
一种搭配专用铣削刀具的纵-扭共振变幅杆.pdf

音景****ka

1/8
2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种搭配专用铣削刀具的纵-扭共振变幅杆.pdf
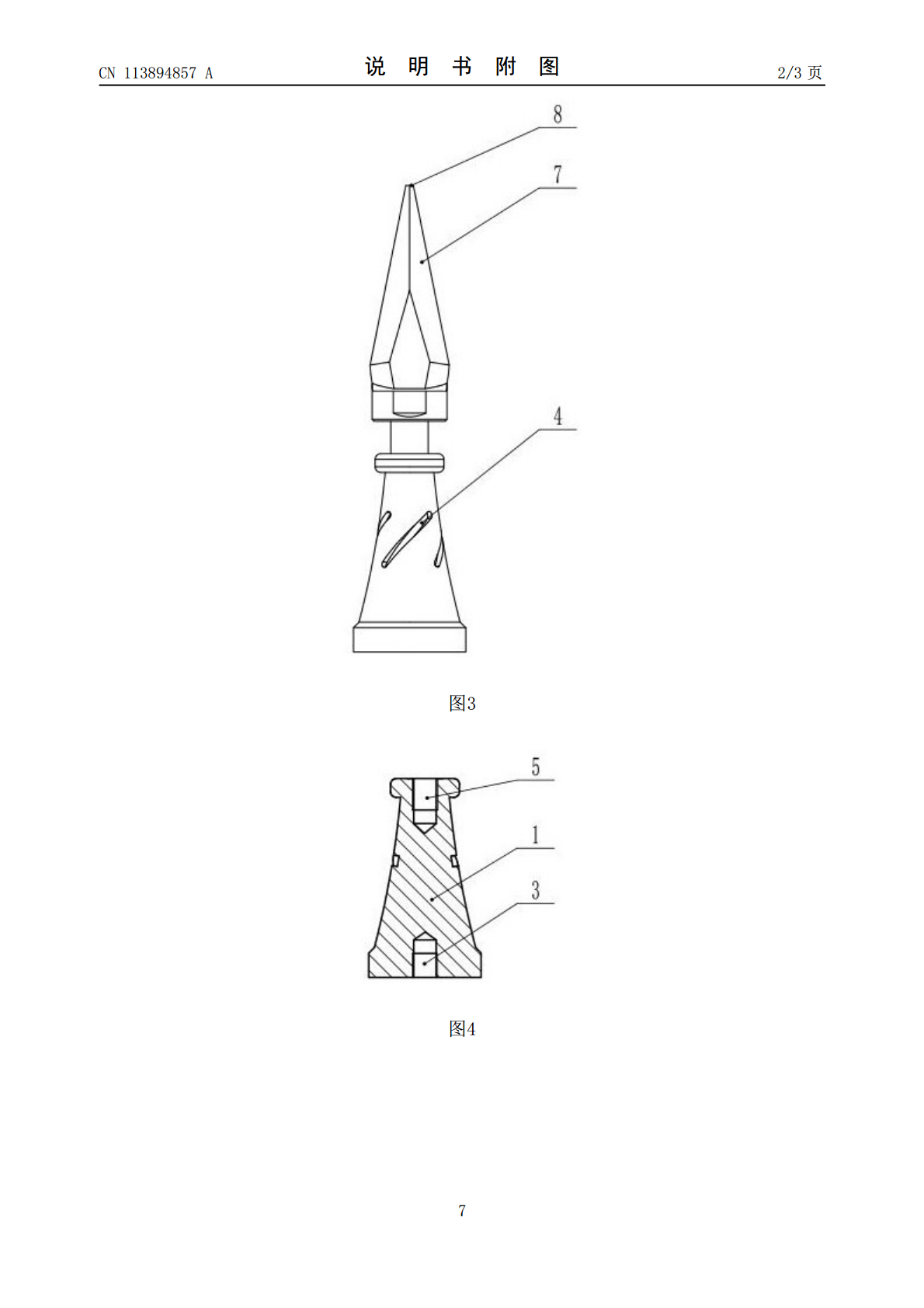
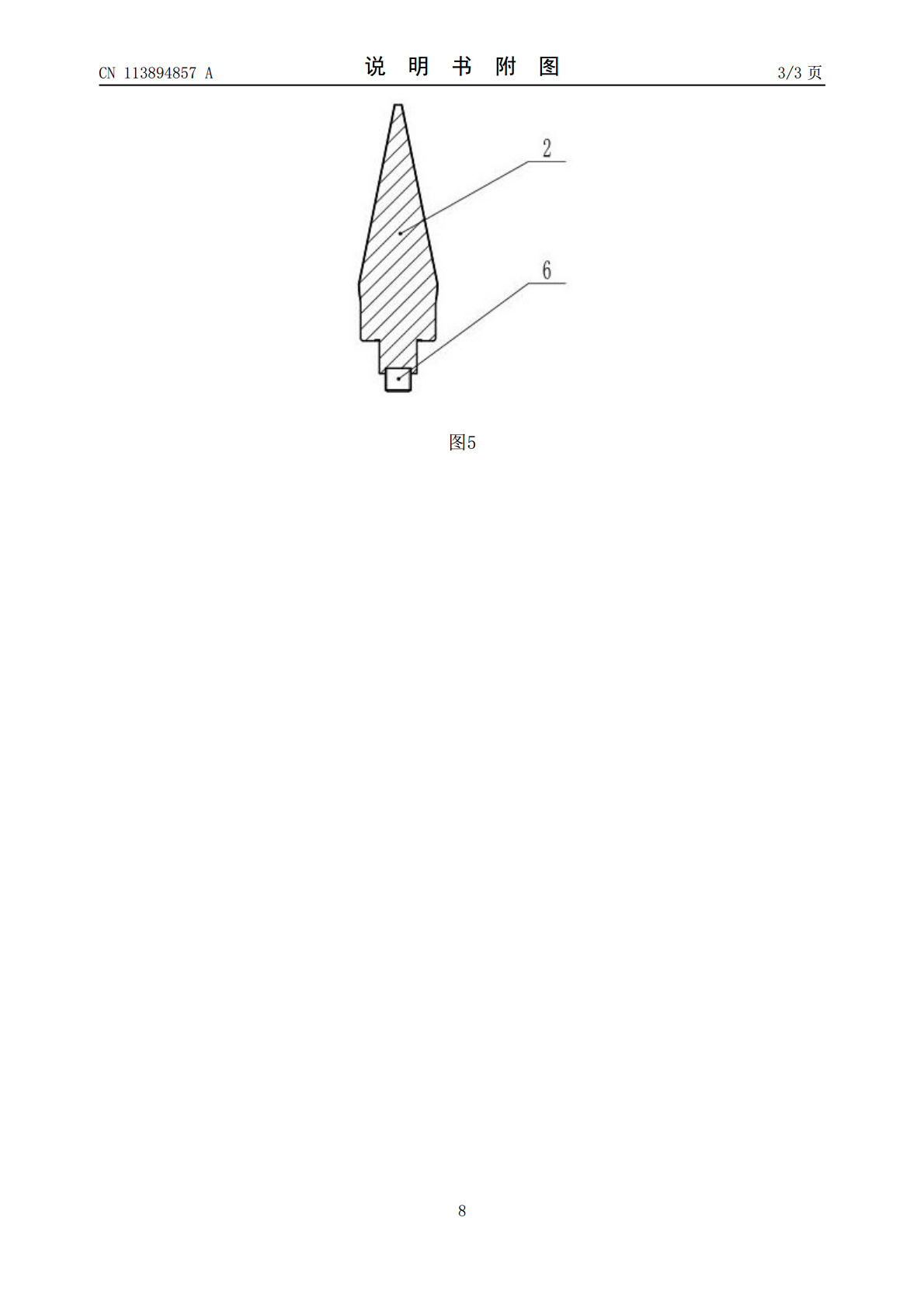
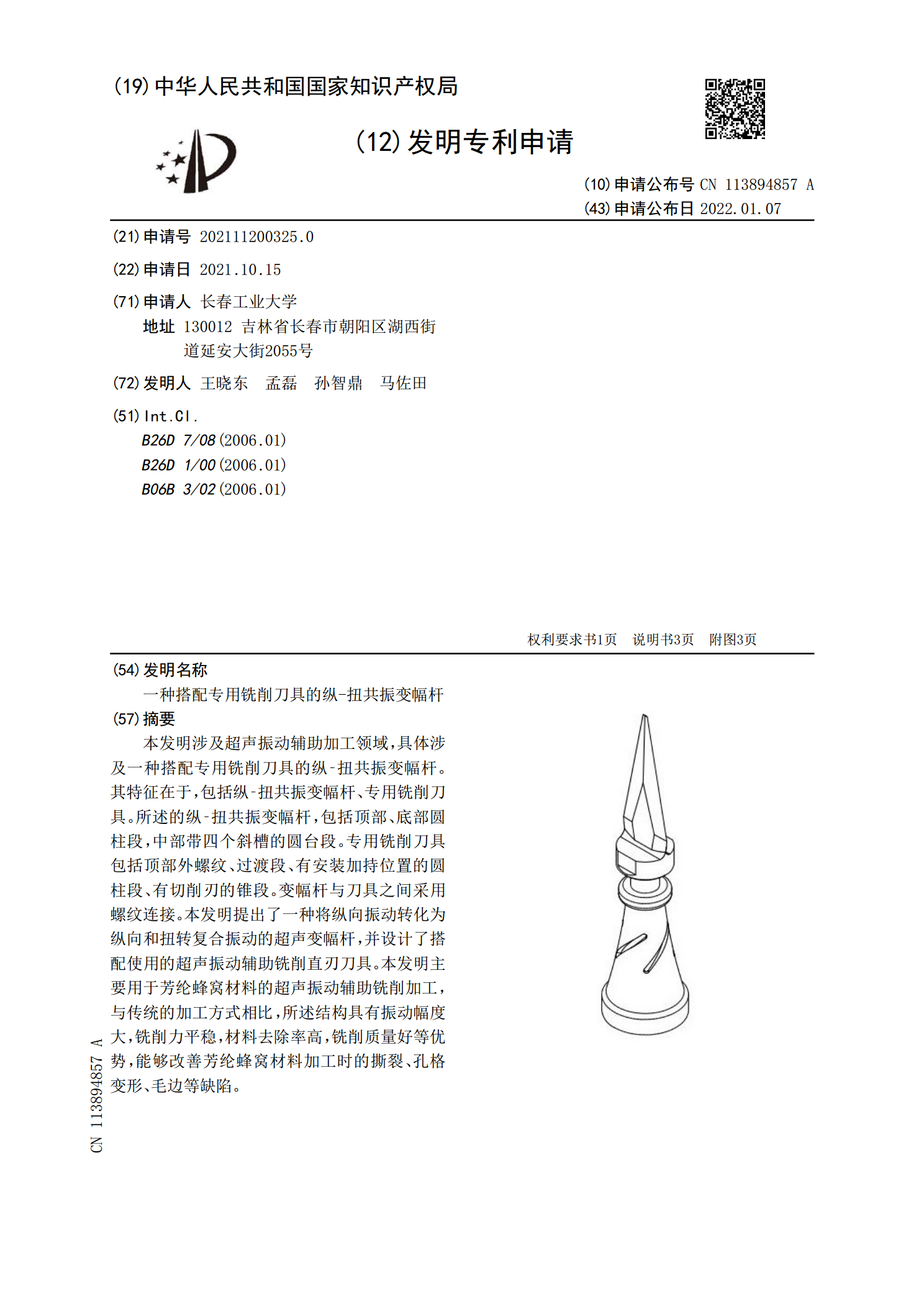
本发明涉及超声振动辅助加工领域,具体涉及一种搭配专用铣削刀具的纵‑扭共振变幅杆。其特征在于,包括纵‑扭共振变幅杆、专用铣削刀具。所述的纵‑扭共振变幅杆,包括顶部、底部圆柱段,中部带四个斜槽的圆台段。