
一种双曲面蜂窝铝板结构及其安装方法.pdf

努力****元恺


1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双曲面蜂窝铝板结构及其安装方法.pdf
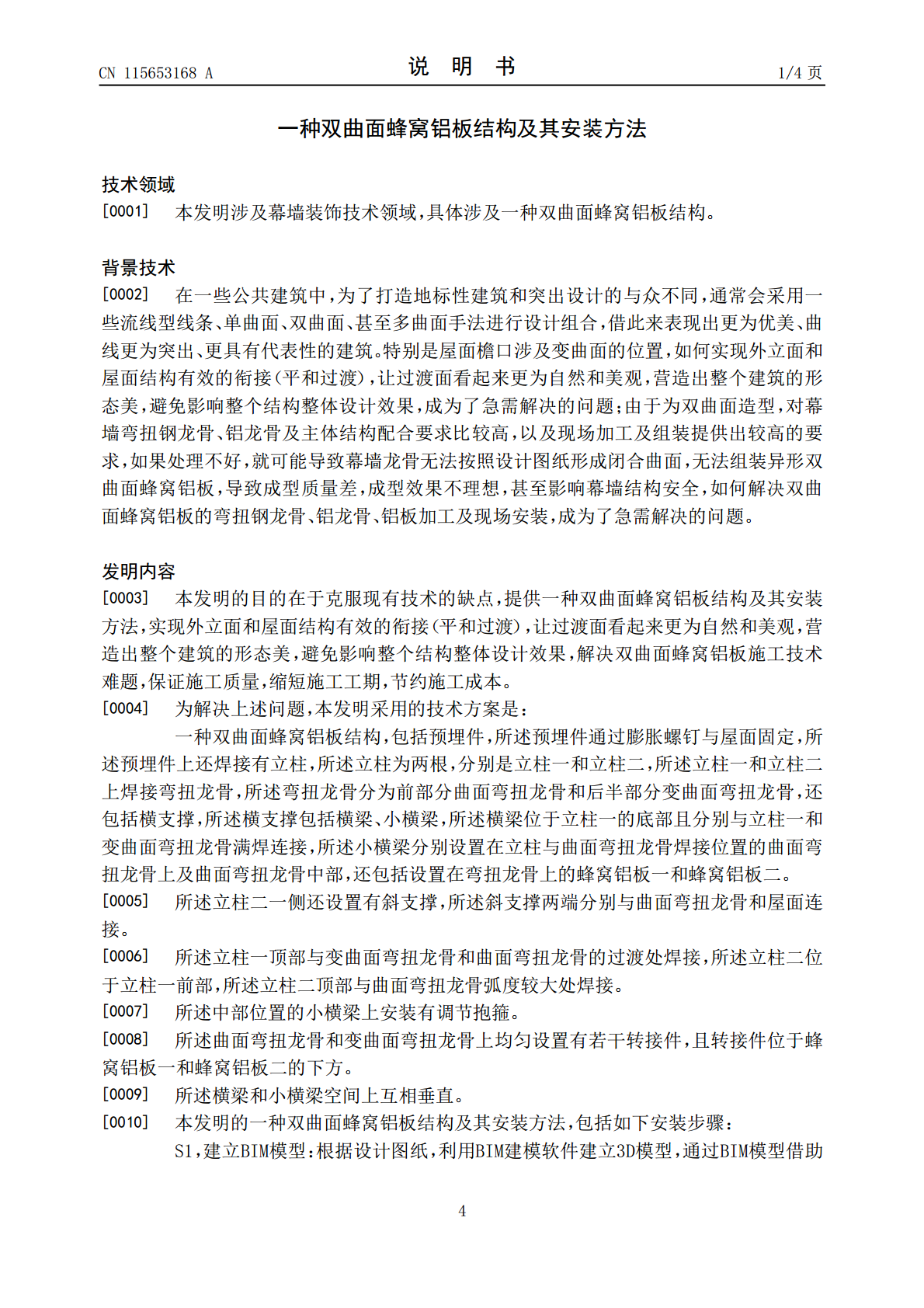
本发明公开了一种双曲面蜂窝铝板结构及其安装方法,包括预埋件、弯扭龙骨、立柱、横支撑、转接件、调节抱箍和蜂窝铝板,所述预埋件固定在屋面上用于连接立柱,所述立柱为两根长短不一的柱子,所述弯扭龙骨于立柱顶部焊接,所述横支撑包括横梁和小横梁,所述横梁位于立柱底部,与立柱及弯扭龙骨通过满焊连接,所述小横梁位于弯扭龙骨的两端及中部位置,所述转接件位于弯扭龙骨上部,所述调节抱箍位于小横梁上,所述蜂窝铝板位于调节抱箍和转接件的上部。本发明有效的解决了屋面檐口变曲面的问题,实现外立面和屋面结构有效的衔接(平和过渡),让过渡

