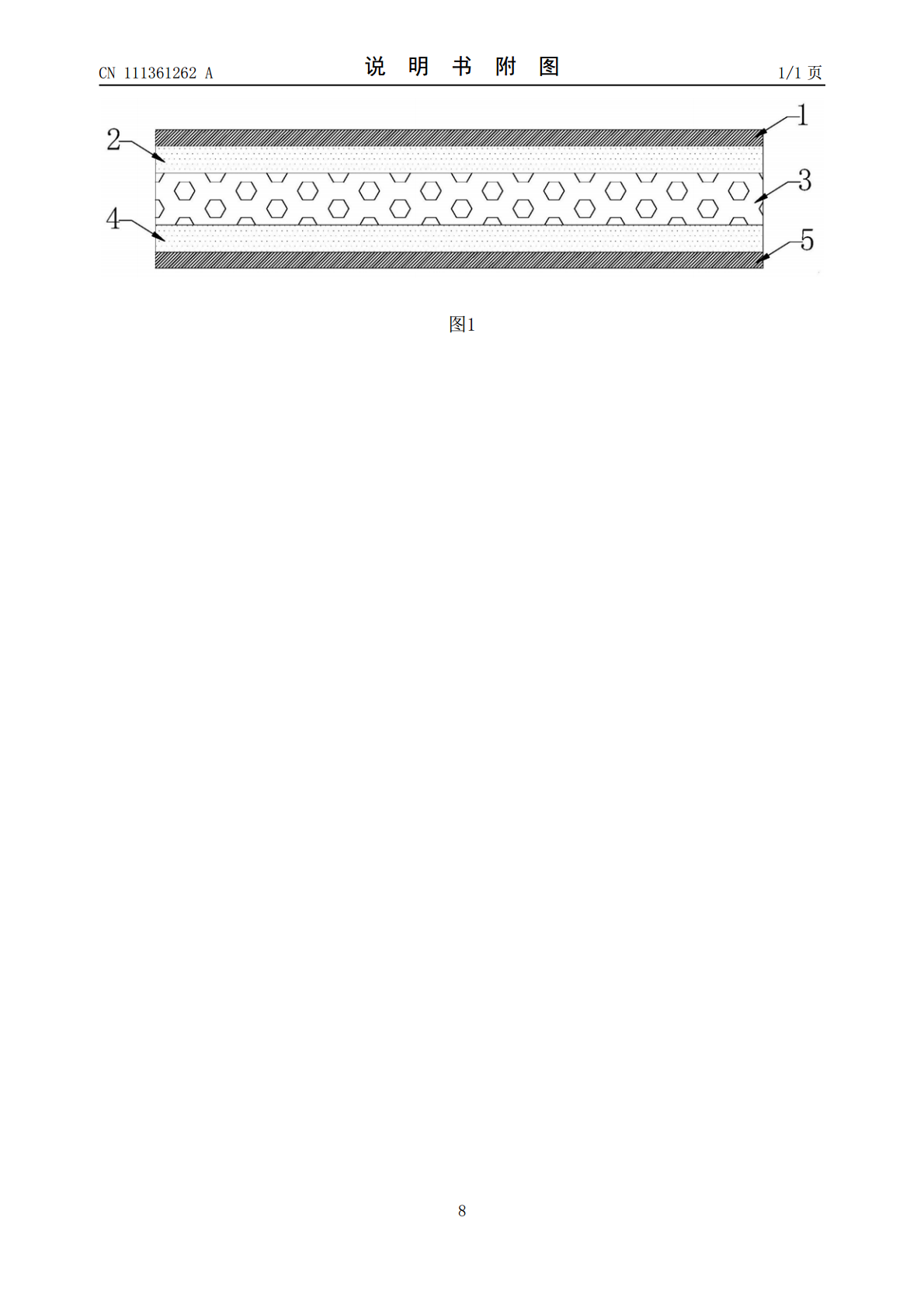
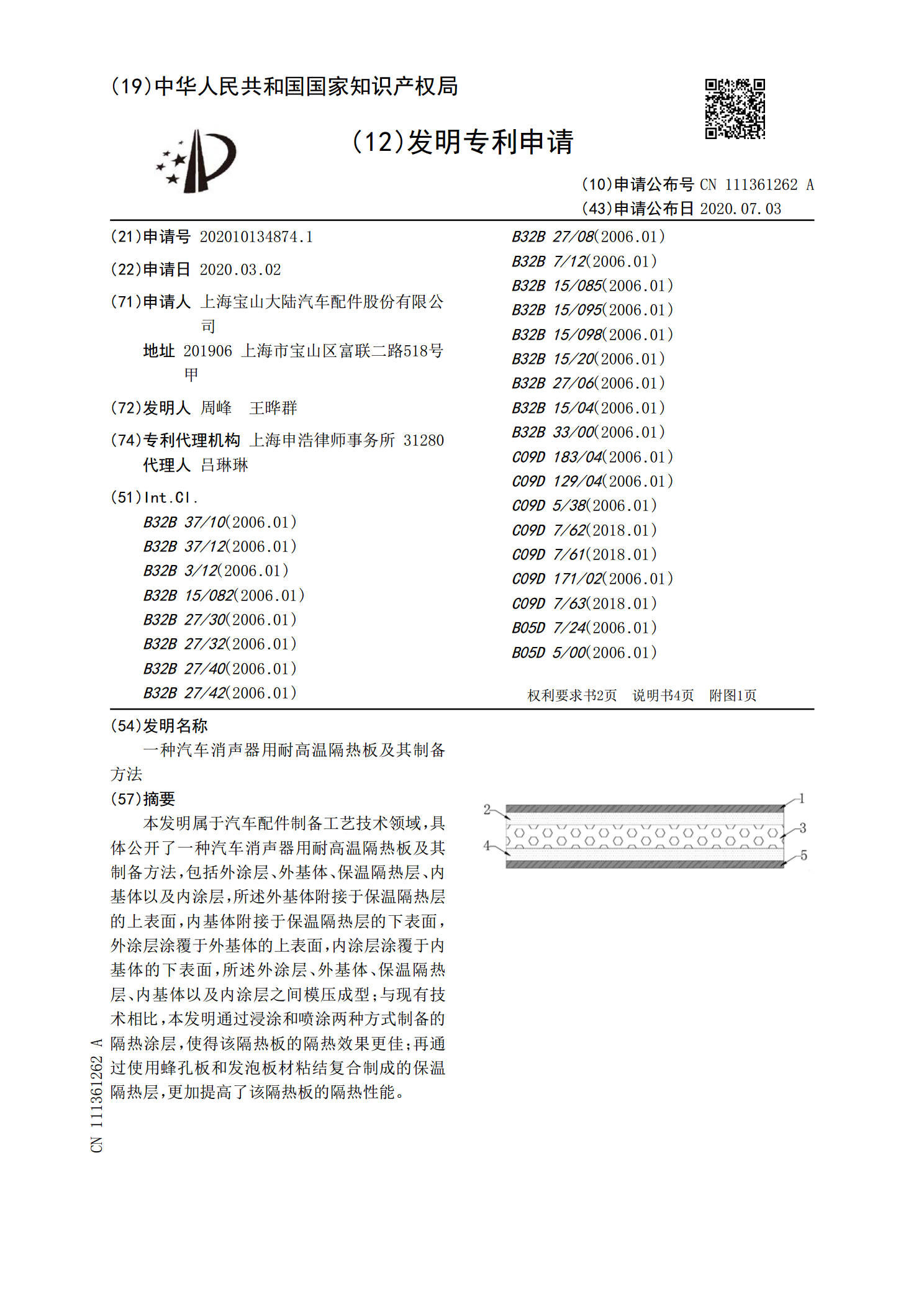
本发明属于汽车配件制备工艺技术领域,具体公开了一种汽车消声器用耐高温隔热板及其制备方法,包括外涂层、外基体、保温隔热层、内基体以及内涂层,所述外基体附接于保温隔热层的上表面,内基体附接于保温隔热层的下表面,外涂层涂覆于外基体的上表面,内涂层涂覆于内基体的下表面,所述外涂层、外基体、保温隔热层、内基体以及内涂层之间模压成型;与现有技术相比,本发明通过浸涂和喷涂两种方式制备的隔热涂层,使得该隔热板的隔热效果更佳;再通过使用蜂孔板和发泡板材粘结复合制成的保温隔热层,更加提高了该隔热板的隔热性能。
一种变压器用耐高温涂料及其制备方法.pdf