专用铣削刀具包括顶部外螺纹、过渡段、有安装加持位置的圆柱段、有切削刃的锥段。变幅杆与刀具之间采用螺纹连接。本发明提出了一种将纵向振动转化为纵向和扭转复合振动的超声变幅杆,并设计了搭配使用的超声振动辅助铣削直刃刀具。本发明主要用于芳纶蜂窝材料的超声振动辅助铣削加工,与传统的加工方式相比,所述结构具有振动幅度大,铣

旋转超声加工用纵扭共振变幅杆的动力学分析.docx
旋转超声加工用纵扭共振变幅杆的动力学分析Title:DynamicsAnalysisofLongitudinalTorsionResonanceAmplitudeBarinRotaryUltrasonicMachiningAbstract:Rotaryultrasonicmachining(RUM)isanadvancedmanufacturingprocessthatcombinesultrasonicvibrationswithrotationalmotiontoimprovemachiningeff

超声纵-扭复合空心变幅杆的振动特性分析.docx
超声纵-扭复合空心变幅杆的振动特性分析超声纵-扭复合空心变幅杆的振动特性分析摘要:本论文对超声纵-扭复合空心变幅杆的振动特性进行了分析和研究。首先介绍了超声纵-扭复合杆的结构特点和应用领域,然后详细介绍了超声纵-扭复合空心变幅杆的振动特性,包括自由振动和强迫振动。通过建立基本的动力学模型和求解相应的振动方程,得到了超声纵-扭复合空心变幅杆的固有频率和振型,并对其影响因素进行了分析。