大规格双曲面造型蜂窝铝板及加工方法.pdf
本发明公开了一种大规格双曲面造型蜂窝铝板,它包括有铝单板面板(1)、铝蜂窝板(3)、铝单板底板(2),所述铝单板面板(1)、铝蜂窝板(3)、铝单板底板(2)复合成三层复合结构蜂窝铝板;所述铝单板面板(1)、铝单板底板(2)为双曲面造型铝单板。它还包括有铝龙骨(42),铝龙骨(42)位于铝单板面板(1)与铝单板底板(2)之间。所述蜂窝铝板的边缘设置有铝边龙骨(41)。本发明还公开了一种大规格双曲面造型蜂窝铝板的加工方法。本发明重量轻、强度好;双曲面造型能满足人们对装饰工程多样化及个性化需求。

玻璃和蜂窝铝板双层结构幕墙及其施工方法.pdf
本发明提供一种玻璃和蜂窝铝板双层结构幕墙,包括主龙骨、次龙骨、玻璃、连接组件、转接组件、蜂窝铝板幕墙主龙骨、蜂窝铝板幕墙次龙骨、蜂窝铝板、灯具组件和密封粘结组件;主龙骨、次龙骨和玻璃构成隐框玻璃幕墙;蜂窝铝板幕墙主龙骨、蜂窝铝板幕墙次龙骨、蜂窝铝板和灯具组件构成装饰用的蜂窝铝板幕墙;连接组件中的主连接件穿过相邻玻璃间的缝隙与主龙骨焊接并通过转接组件将蜂窝铝板幕墙龙骨体系与玻璃幕墙的主龙骨固定连接。施工方法主要包括玻璃幕墙龙骨安装、主连接件安装、蜂窝铝板幕墙龙骨安装等10个步骤。本发明结构牢固稳定,抗风能力
