
一种用于蜂窝芯超声切削的非对称直刃刀具.pdf

努力****晓骞

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于蜂窝芯超声切削的非对称直刃刀具.pdf
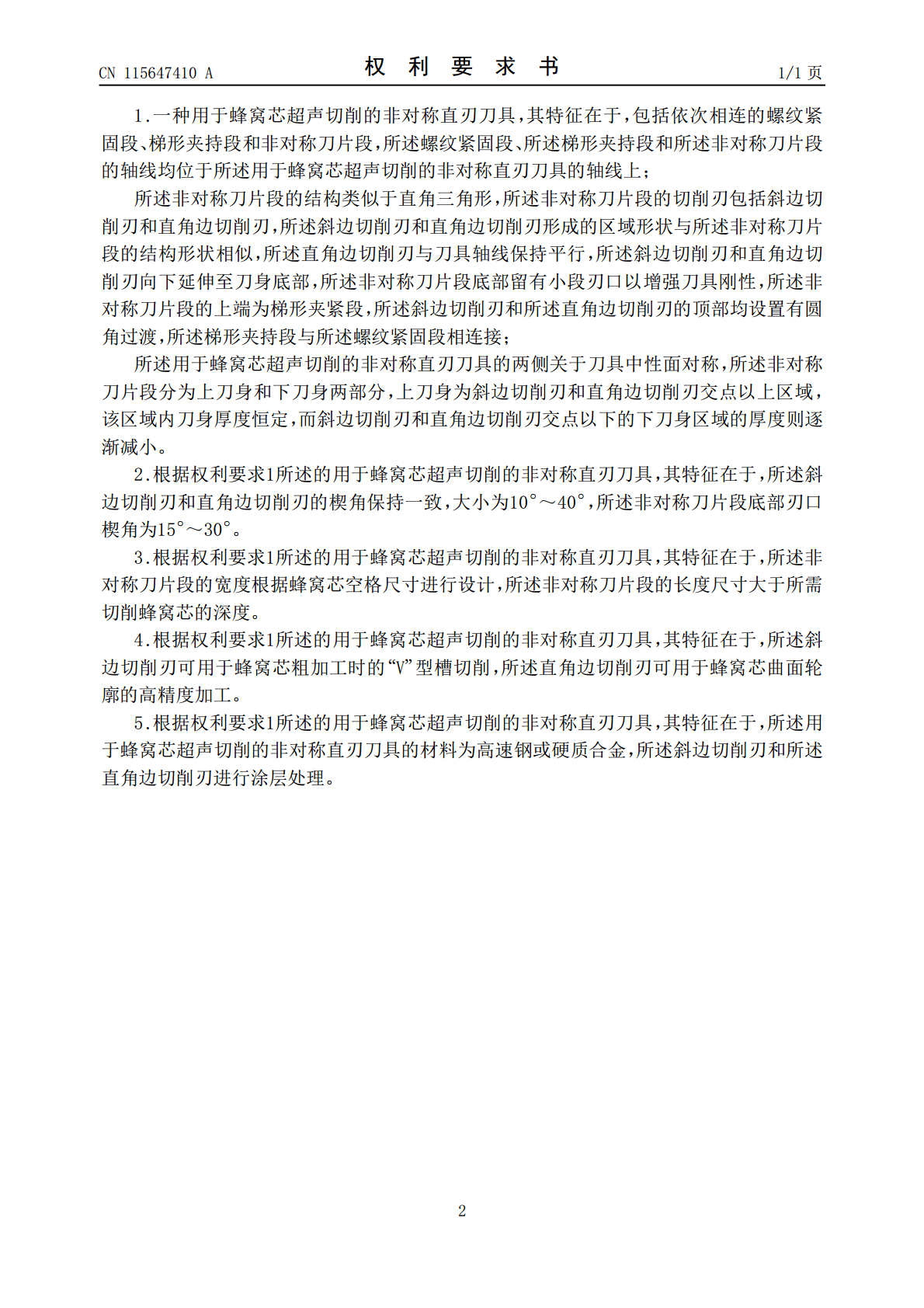
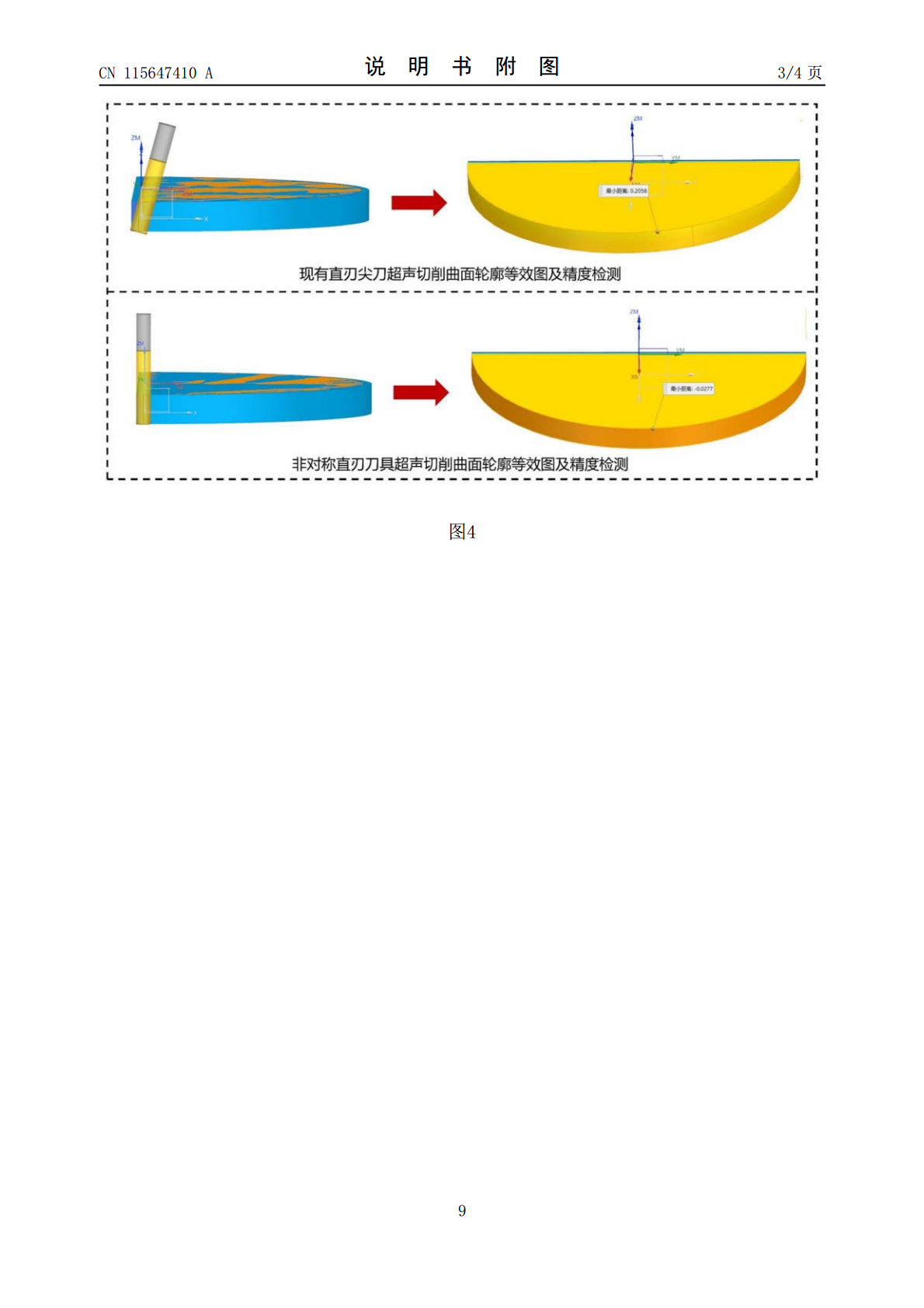
