
适用于TC4钛合金薄壁蜂窝结构的钎焊钎料及其制备方法和钎焊方法.pdf

海昌****姐淑


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

适用于TC4钛合金薄壁蜂窝结构的钎焊钎料及其制备方法和钎焊方法.pdf
本发明公开了一种适用于TC4钛合金薄壁蜂窝结构的钎料及其制备方法和钎焊方法,钎料包括以下重量百分比的化学成分:Ni:12%~15%;Cu:15%~18%;Zr:9%~12%,Be:≤0.5%,余量为Ti。钎料的制备方法为:备料;真空冶炼;压力甩带。利用上述钎料的钎焊方法为:零件焊前处理;钎焊:钎焊温度为910℃~930℃,保温时间0.5h~1h,钎焊后进行冷却。本发明提供的钎料兼顾熔点和扩散能力,提高钎焊接头的强度,尤其是钎焊接头界面的剪切强度,以有效保证钎焊界面的可靠连接;另外兼顾钎料的润湿性,满足钎料
钎焊接合体、钎焊方法和钎料.pdf
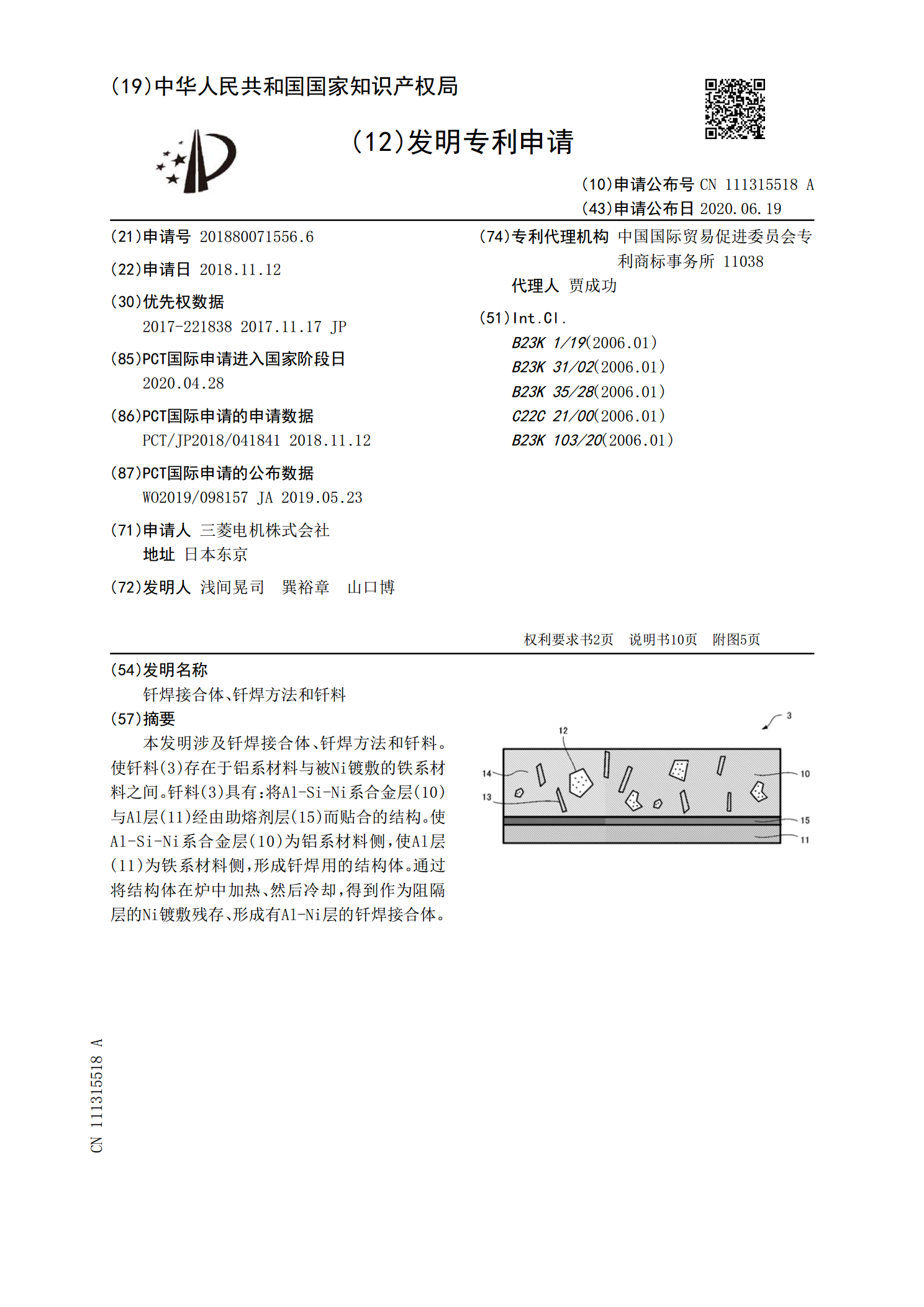
