
一种高温合金与白铜焊接的方法及其夹具.pdf

猫巷****觅蓉


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高温合金与白铜焊接的方法及其夹具.pdf
一种高温合金与白铜焊接的方法及其夹具。采用粉状金二零镍铬铁硅硼或铂状铜锰钴镍钎料作为钎料焊接,将钎料涂覆或置于白铜片与高温合金之间,在白铜片与高温合金结合面的周边涂抹红色阻流剂,并用工装压紧。将用工装压紧的钎料焊接件放入真空炉内抽真空,并升温、钎焊。由于铜锰钴镍钎料具有强度高、抗蚀性能好、价格便宜、焊缝质量高的特性,金二零镍铬铁硅硼具有辅展性好,并且润湿功能强,钎焊过程中不用分压,使得焊缝质量成型好。由于焊接时所用的两种钎料的钎料元素能够与被连接的两种材料产生合金化作用,钎缝铺展面积大,接头强度高,使焊缝
一种白铜合金及其制备方法.pdf
本发明公开了一种白铜合金及其制备方法,本发明是以电解铜、电解镍、工业纯铁、金属硅为原料配制白铜合金,该合金成分组成及其重量百分比为:合金元素含量为:Cu余量,Ni5.0‑7.0%,Fe0.6‑1.0%,Si0.1‑0.3%,杂质总和≤0.5%;操作程序如下:镍+铁+硅+铜→装炉熔化→精炼→冷凝→带电浇铸。本发明所制备的白铜合金成分稳定,整个铸锭上中下成分均匀无偏析;成品环材的综合性能指标完全满足设计需要,抗拉强度明显优于H96;化学成分的组成元素中完全没有Zn等挥发物,有效地避免了挥发物对膛线的污染
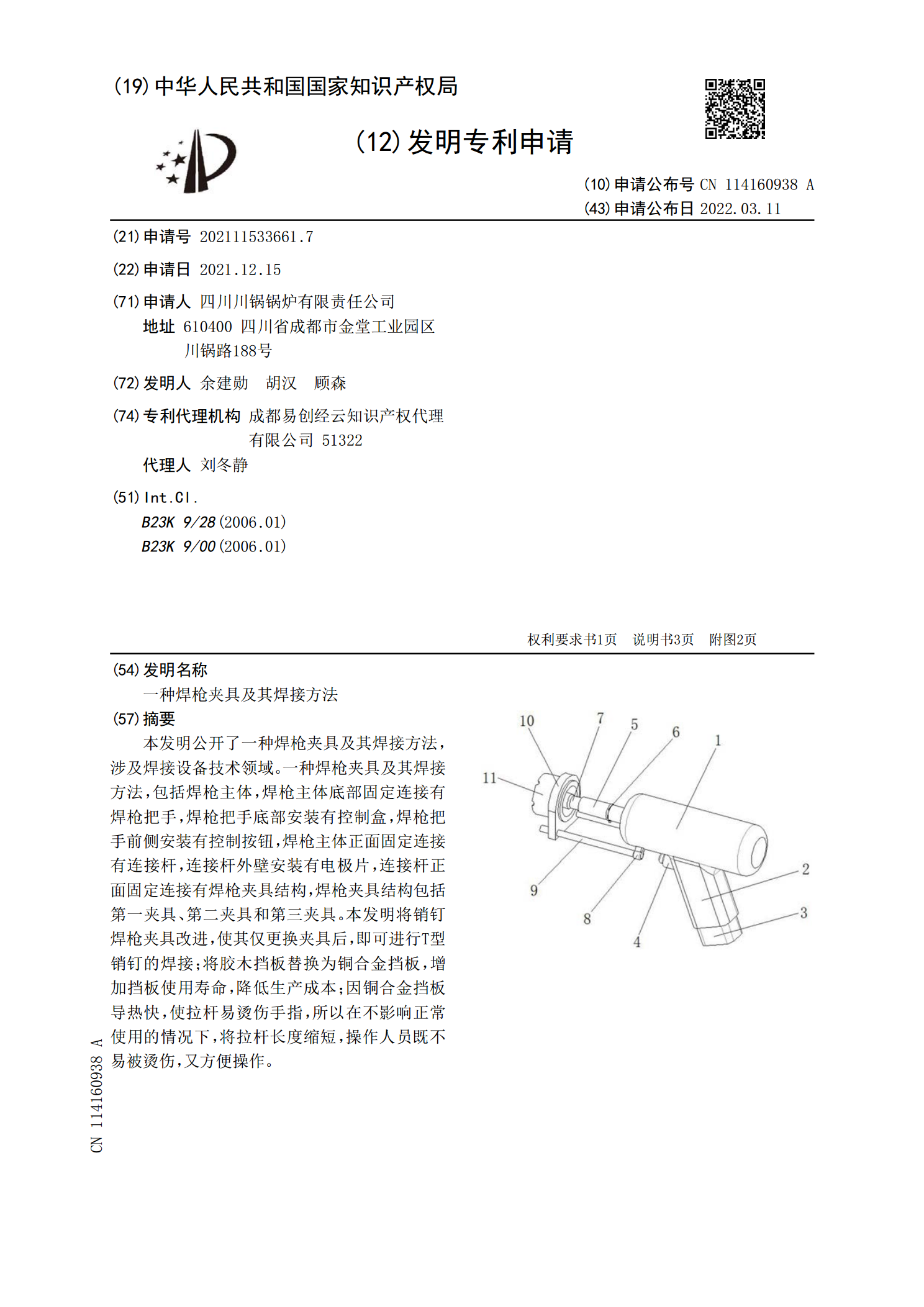
一种焊枪夹具及其焊接方法.pdf
本发明公开了一种焊枪夹具及其焊接方法,涉及焊接设备技术领域。一种焊枪夹具及其焊接方法,包括焊枪主体,焊枪主体底部固定连接有焊枪把手,焊枪把手底部安装有控制盒,焊枪把手前侧安装有控制按钮,焊枪主体正面固定连接有连接杆,连接杆外壁安装有电极片,连接杆正面固定连接有焊枪夹具结构,焊枪夹具结构包括第一夹具、第二夹具和第三夹具。