一种可快速安拆的蜂窝铝板及安装方法.pdf
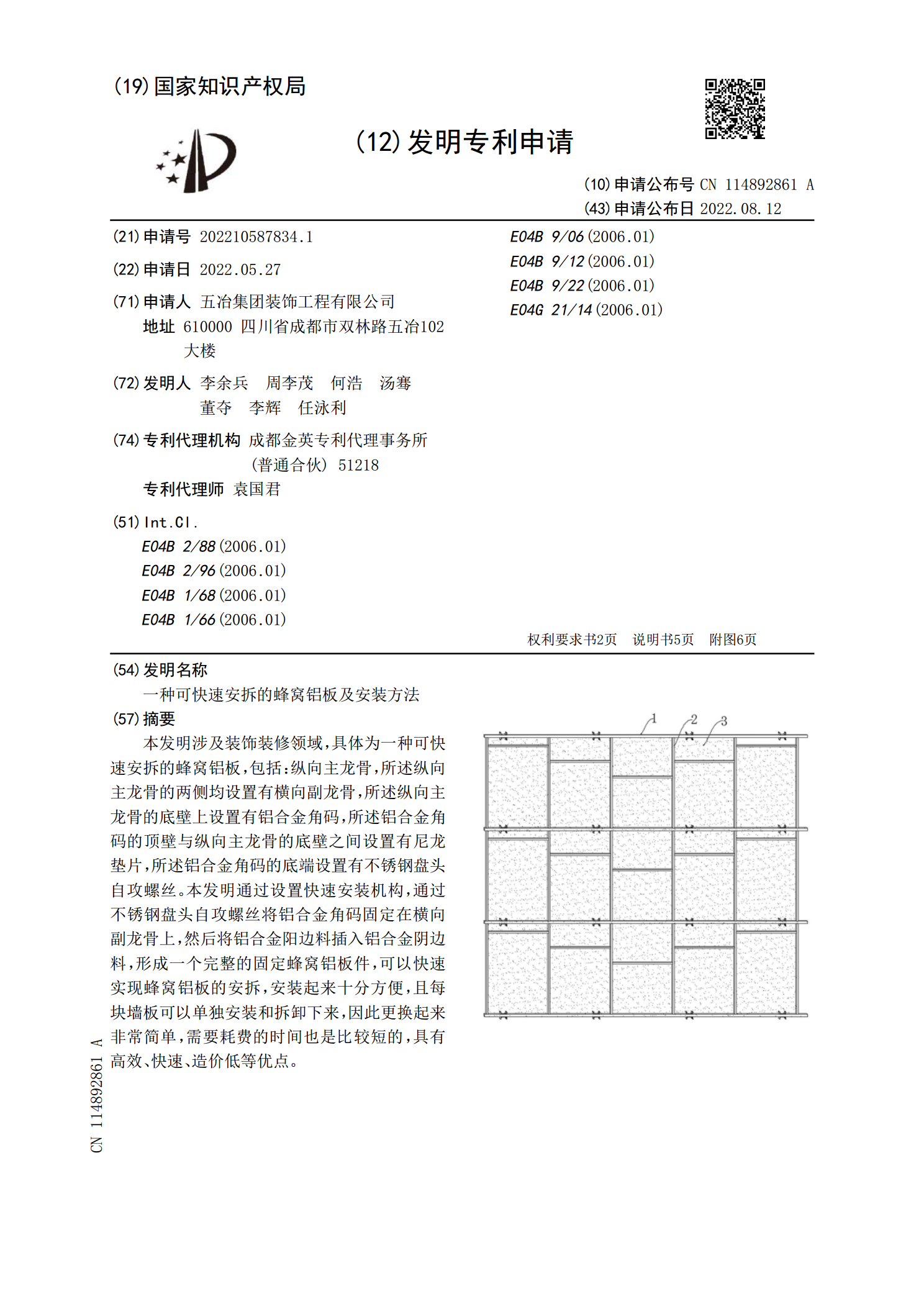
本发明涉及装饰装修领域,具体为一种可快速安拆的蜂窝铝板,包括:纵向主龙骨,所述纵向主龙骨的两侧均设置有横向副龙骨,所述纵向主龙骨的底壁上设置有铝合金角码,所述铝合金角码的顶壁与纵向主龙骨的底壁之间设置有尼龙垫片,所述铝合金角码的底端设置有不锈钢盘头自攻螺丝。本发明通过设置快速安装机构,通过不锈钢盘头自攻螺丝将铝合金角码固定在横向副龙骨上,然后将铝合金阳边料插入铝合金阴边料,形成一个完整的固定蜂窝铝板件,可以快速实现蜂窝铝板的安拆,安装起来十分方便,且每块墙板可以单独安装和拆卸下来,因此更换起来非常简单,需

一种蜂窝铝板及其制备工艺.pdf
本申请涉及一种蜂窝铝板,涉及蜂窝铝板的技术领域,包括面板、蜂窝层和背板,面板和蜂窝层之间设置有胶接层,背板和蜂窝层之间设置胶接层,胶接层中设置有金属网,金属网平铺在蜂窝层端面上,胶水淹没金属网并凝固形成胶接层。本申请具有提升面板和背板的连接强度的效果。