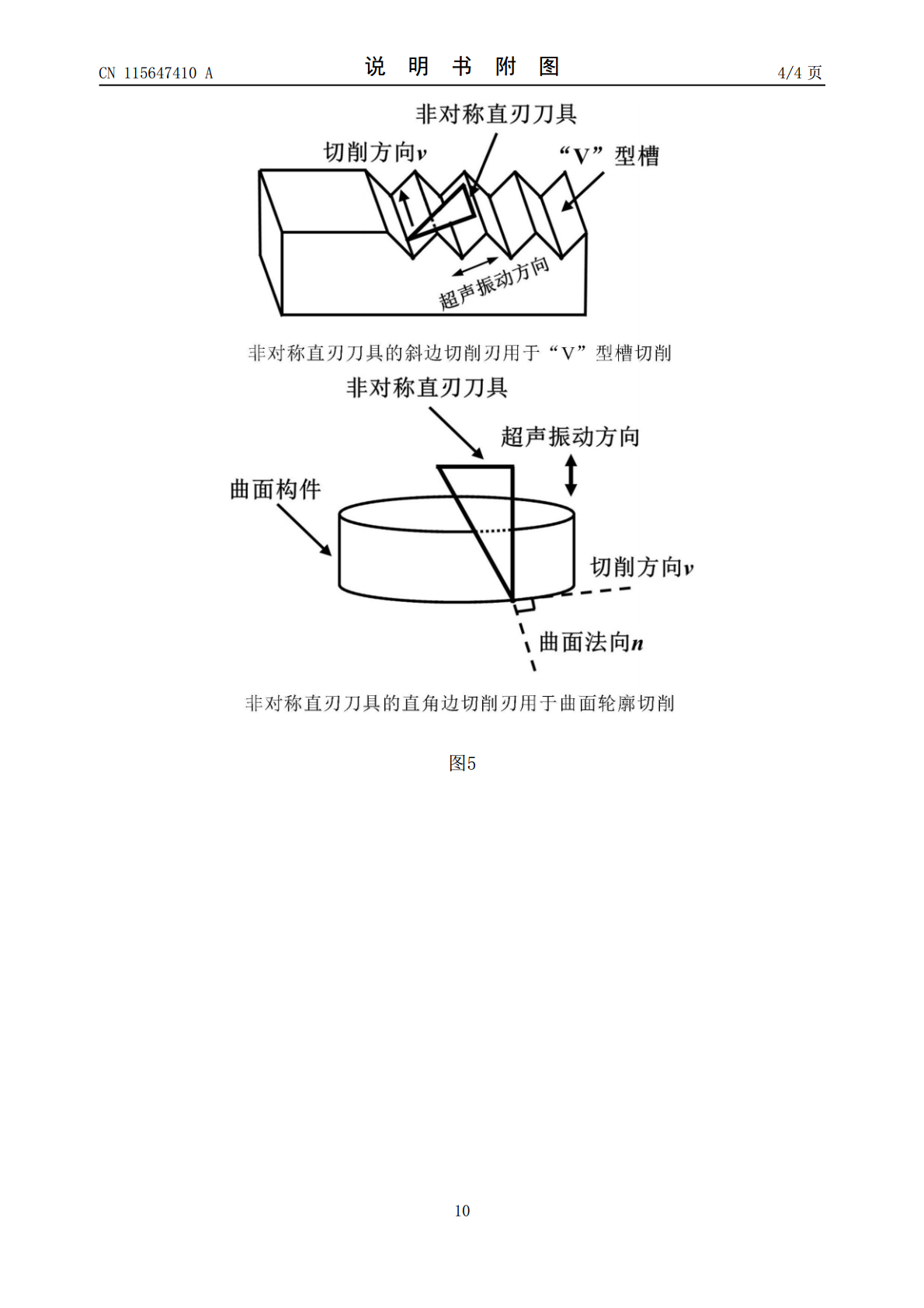
本发明公开了一种用于蜂窝芯超声切削的非对称直刃刀具,包括依次相连的螺纹紧固段、梯形夹持段和非对称刀片段,螺纹紧固段、梯形夹持段和非对称刀片段的轴线均位于刀具的轴线上。本发明的非对称刀片段结构呈直角三角形,切削刃由斜边切削刃和直角边切削刃组成。在超声振动作用下,斜边切削刃可用于蜂窝芯粗加工时的“V”型槽切削