
【生产管理】板料冲压件螺纹底孔冲压成形技术.doc

是翠****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【生产管理】板料冲压件螺纹底孔冲压成形技术.doc
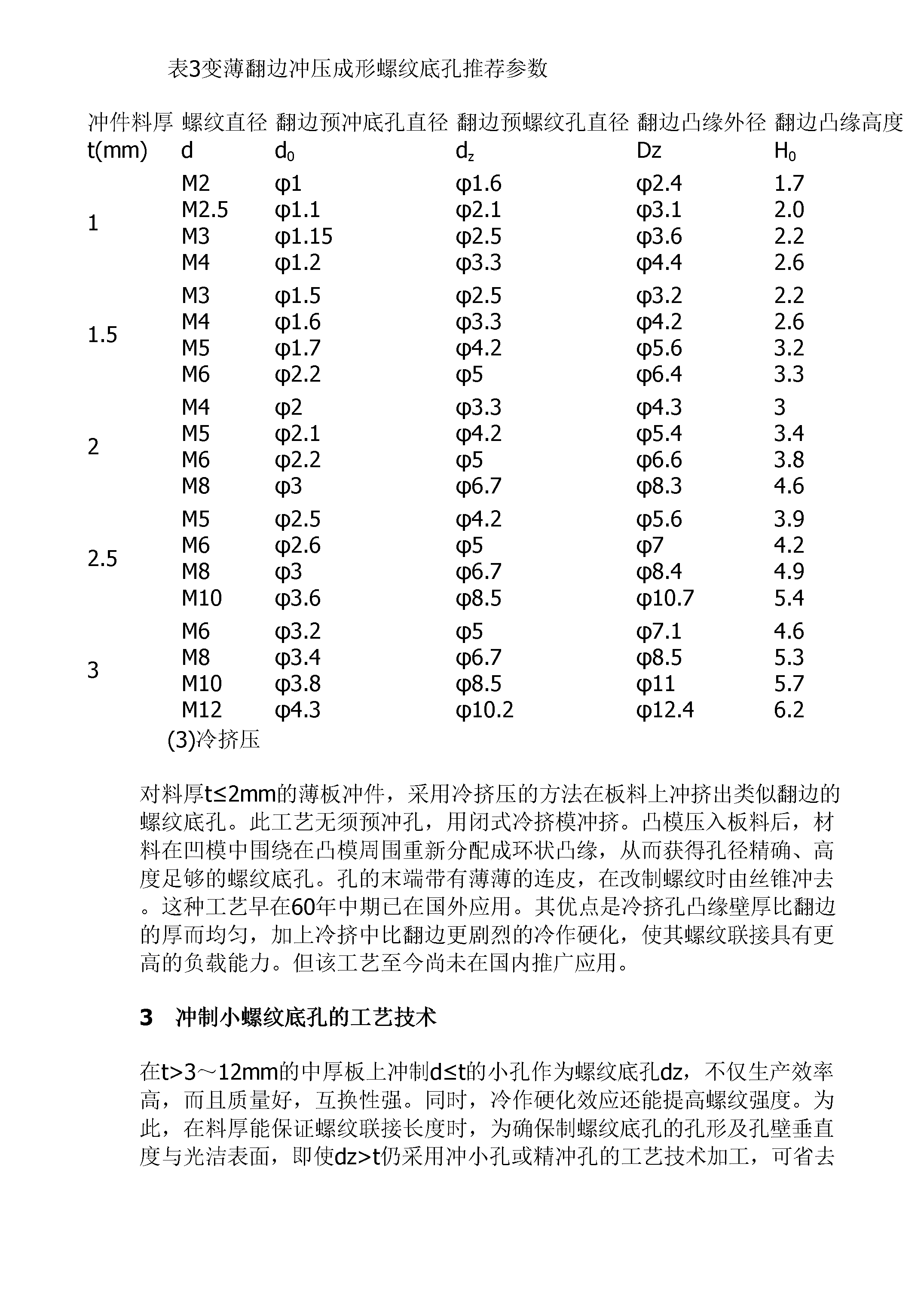
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构尤其紧螺纹联接结构是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接需要有大于料厚的联接螺纹长度以确保其联接可靠性增强其负载能力才能达到使薄板冲件联接牢靠、重量小的目的从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子电器

板料冲压件螺纹底孔冲压成形技术.doc
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子
板料冲压件螺纹底孔冲压成形技术.doc
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构尤其紧螺纹联接结构是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接需要有大于料厚的联接螺纹长度以确保其联接可靠性增强其负载能力才能达到使薄板冲件联接牢靠、重量小的目的从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子电器

板冲压件螺纹底孔.docx
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子

板冲压件螺纹底孔.doc
板料冲压件螺纹底孔冲压成形技术摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。在仪器仪表、电子