
一种蜂窝零件数控加工的快速装夹装置及方法.pdf

宜欣****外呢


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种蜂窝零件数控加工的快速装夹装置及方法.pdf
本发明属于产品加工技术,具体涉及一种蜂窝零件数控加工的快速装夹装置及方法。蜂窝夹芯数控加工时的装夹与固定又是首先需要解决的难题,造成蜂窝零件数控加工时的装夹比较困难。本发明包括钢制工作台和若干固持定位柱,其中所述固持定位柱包括侧向固持段和锥形导向段,该侧向固持段为圆柱体结构,直径与蜂窝孔格的内切圆直径一致,锥形导向段的底端面吸附于钢制工作台上;该装置采用阵列式的固持定位柱进行装夹,每个阵列包括中心位置的固持定位柱以及周向包围的固持定位柱。既能为待加工蜂窝零件提供足够的固持力,又具有装夹定位精度高、成本低、

一种蜂窝夹心板数控加工的装夹方法.pdf
本发明提供一种蜂窝夹心板数控加工的装夹方法,该方法采用真空吸附工装(1)柔性装夹蜂窝夹芯板(3),真空吸附工装(1)与蜂窝夹芯板(3)之间加装中密度纤维板(2),且所选用的中密度纤维板(2)表面平整、厚度尺寸小、有增强吸力孔。