,而直角边切削刃因与刀具轴线相平行,故可实现蜂窝芯曲面轮廓的高精度加工,从而实现刀具的“一刀多用”,提高了加工效率和质量。此外,使用本发明的超声切削刀具切削蜂窝芯时,切削力小,切屑以带状形式被去除,粉尘污
一种用于蜂窝芯材料切削的超声振动系统.pdf
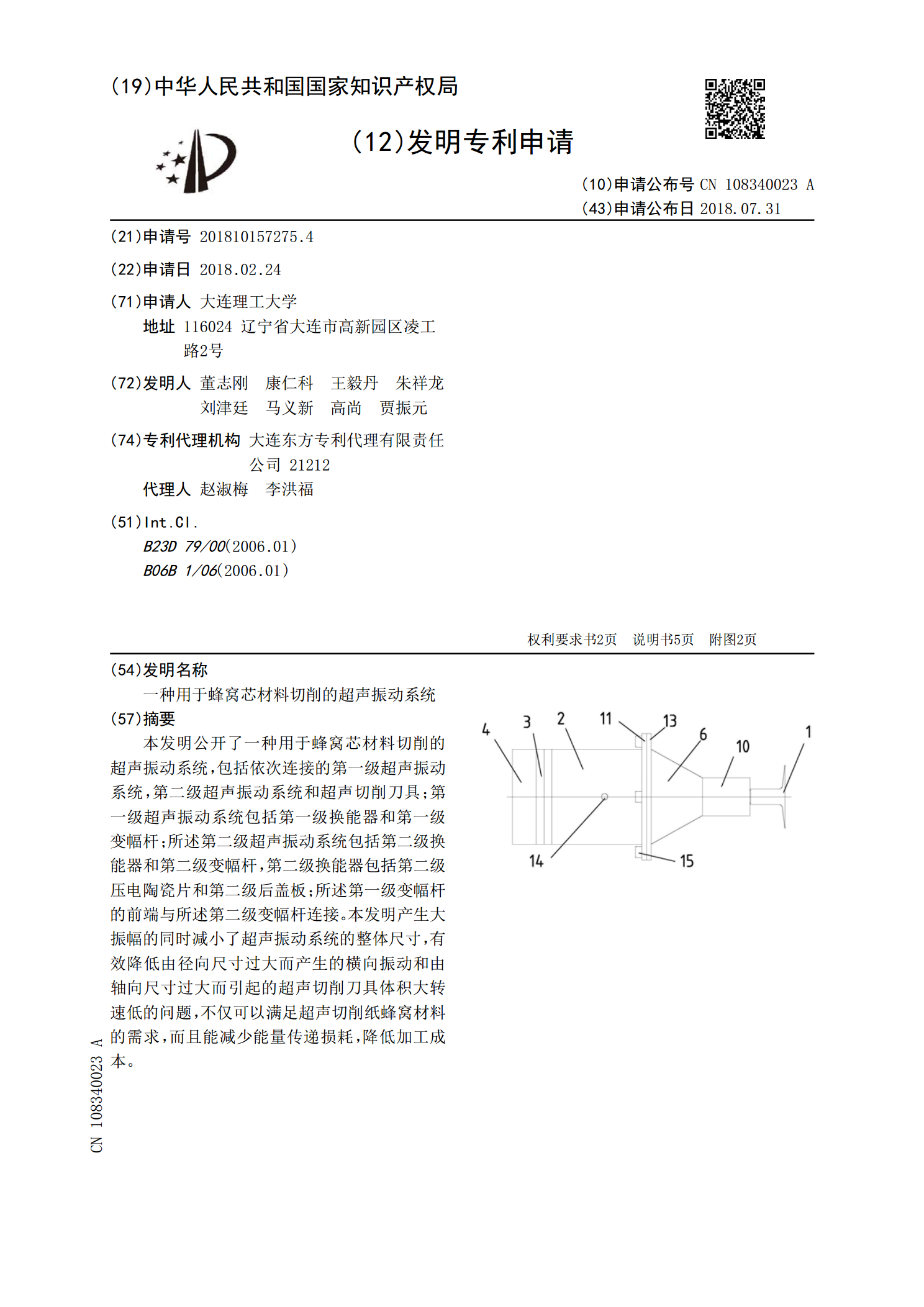