本发明将销钉焊枪夹具改进,使其仅更换夹具后,即可进行T型销钉的焊接;将胶木挡板替换为铜合金挡板,增加挡板使用寿命,降低生产成本;因铜合金挡板导热快,使拉杆易烫伤手指,所以在不影响正常使用的情
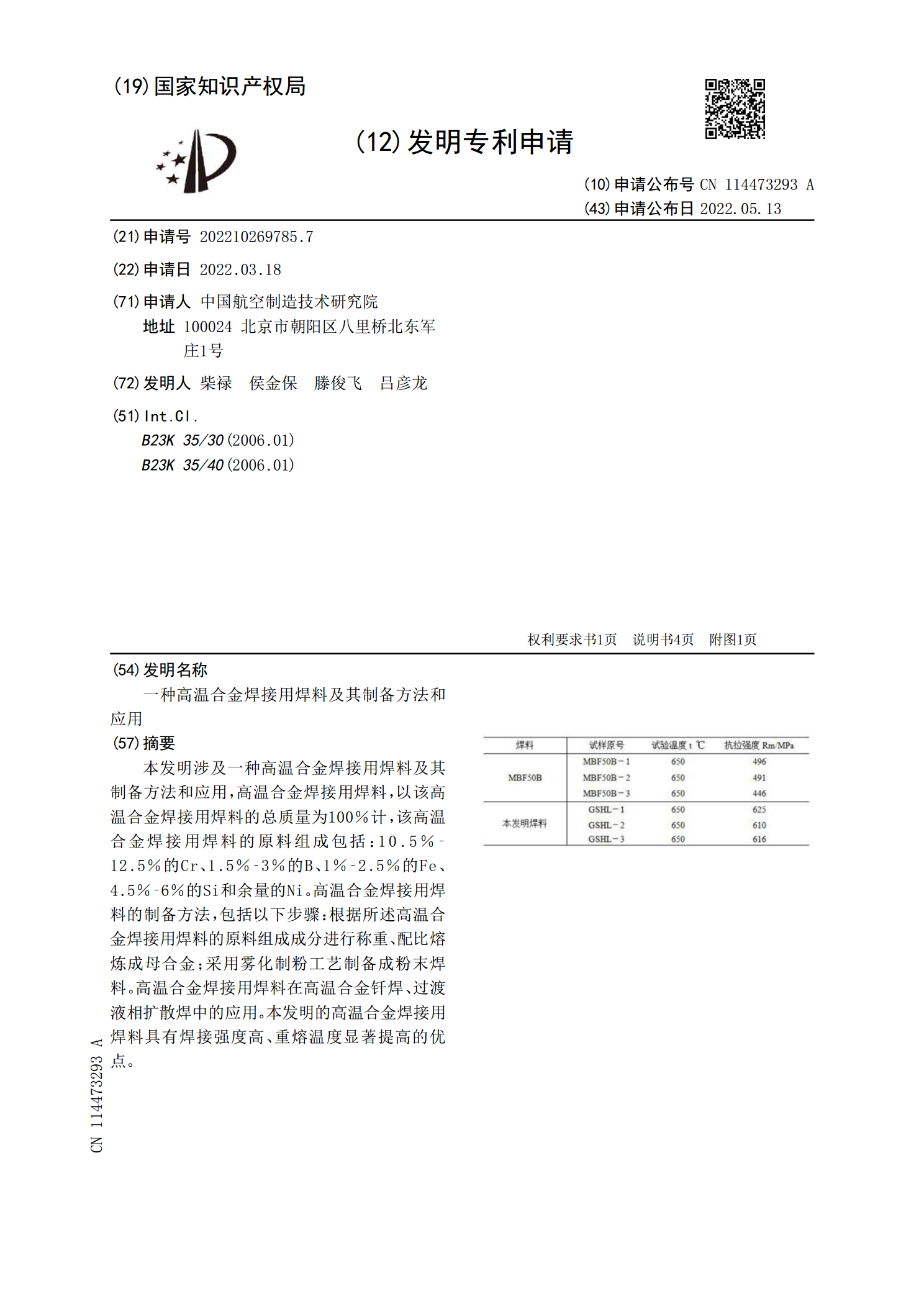
一种高温合金焊接用焊料及其制备方法和应用.pdf
本发明涉及一种高温合金焊接用焊料及其制备方法和应用,高温合金焊接用焊料,以该高温合金焊接用焊料的总质量为100%计,该高温合金焊接用焊料的原料组成包括:10.5%?12.5%的Cr、1.5%?3%的B、1%?2.5%的Fe、4.5%?6%的Si和余量的Ni。高温合金焊接用焊料的制备方法,包括以下步骤:根据所述高温合金焊接用焊料的原料组成成分进行称重、配比熔炼成母合金;采用雾化制粉工艺制备成粉末焊料。