为增大吸附效果,对真空吸附工装(1)与中密度纤维板(2))及中密度纤维板(2)与蜂窝夹芯板(3)未吸附的区域,可覆盖芳纶纸进行密封。该方法操作简单,成本低廉,一次性吸附装夹可完成多个零件切边、铣孔、挖侧槽,从而缩小零件生产过程的准备时间,缩短零件生产周期。
一种电池加工快速装夹装置.pdf
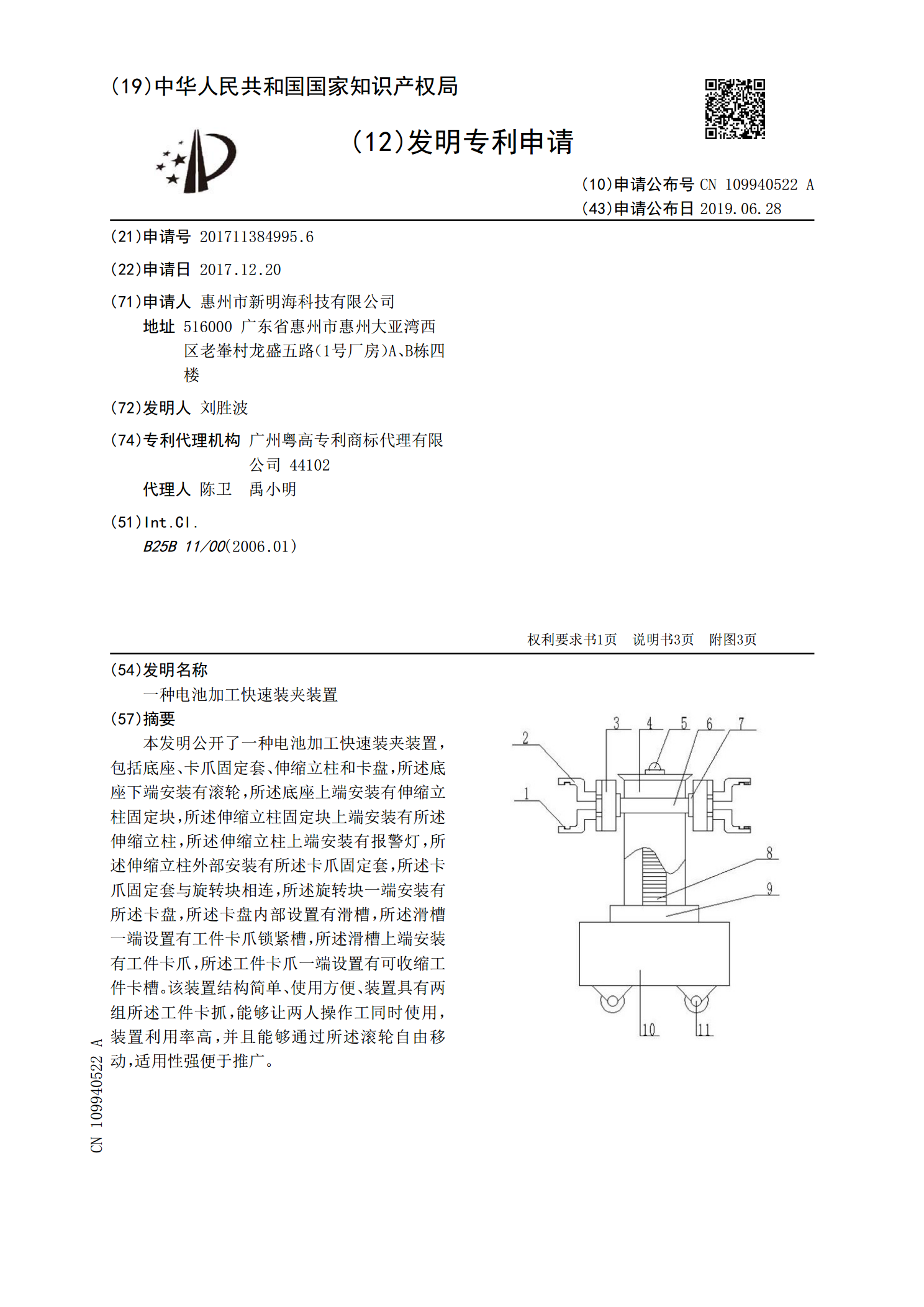
本发明公开了一种电池加工快速装夹装置,包括底座、卡爪固定套、伸缩立柱和卡盘,所述底座下端安装有滚轮,所述底座上端安装有伸缩立柱固定块,所述伸缩立柱固定块上端安装有所述伸缩立柱,所述伸缩立柱上端安装有报警灯,所述伸缩立柱外部安装有所述卡爪固定套,所述卡爪固定套与旋转块相连,所述旋转块一端安装有所述卡盘,所述卡盘内部设置有滑槽,所述滑槽一端设置有工件卡爪锁紧槽,所述滑槽上端安装有工件卡爪,所述工件卡爪一端设置有可收缩工件卡槽。该装置结构简单、使用方便、装置具有两组所述工件卡抓,能够让两人操作工同时使用,装置利
一种机械加工快速装夹装置.pdf
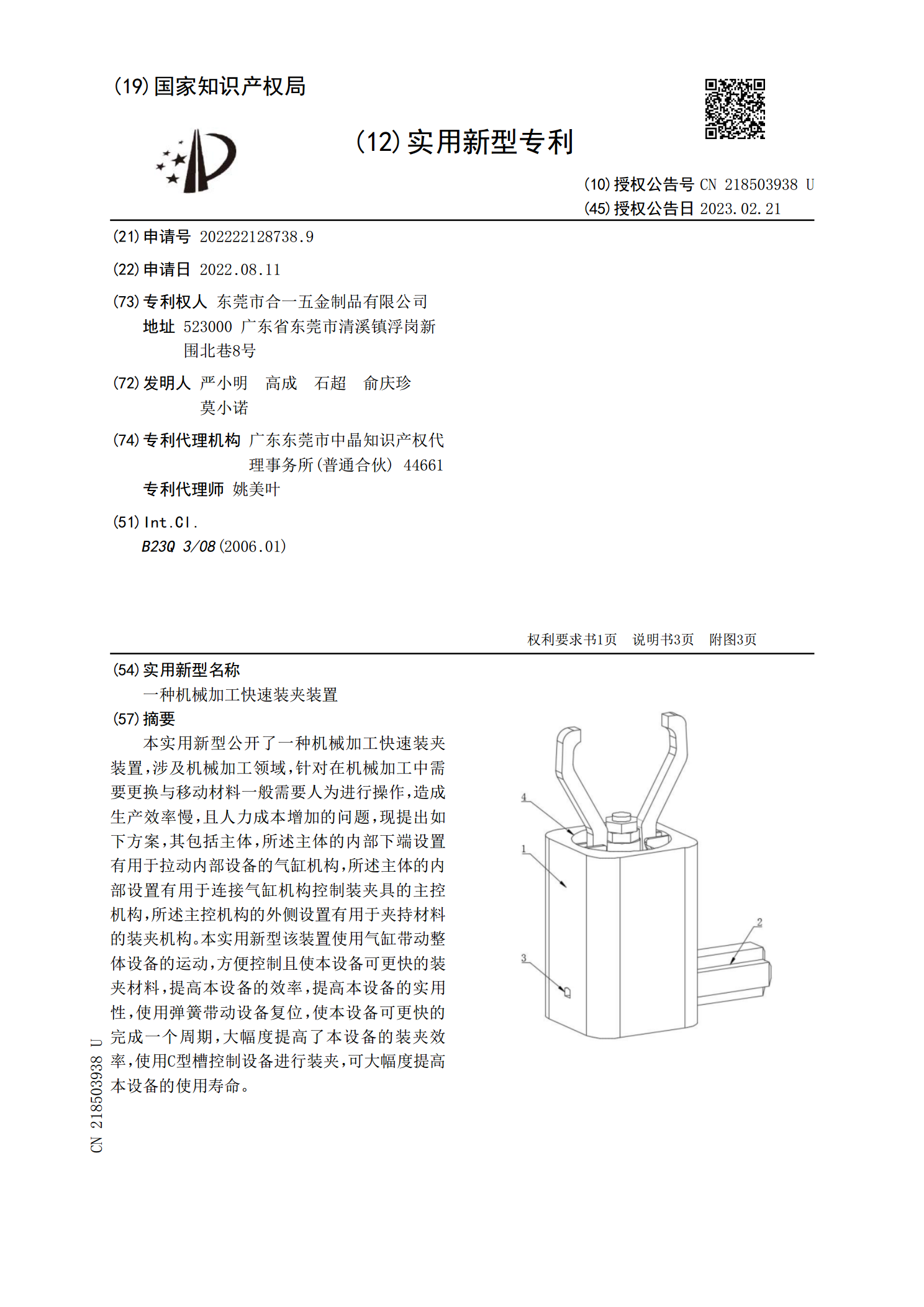