本发明涉及钎焊接合体、钎焊方法和钎料。使钎料(3)存在于铝系材料与被Ni镀敷的铁系材料之间。钎料(3)具有:将Al‑Si‑Ni系合金层(10)与Al层(11)经由助熔剂层(15)而贴合的结构。使Al‑Si‑Ni系合金层(10)为铝系材料侧,使Al层(11)为铁系材料侧,形成钎焊用的结构体。通过将结构体在炉中加热、然后冷却,得到作为阻隔层的Ni镀敷残存、形成有Al‑Ni层的钎焊接合体。
一种用于焊接钛合金的非晶态高熵钎料、钎料的制备方法和钎焊钛合金的方法.pdf
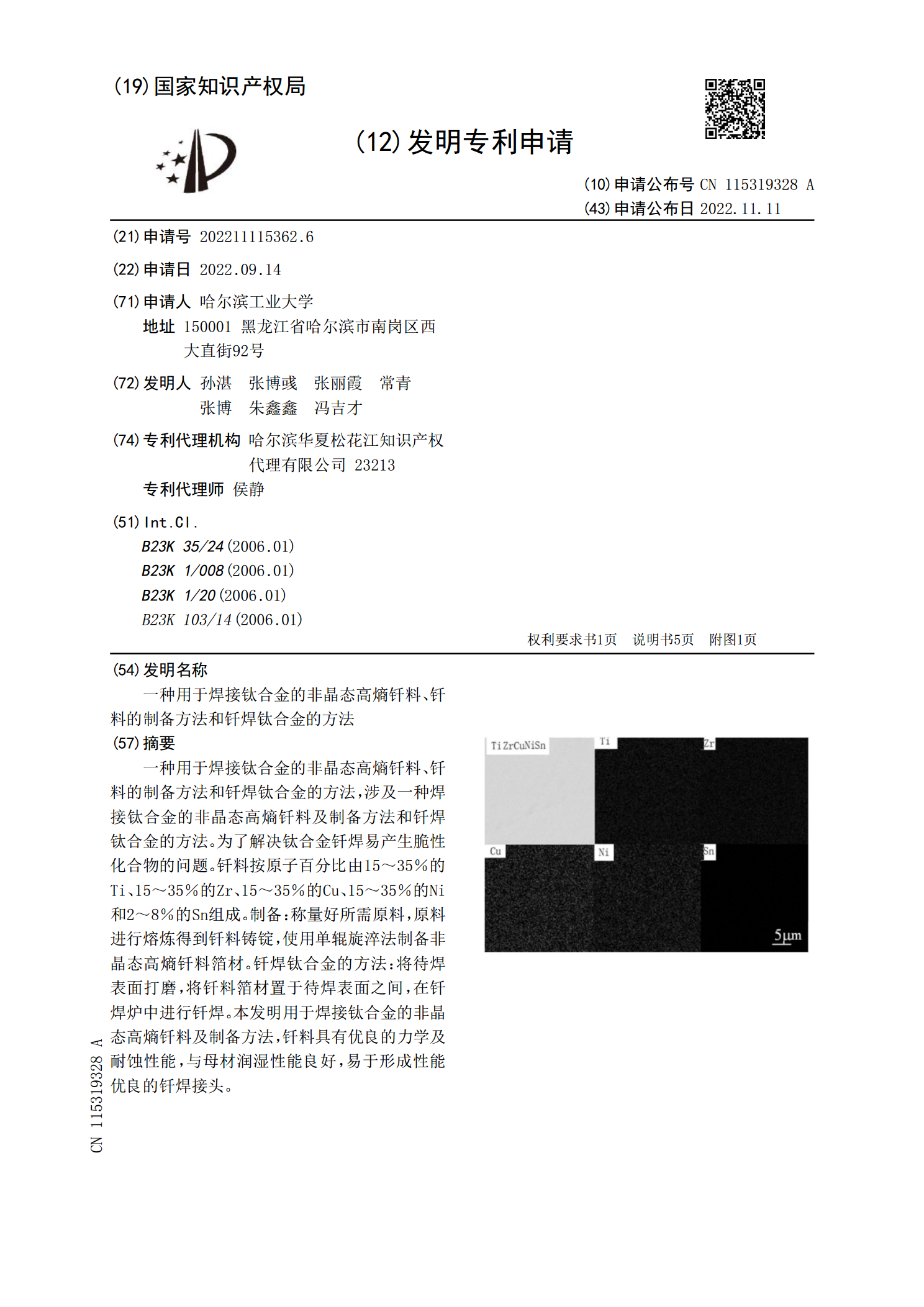
一种用于焊接钛合金的非晶态高熵钎料、钎料的制备方法和钎焊钛合金的方法,涉及一种焊接钛合金的非晶态高熵钎料及制备方法和钎焊钛合金的方法。为了解决钛合金钎焊易产生脆性化合物的问题。钎料按原子百分比由15~35%的Ti、15~35%的Zr、15~35%的Cu、15~35%的Ni和2~8%的Sn组成。制备:称量好所需原料,原料进行熔炼得到钎料铸锭,使用单辊旋淬法制备非晶态高熵钎料箔材。钎焊钛合金的方法:将待焊表面打磨,将钎料箔材置于待焊表面之间,在钎焊炉中进行钎焊。本发明用于焊接钛合金的非晶态高熵钎料及制备方法,