高温合金焊接用焊料在高温合金钎焊、过渡液相扩散焊中的应用。本发明的高温合金焊接用焊料具有焊接强度高、重熔温度
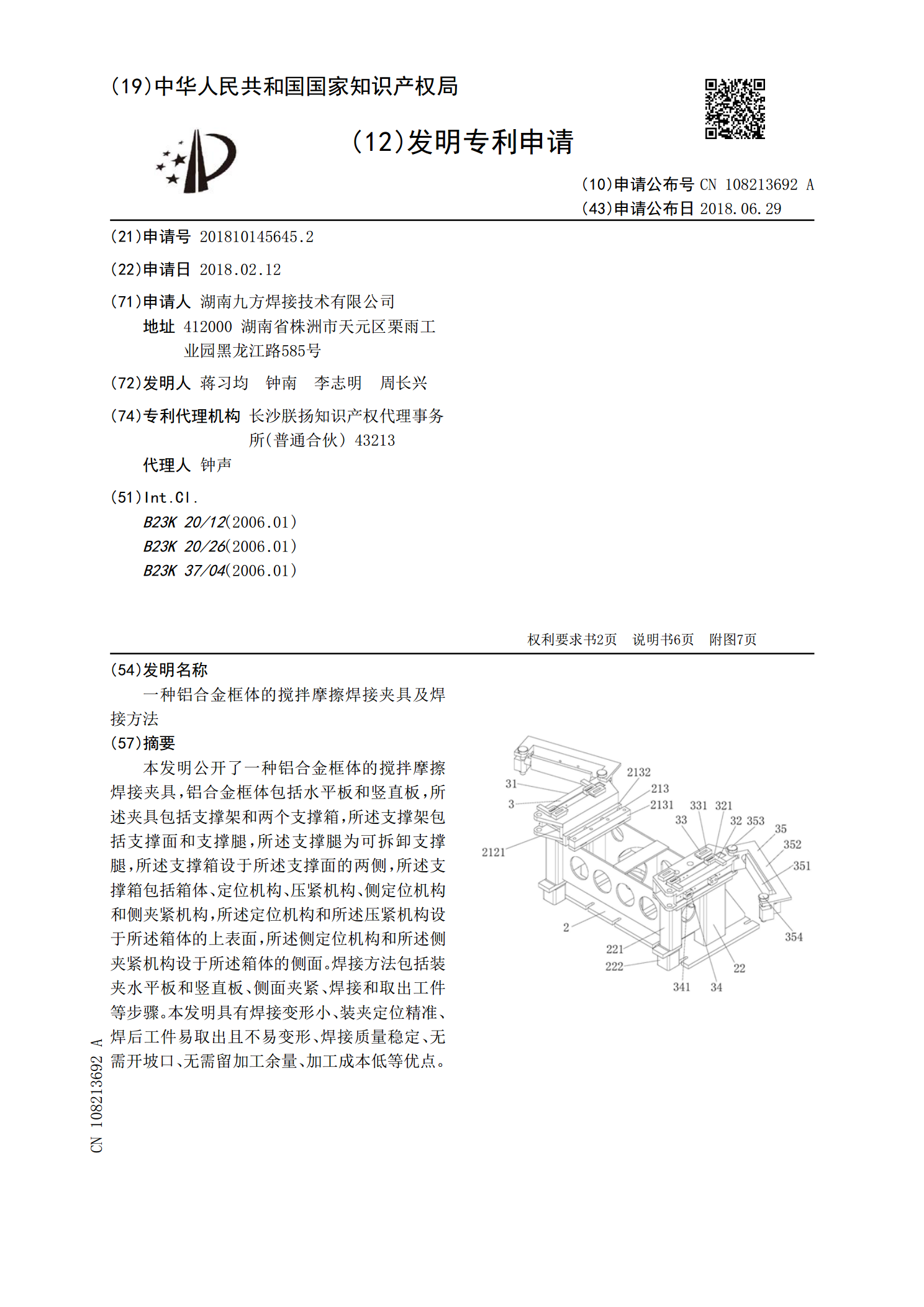
一种铝合金框体的搅拌摩擦焊接夹具及焊接方法.pdf
本发明公开了一种铝合金框体的搅拌摩擦焊接夹具,铝合金框体包括水平板和竖直板,所述夹具包括支撑架和两个支撑箱,所述支撑架包括支撑面和支撑腿,所述支撑腿为可拆卸支撑腿,所述支撑箱设于所述支撑面的两侧,所述支撑箱包括箱体、定位机构、压紧机构、侧定位机构和侧夹紧机构,所述定位机构和所述压紧机构设于所述箱体的上表面,所述侧定位机构和所述侧夹紧机构设于所述箱体的侧面。焊接方法包括装夹水平板和竖直板、侧面夹紧、焊接和取出工件等步骤。本发明具有焊接变形小、装夹定位精准、焊后工件易取出且不易变形、焊接质量稳定、无需开坡口、