本发明公开了一种用于蜂窝芯材料切削的超声振动系统,包括依次连接的第一级超声振动系统,第二级超声振动系统和超声切削刀具;第一级超声振动系统包括第一级换能器和第一级变幅杆;所述第二级超声振动系统包括第二级换能器和第二级变幅杆,第二级换能器包括第二级压电陶瓷片和第二级后盖板;所述第一级变幅杆的前端与所述第二级变幅杆连接。本发明产生大振幅的同时减小了超声振动系统的整体尺寸,有效降低由径向尺寸过大而产生的横向振动和由轴向尺寸过大而引起的超声切削刀具体积大转速低的问题,不仅可以满足超声切削纸蜂窝材料的需求,而且能减少
一种用于直刃尖刀超声切削的数控编程方法.pdf
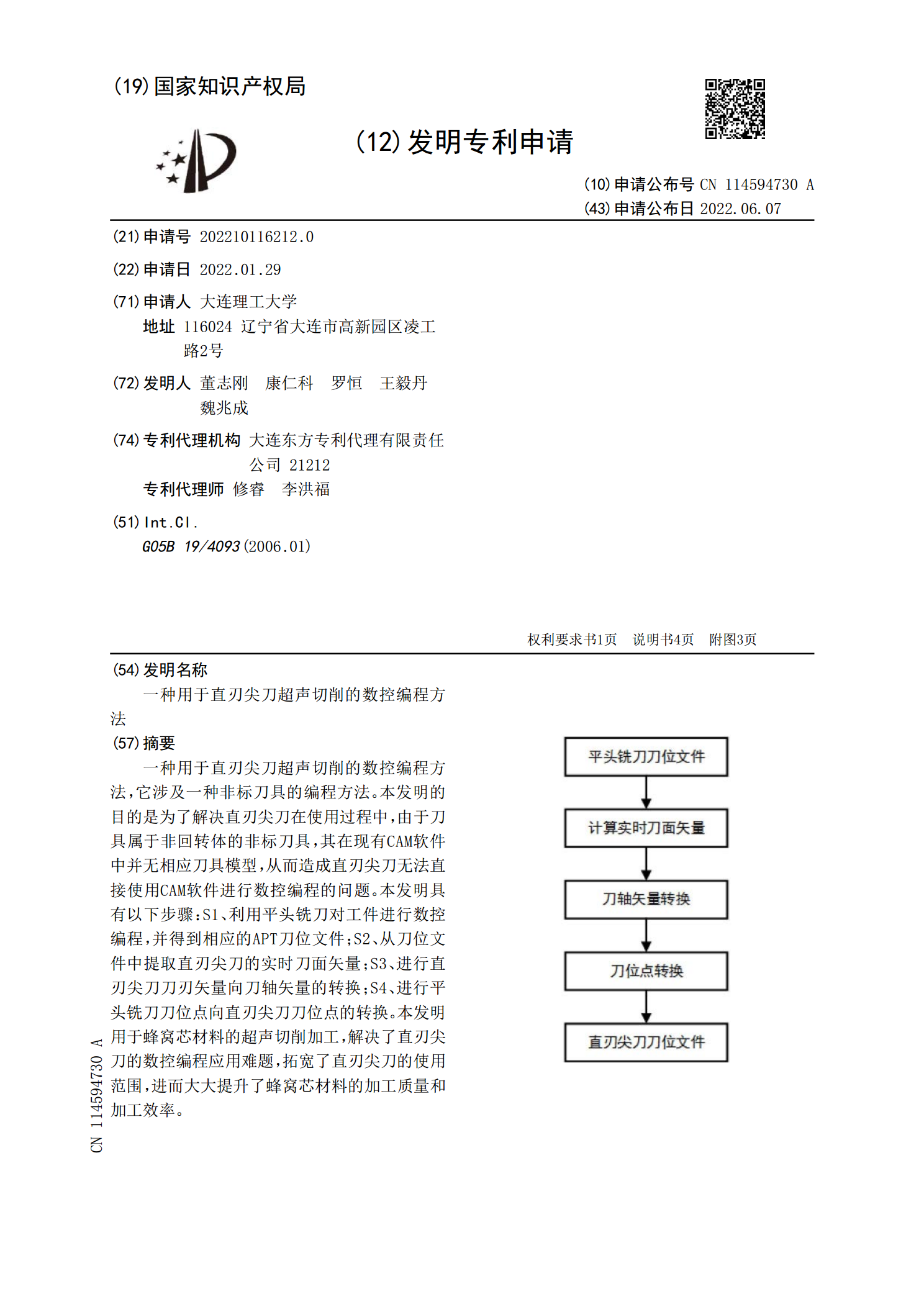
一种用于直刃尖刀超声切削的数控编程方法,它涉及一种非标刀具的编程方法。本发明的目的是为了解决直刃尖刀在使用过程中,由于刀具属于非回转体的非标刀具,其在现有CAM软件中并无相应刀具模