最后,通过实验验证了理论分析的准确性。本研究对于深入理解超声纵-扭复合空心变幅杆的振动特性,优化设计和应用具有重要的参考价值。

纵-扭复合振动模式指数型复合超声变幅杆的研究.docx
纵-扭复合振动模式指数型复合超声变幅杆的研究纵-扭复合振动模式指数型复合超声变幅杆的研究摘要:本论文主要研究了纵-扭复合振动模式指数型复合超声变幅杆的设计与性能分析。首先,通过回顾超声振动技术的发展历程,介绍了复合超声振动杆在材料处理、液体搅拌等领域的应用潜力。然后,详细描述了纵-扭复合振动模式指数型复合超声变幅杆的结构组成和工作原理。在此基础上,通过建立数学模型,分析了杆件处于不同频率下的振动模式和变幅效果。最后,设计了一台具有指数型变幅特性的纵-扭复合振动模式超声变幅杆原型,并通过实验验证了其性能。关
一种可快速更换刀具的超声变幅杆.pdf
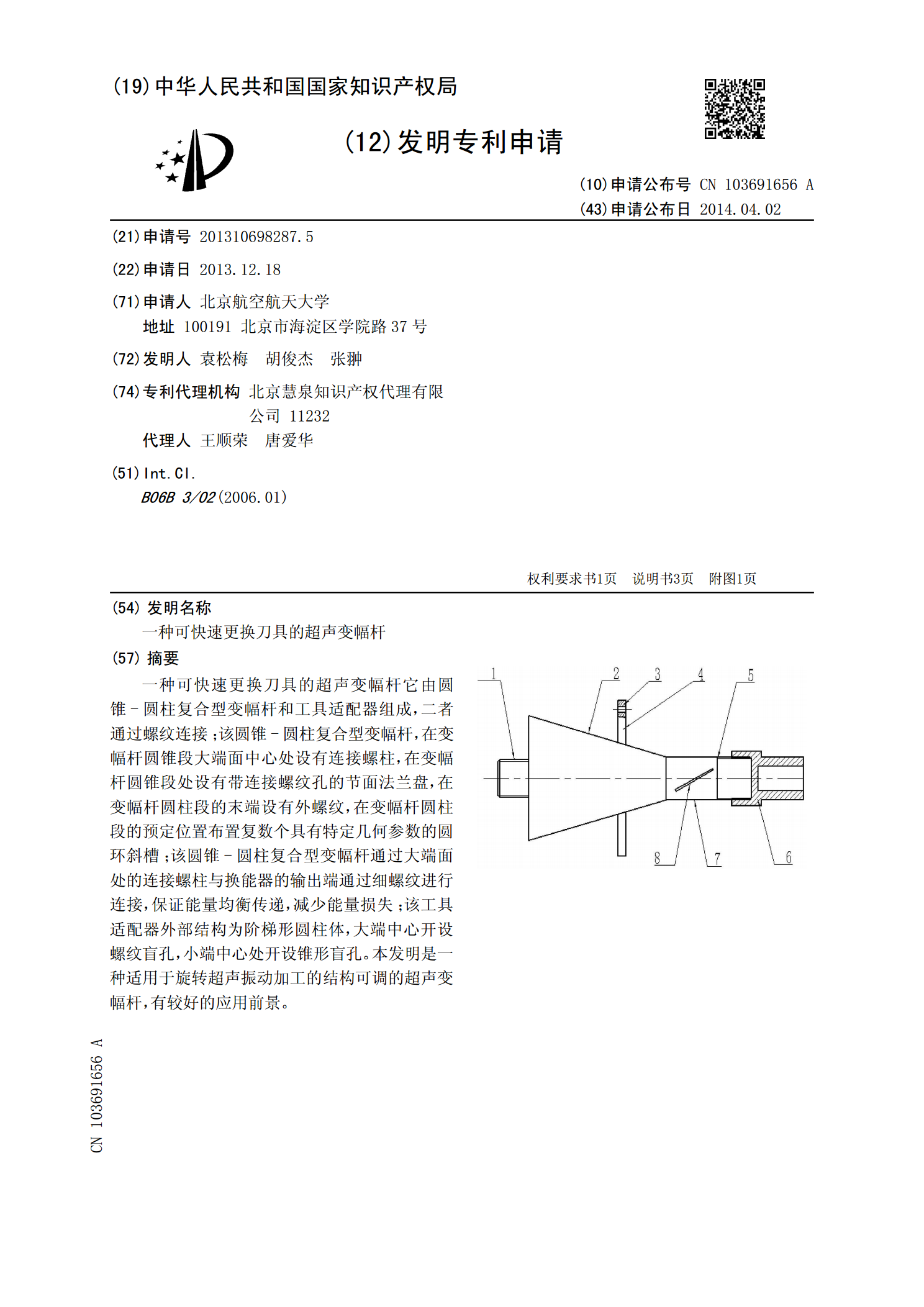
一种可快速更换刀具的超声变幅杆它由圆锥-圆柱复合型变幅杆和工具适配器组成,二者通过螺纹连接;该圆锥-圆柱复合型变幅杆,在变幅杆圆锥段大端面中心处设有连接螺柱,在变幅杆圆锥段处设有带连接螺纹孔的节面法兰盘,在变幅杆圆柱段的末端设有外螺纹,在变幅杆圆柱段的预定位置布置复数个具有特定几何参数的圆环斜槽;该圆锥-圆柱复合型变幅杆通过大端面处的连接螺柱与换能器的输出端通过细螺纹进行连接,保证能量均衡传递,减少能量损失;该工具适配器外部结构为阶梯形圆柱体,大端中心开设螺纹盲孔,小端中心处开设锥形盲孔。本发明是一种适用