
用于电芯的焊接的夹具以及焊接电芯的方法.pdf

一只****呀淑


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于电芯的焊接的夹具以及焊接电芯的方法.pdf
本发明涉及新能源汽车技术领域,公开了一种用于电芯的焊接的夹具以及焊接电芯的方法,所述夹具包括托板(10)和设置在所述托板(10)上的电芯定位机构、极耳连接片定位机构以及保护片定位机构,所述电芯定位机构能够将电芯(20)定位在所述托板上,所述极耳连接片定位机构、所述保护片定位机构分别能够将极耳连接片、保护片相对于所述电芯定位。本申请提供的夹具能够保证在托板上的电芯、极耳连接片和保护片之间的相对位置正确,从而保证后续的焊接能够高效率且高精度地完成。
电芯预焊定位装置以及电芯焊接设备.pdf
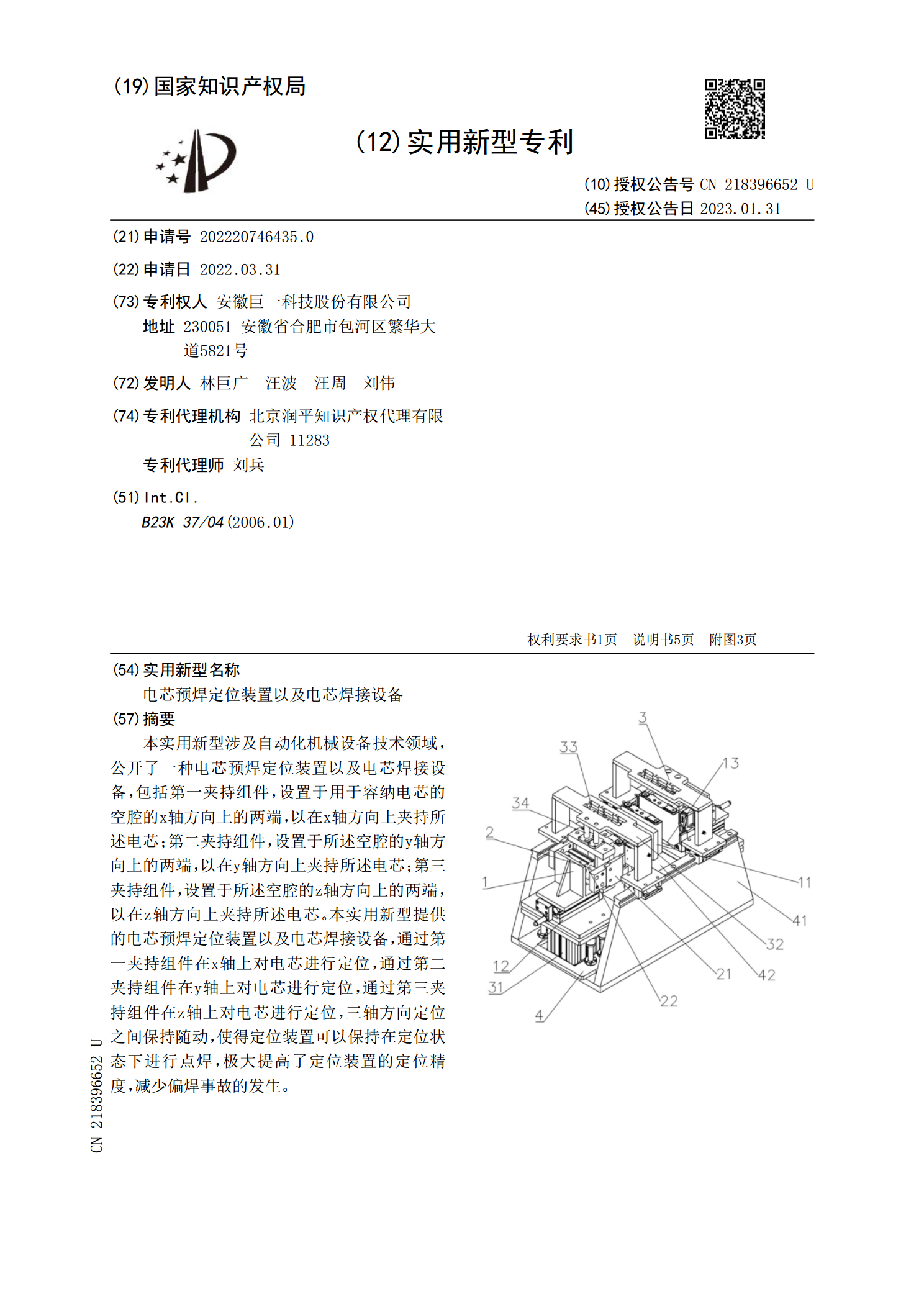
本实用新型涉及自动化机械设备技术领域,公开了一种电芯预焊定位装置以及电芯焊接设备,包括第一夹持组件,设置于用于容纳电芯的空腔的x轴方向上的两端,以在x轴方向上夹持所述电芯;第二夹持组件,设置于所述空腔的y轴方向上的两端,以在y轴方向上夹持所述电芯;第三夹持组件,设置于所述空腔的z轴方向上的两端,以在z轴方向上夹持所述电芯。