一种钛合金钎焊用多层夹芯钎料箔及其制备方法.pdf
本发明属于钎焊材料技术领域,具体涉及一种钛合金钎焊用多层夹芯钎料箔及其制备方法。本发明的钛合金钎焊用多层夹芯钎料箔,包括钛基非晶钎料芯层及复合在钛基非晶钎料芯层两侧面上的降熔粘合层;所述降熔粘合层上复合有阻隔层;所述降熔粘合层的成分为In52Sn48;所述阻隔层的成分为Nb、Mo、Ta中的一种或任意组合。本发明的钛合金钎焊用多层夹芯钎料箔,含有阻隔层,可抑制Ti与钎料中Cu、Ni元素剧烈化合形成大量脆性相,提高接头韧性;本发明的钎料箔还含有In52Sn48作为降熔粘合层,起到对芯层和阻隔层冶金复合的作用,

粘带钎料的制备方法及钎焊性能研究.docx
粘带钎料的制备方法及钎焊性能研究标题:粘带钎料的制备方法及钎焊性能研究摘要:本论文研究了粘带钎料的制备方法以及其在钎焊过程中的性能表现。首先介绍了各种制备方法的优缺点,并对其进行了比较分析。然后通过实验研究了不同制备方法下粘带钎料的钎焊性能,包括拉伸强度、剪切强度等指标。实验结果表明,某种特定的制备方法可以获得较好的钎焊性能。最后,根据实验结果对粘带钎料的制备方法进行了优化,并提出了进一步研究的展望。关键词:粘带钎料;制备方法;钎焊性能;优化1.引言粘带钎料是一种用于连接金属材料的新型钎料,具有简单、快速