
蜂窝纸板成形工艺.pdf

新槐****公主


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蜂窝纸板成形工艺.pdf
本发明涉及蜂窝纸板成形工艺,其包括用于在蜂窝纸带(1)两表面分别粘接表纸带(2)与面纸带(3);包括机架总成(4)、以及分别设置在机架总成(4)上且工序连接的表纸上料装置(7)、表纸预热装置(8)、第一涂胶机(9)、第一粘接装置(10)、第一加热装置(11)、第一分边装置(12)、提升转角装置(13)、输送桥装置(14)、面纸上料装置(15)、张力装置(16)、面纸预热装置(17)、双面涂胶装置(18)、烘干整形装置(19)、纸张纵切机(20)、纸张横切机(21)、打标机(22)、输出传输装置(23)、翻
蜂窝纸板成形装置及工艺.pdf
本发明涉及蜂窝纸板成形装置及工艺,其包括用于在蜂窝纸带(1)两表面分别粘接表纸带(2)与面纸带(3);包括机架总成(4)、以及分别设置在机架总成(4)上且工序连接的表纸上料装置(7)、表纸预热装置(8)、第一涂胶机(9)、第一粘接装置(10)、第一加热装置(11)、第一分边装置(12)、提升转角装置(13)、输送桥装置(14)、面纸上料装置(15)、张力装置(16)、面纸预热装置(17)、双面涂胶装置(18)、烘干整形装置(19)、纸张纵切机(20)、纸张横切机(21)、打标机(22)、输出传输装置(23

一种蜂窝纸板生产工艺.pdf
本发明公开了一种蜂窝纸板生产工艺,涉及纸板生产领域,包括如下步骤:(1)送纸,(2)上胶,(3)制芯,(4)拉伸,(5)面纸复合上胶,(6)蜂窝纸板烘干,(7)裁切,(8)入库检验,上胶过程中的胶水成分为醋酸乙烯酯、聚乙烯醇、邻苯二甲酸二丁酯、辛醇、过硫酸铵、水,可以使胶水的粘性更好,为下一步制芯提供良好的基础,条形胶的长度和宽度胶不仅使胶水用量适当,同时也就减少了半成品的含水率和烘干的难度,红外线电热管烘箱的使用有利于控制操作,温度和时间的控制可以使之烘干完全,有利于下一步的裁切,粘合后的压实使胶黏剂粘
蜂窝纸板.pdf
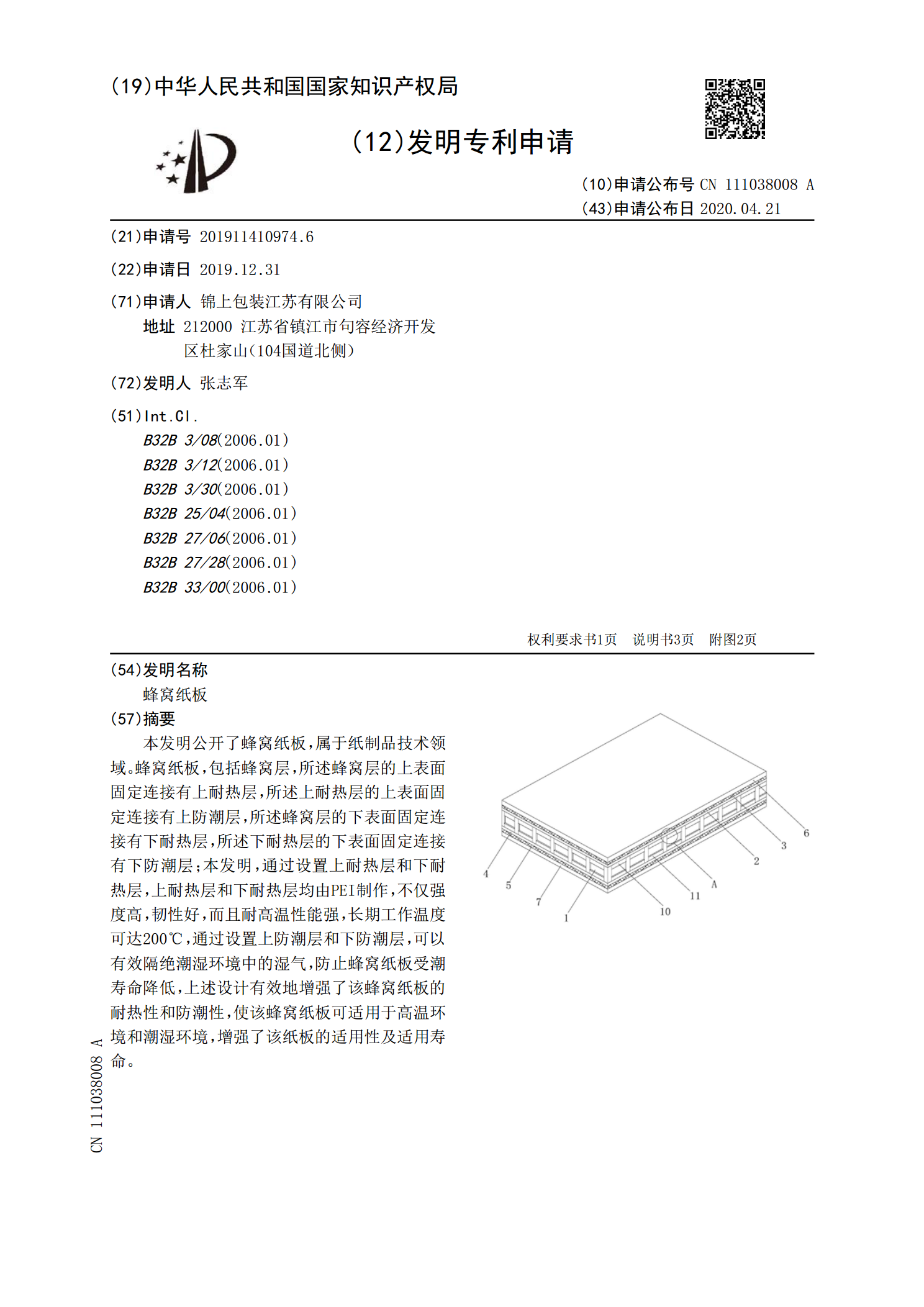
本发明公开了蜂窝纸板,属于纸制品技术领域。蜂窝纸板,包括蜂窝层,所述蜂窝层的上表面固定连接有上耐热层,所述上耐热层的上表面固定连接有上防潮层,所述蜂窝层的下表面固定连接有下耐热层,所述下耐热层的下表面固定连接有下防潮层;本发明,通过设置上耐热层和下耐热层,上耐热层和下耐热层均由PEI制作,不仅强度高,韧性好,而且耐高温性能强,长期工作温度可达200℃,通过设置上防潮层和下防潮层,可以有效隔绝潮湿环境中的湿气,防止蜂窝纸板受潮寿命降低,上述设计有效地增强了该蜂窝纸板的耐热性和防潮性,使该蜂窝纸板可适用于高温

钛合金蜂窝瓦楞板的成形工艺.docx
钛合金蜂窝瓦楞板的成形工艺AbstractTheformingprocessoftitaniumalloyhoneycombcorrugatedboardisakeystepintheproductionofthistypeofmaterial.Thearticleaimstointroducethetitaniumalloyhoneycombcorrugatedboardindetail,includingitsstructure,properties,andapplications.Then,thef