本实用新型提供的电芯预焊定位装置以及电芯焊接设备,通过第一夹持组件在x轴上对电芯进行定位,通过第二夹持组件在y轴上对电芯进行定位,通过第三夹持组件在z轴上对电芯进行定位,三轴方向定位之间
用于焊接电芯的激光点焊装置.pdf
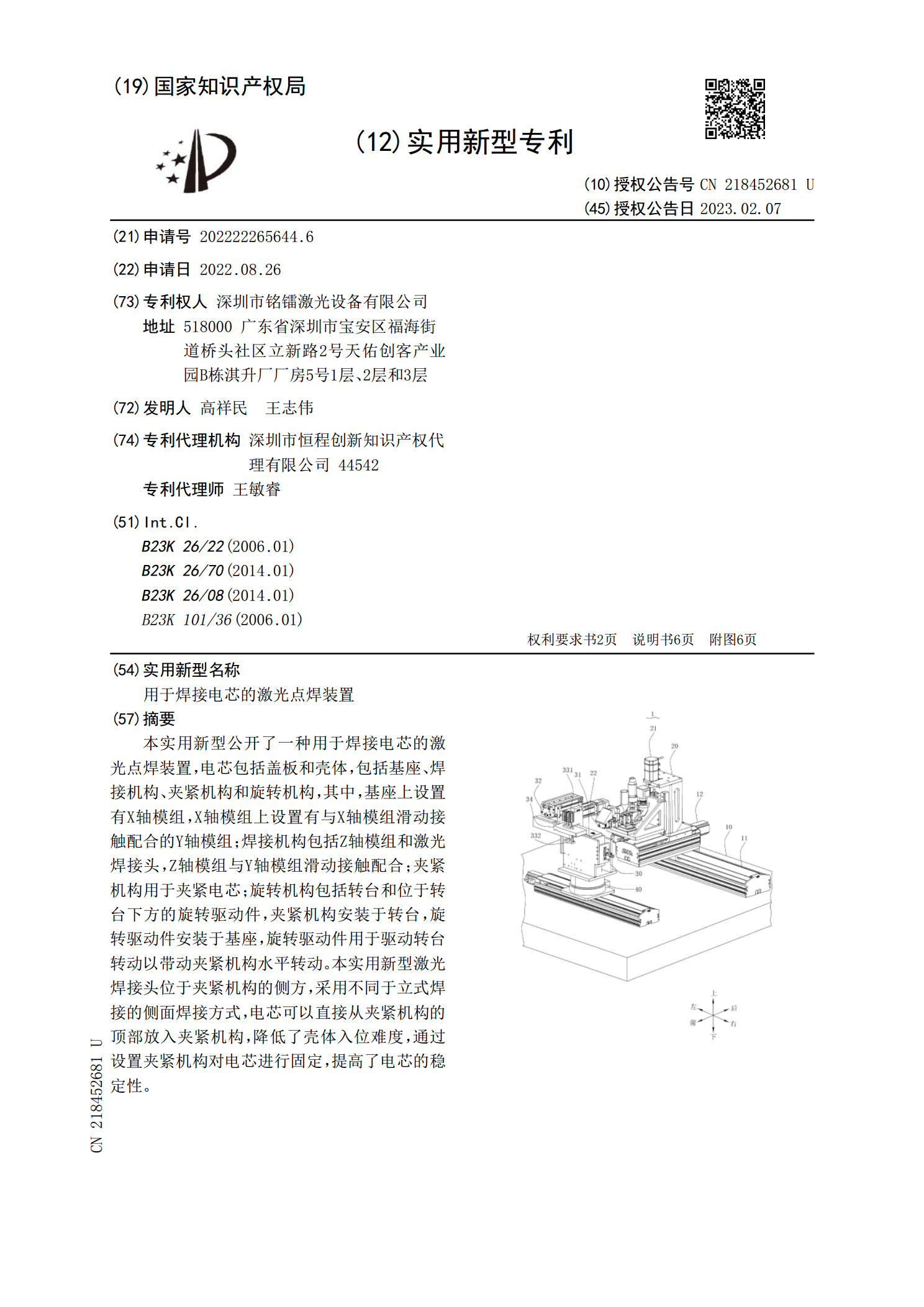
本实用新型公开了一种用于焊接电芯的激光点焊装置,电芯包括盖板和壳体,包括基座、焊接机构、夹紧机构和旋转机构,其中,基座上设置有X轴模组,X轴模组上设置有与X轴模组滑动接触配合的Y轴模组;焊接机构包括Z轴模组和激光焊接头,Z轴模组与Y轴模组滑动接触配合;夹紧机构用于夹紧电芯;旋转机构包括转台和位于转台下方的旋转驱动件,夹紧机构安装于转台,旋转驱动件安装于基座,旋转驱动件用于驱动转台转动以带动夹紧机构水平转动。本实用新型激光焊接头位于夹紧机构的侧方,采用不同于立式焊接的侧面焊接方式,电芯可以直接从夹紧机构的顶

用于密封焊接电芯顶盖的激光焊接系统和相应的方法.pdf
