
一种135钢级钻杆接头及其热处理工艺.pdf

书生****aa


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种135钢级钻杆接头及其热处理工艺.pdf
本发明涉及一种135钢级钻杆接头及其热处理工艺,所述钻杆接头是由下述重量百分比的成分组成:C0.25-0.32%,Si≤0.30%,Mn0.35-0.80%,P≤0.015%,S≤0.008%,Mo0.15-0.80%,Ni0.00-1.00%,Cr0.90-1.50%,Al≤0.03%,Nb≤0.05%,V≤0.10%,余量为Fe和不可去除的痕量元素。所述热处理工艺为:将粗加工的接头毛坯用80~100分钟由室温升高到920~960℃,保温0.5~1.5小时后,放入30~50℃高级油基淬火介质中,并充分冷
一种钻杆接头热处理淬火工艺及其装置.pdf
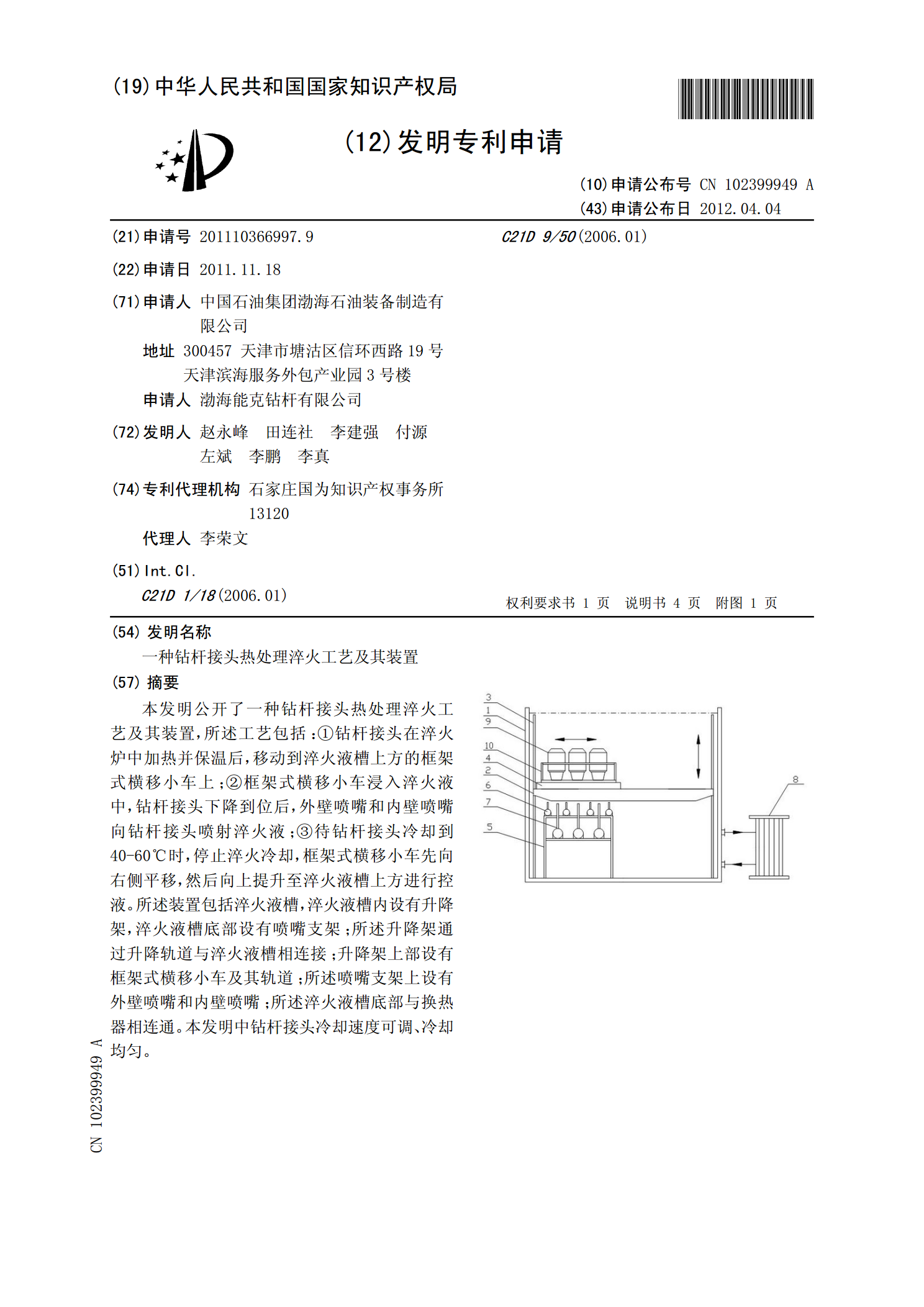
本发明公开了一种钻杆接头热处理淬火工艺及其装置,所述工艺包括:①钻杆接头在淬火炉中加热并保温后,移动到淬火液槽上方的框架式横移小车上;②框架式横移小车浸入淬火液中,钻杆接头下降到位后,外壁喷嘴和内壁喷嘴向钻杆接头喷射淬火液;③待钻杆接头冷却到40-60℃时,停止淬火冷却,框架式横移小车先向右侧平移,然后向上提升至淬火液槽上方进行控液。所述装置包括淬火液槽,淬火液槽内设有升降架,淬火液槽底部设有喷嘴支架;所述升降架通过升降轨道与淬火液槽相连接;升降架上部设有框架式横移小车及其轨道;所述喷嘴支架上设有外壁喷嘴

一种适用于低温环境的钻杆接头用钢及其热处理工艺.pdf
本发明涉及一种适用于低温环境的钻杆接头用钢,所述钻杆接头用钢是由下述重量百分比的成分组成:C0.25-0.35,Mn0.50-1.00,P≤0.015,S≤0.008,Mo0.15-1.00,Ni0.75-1.50,Cr0.80-1.50,此外,还含有Si≤0.30,Al≤0.03,V≤0.10,Ti≤0.03,Re≤0.005中的两种或两种以上,余量为Fe和不可去除的痕量元素。所述钻杆接头用钢的热处理工艺为:在炉内加热到900~960℃,保温1.0~1.5小时后,放入淬火介质中并充分冷却,然后在660~

一种转炉冶炼钻杆接头用钢的方法及钻杆接头用钢.pdf
本发明涉及一种含钒钛铁水为原料转炉冶炼钻杆接头用钢的方法及屈服强度和冲击韧性良好的钻杆接头用钢。本发明通过利用转炉-LF精炼-RH精炼-大方坯连铸的方法,以含钒钛铁水为原料,实现了对钢水纯净度和P、S、Ti以及夹杂物的良好控制,生产出具有良好淬透性和组织稳定性,屈服强度为1000-1200MPa,并且-10℃横向冲击功≥70J、-10℃纵向冲击功≥80J的钻杆接头用钢。
焊接式加重钻杆接头热处理工艺.pdf
本发明公开了一种焊接式加重钻杆接头热处理工艺,它包括将工件顺序装入箱式淬火炉中,立置大间距安放,炉温升至860℃~890℃后保温至少60分钟,在工件出炉前先搅动淬火油,油温控制在80℃±1℃;然后将工件从炉中取出即投入到淬火油中淬火,工件在淬火油中冷却至少10分钟。在工件在淬火后3.5小时内进行回火处理,回火炉升温至600℃~630℃,保温至少120分钟,最后从回火炉中取出工件即投入到水槽中冷却至常温。本发明主要通过降低淬火上限温度和增加保温时间等一系列技术措施来达到提高淬火质量的目的,从而避免发生开裂问