本实用新型公开了一种机械加工快速装夹装置,涉及机械加工领域,针对在机械加工中需要更换与移动材料一般需要人为进行操作,造成生产效率慢,且人力成本增加的问题,现提出如下方案,其包括主体,所述主体的内部下端设置有用于拉动内部设备的气缸机构,所述主体的内部设置有用于连接气缸机构控制装夹具的主控机构,所述主控机构的外侧设置有用于夹持材料的装夹机构。本实用新型该装置使用气缸带动整体设备的运动,方便控制且使本设备可更快的装夹材料,提高本设备的效率,提高本设备的实用性,使用弹簧带动设备复位,使本设备可更快的完成一个周期,

基于零点工装的数控加工中心零件快速装夹.docx
基于零点工装的数控加工中心零件快速装夹随着制造业的不断进步和发展,数控加工技术越来越受到人们的关注,数控加工的优势在于能够实现高精度、高效率和高质量的加工,因此在各种机械加工领域得到广泛应用。数控加工需要使用特殊的工装夹具来固定工件,以确保加工精度和加工效率,而零点工装是一种更为高效、易操作的工装夹具类型,本文将探讨零点工装在数控加工中的应用和优势,以及其在零件快速装夹方面的应用经验。一、数控加工中的工装夹具工装夹具是一种用来保持加工物体位置的工具,它们作为加工物体的支撑和夹着工件,使其能够完成需要的加工