本发明公开了一种变压器用耐高温涂料,属于涂料技术领域,包括以下重量份的原料:双酚A酚醛环氧树脂52‑58份、溴化环氧树脂23‑27份、石墨纤维5‑9份、三聚氰胺氰尿酸盐6‑8份、石英粉18‑24份、硼酸锌5‑7份、改性氢氧化铝15‑17份、二氧化钛3‑5份、聚乙二醇脂肪酸酯1‑3份、羟乙基纤维素1‑2份、消泡剂2‑4份、分散剂6‑8份、紫外线吸收剂0.1‑0.8份、乙二醇12‑15份、水适量;本发明还公开了一种变压器用耐高温涂料的制备方法;本发明制备简单,强度高,附着能力强,耐候耐腐蚀,具有优异的耐高温能
一种变压器用耐高温无铅锡条及其制备方法.pdf
本发明公开了一种变压器用耐高温无铅锡条,包括如下重量百分数的组分:锡97%‑99%、铜0.75%‑2.0%、锑0.05%‑0.7%、磷0.05%‑0.08%、高温金属0.09%‑0.15%和低温金属0.06%‑0.16%。其制备方法包括将锡铜锑合金熔融,中频炉中融解镍锗铼合金,按顺序加入铟、磷和镓以及浇铸成型。本发明的有益效果是:本发明在组分中添加微量的高温金属和低温金属,高温金属和低温金属的结核能够改变锡的液相温度,使其能够在450℃的温度下稳定工作,从而减少锡氧化渣的产生,在焊接过程中不会出现PIN脚
一种耐高温电容器用聚丙烯薄膜及其制备方法.pdf
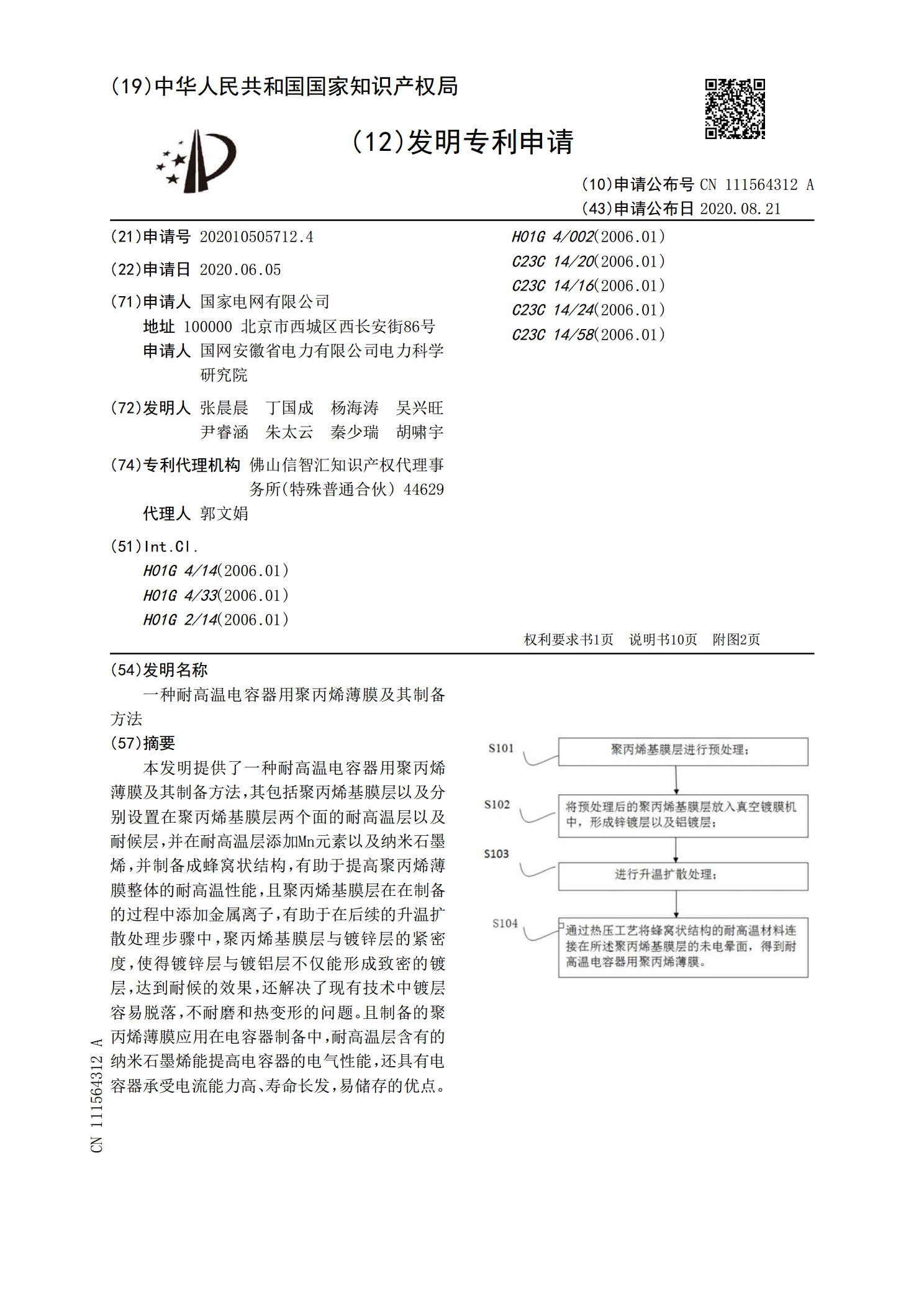
本发明提供了一种耐高温电容器用聚丙烯薄膜及其制备方法,其包括聚丙烯基膜层以及分别设置在聚丙烯基膜层两个面的耐高温层以及耐候层,并在耐高温层添加Mn元素以及纳米石墨烯,并制备成蜂窝状结构,有助于提高聚丙烯薄膜整体的耐高温性能,且聚丙烯基膜层在在制备的过程中添加金属离子,有助于在后续的升温扩散处理步骤中,聚丙烯基膜层与镀锌层的紧密度,使得镀锌层与镀铝层不仅能形成致密的镀层,达到耐候的效果,还解决了现有技术中镀层容易脱落,不耐磨和热变形的问题。且制备的聚丙烯薄膜应用在电容器制备中,耐高温层含有的纳米石墨烯能提高
一种耐高温汽车轮胎及其制备方法.pdf
本发明公布了一种耐高温汽车轮胎及其制备方法,该制备方法包括:1)将青竹去皮、粉碎,接着在保护气的存在下进行煅烧以制得竹炭;2)将二氧化钛、碳酸钡、碳酸锂和竹炭置于保护气的存在下进行焙烧以制得改性偏钛酸钡;3)将二硫化四乙基秋兰姆、淀粉、石竹烯、甲基纤维素和水进行糊化处理以制得改性硫化剂;4)将顺丁橡胶、甲基丙烯酸‑丁二烯‑苯乙烯共聚物、聚环氧乙烷、季戊四醇三丙烯酸酯、甘油、纳米碳酸钙、二甲基二乙氧基硅烷、硫化锌、过氧化苯甲酰和硫磺进行初次混炼,接着加入改性偏钛酸钡与改性硫化剂进行二次混炼,最后进行成型、冷