本发明涉及电芯顶盖的焊接领域,具体涉及一种用于密封焊接电芯顶盖(2)的激光焊接系统(1),所述激光焊接系统(1)包括:用于产生照射到电芯顶盖(2)的待焊接部位的扫描焊接激光束的激光发射装置(11);和至少用于控制激光发射装置(11)以对电芯顶盖(2)进行连续扫描密封焊接的控制装置(12),其中,所述激光焊接系统(1)被配置成仅在一个工位完成对电芯顶盖(2)的密封焊接。本发明还公开了一种密封焊接电芯顶盖(2)的方法,其中,所述方法使用所述激光焊接系统(1)对电芯顶盖(2)进行连续扫描密封焊接。根据本发明的某

电芯的组装方法以及电芯.pdf
本发明涉及动力电池包技术领域,特别涉及一种电芯的组装方法以及电芯。所述电芯包括壳体、极组、绝缘膜、一对辅助件以及一对盖板,组装方法包括:S1:将一对辅助件分别安装在两个侧部,以得到第一组合体,其中,辅助件避开极柱设置;S2:将绝缘膜包覆在第一组合件的外侧壁上并且分别装配到一对辅助件上,以得到第二组合体,其中,一对极柱暴露在外;S3:将第二组合体经由任一开口插入到壳体中,再将一对盖板分别与一对极柱电连接并且分别封装在两个开口处,以得到电芯。所述电芯的组装方法通过将极组两端分别装配辅助件,使得绝缘膜能够通过固