型,从而造成直刃尖刀无法直接使用CAM软件进行数控编程的问题。本发明具有以下步骤:S1、利用平头铣刀对工件进行数控编程,并得到相应的APT刀位文件;S2、从刀位文件中提取直刃尖刀的实时刀面矢量;S3、进行直刃尖刀刀刃矢量向刀轴矢量的转换;S4、进行平头铣刀刀位点向直刃尖刀刀位点的转换。本发明用于蜂窝芯材料的超声切削加工,解决了直
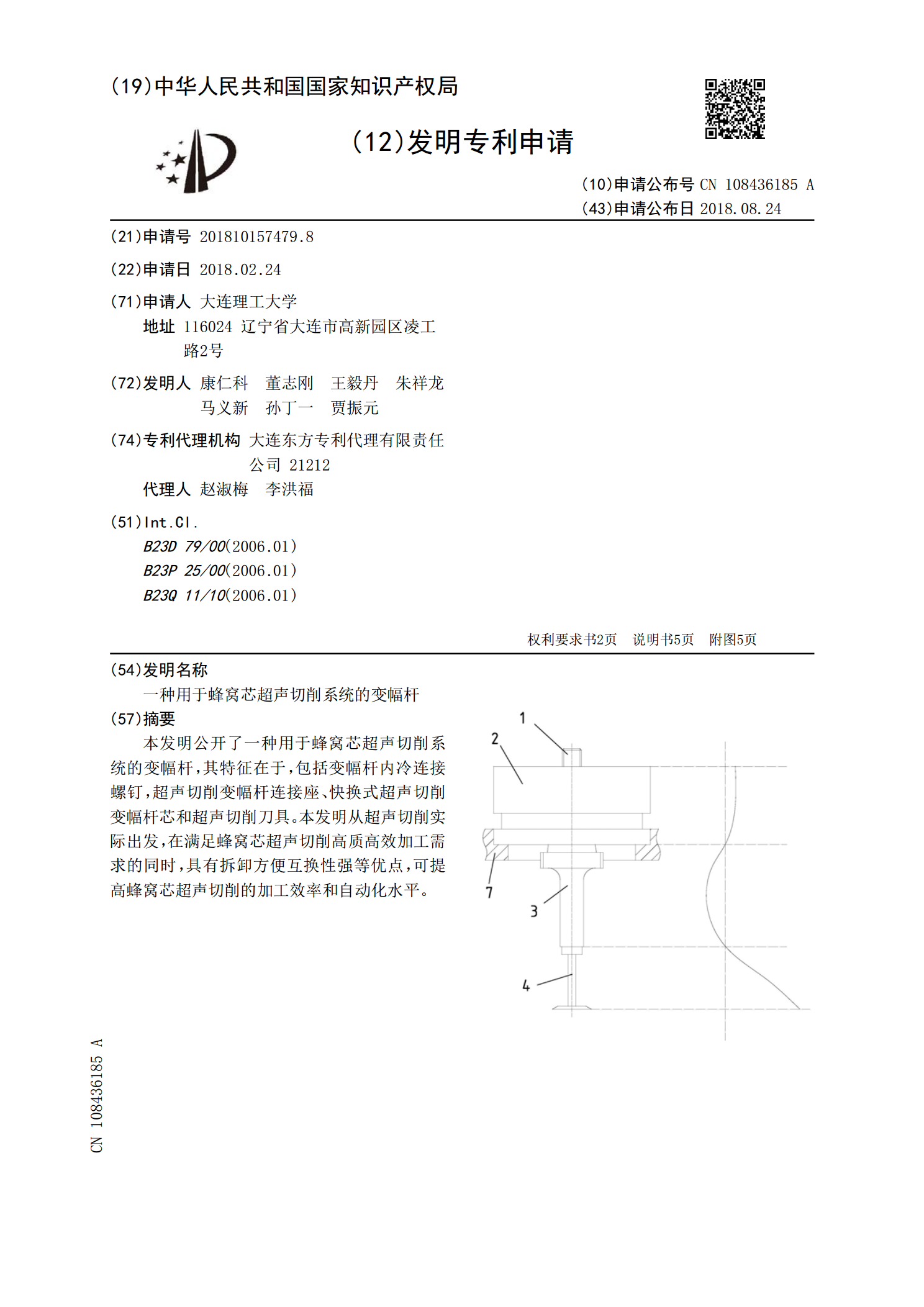
一种用于蜂窝芯超声切削系统的变幅杆.pdf
本发明公开了一种用于蜂窝芯超声切削系统的变幅杆,其特征在于,包括变幅杆内冷连接螺钉,超声切削变幅杆连接座、快换式超声切削变幅杆芯和超声切削刀具。本发明从超声切削实际出发,在满足蜂窝芯超声切削高质高效加工需求的同时,具有拆卸方便互换性强等优点,可提高蜂窝芯超声切削的加工效率和自动化水平。
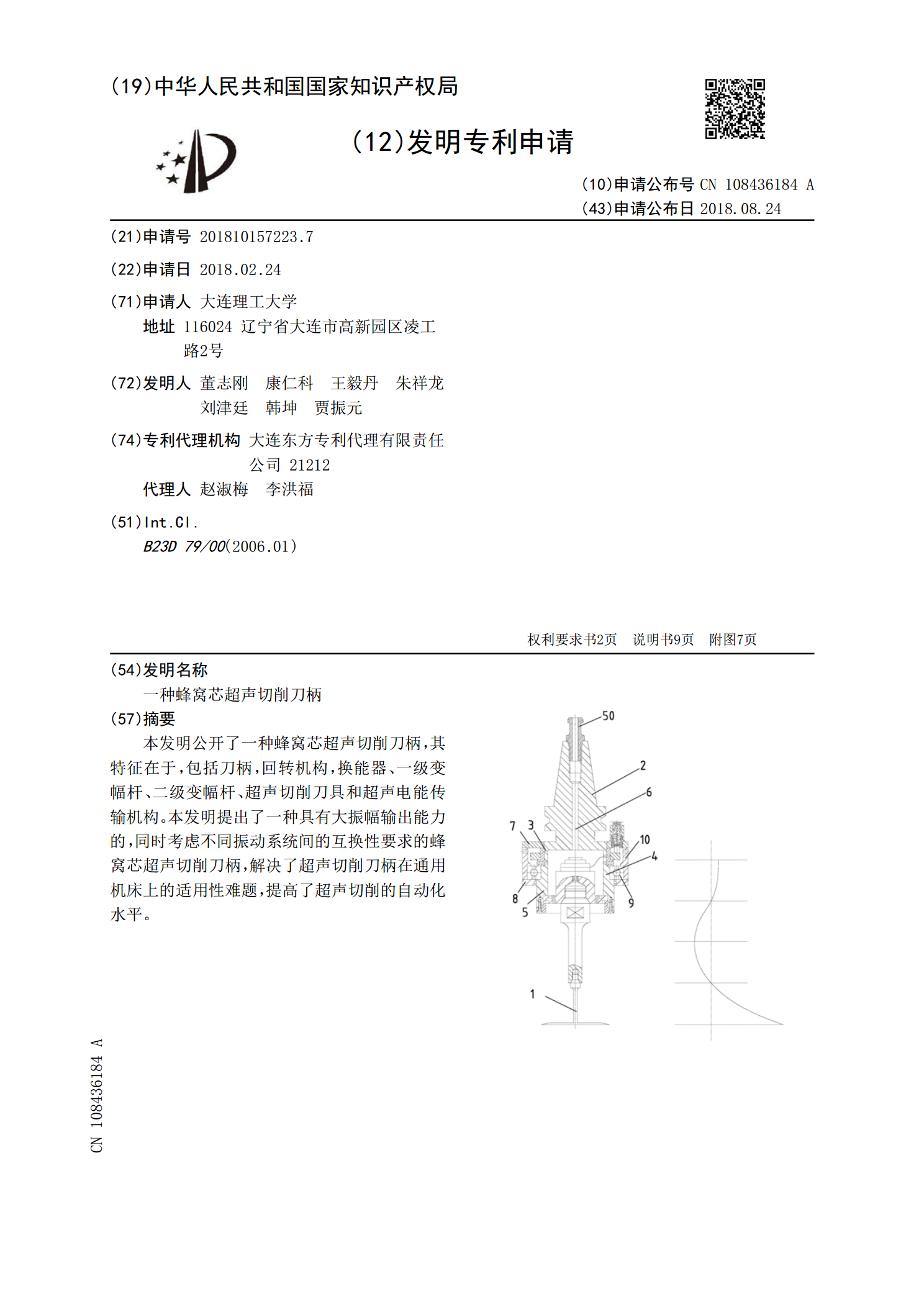
一种蜂窝芯超声切削刀柄.pdf
本发明公开了一种蜂窝芯超声切削刀柄,其特征在于,包括刀柄,回转机构,换能器、一级变幅杆、二级变幅杆、超声切削刀具和超声电能传输机构。本发明提出了一种具有大振幅输出能力的,同时考虑不同振动系统间的互换性要求的蜂窝芯超声切削刀柄,解决了超声切削刀柄在通用机床上的适用性难题,提高了超声切削的自动化水平。