
【生产管理】无铅焊点检验规范(PPT43).ppt

音景****ka


1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【生产管理】无铅焊点检验规范(PPT43).ppt
無鉛焊點檢驗規范冷焊影響性焊點壽命較短容易於使用一段時間後開始產生焊接不良之現象導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況如氧化過於嚴重可事先Dip去除氧化。3.調整焊接速度加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面以避免污染。3.變更零件腳成型方式避免Coating落於孔內或察看孔徑與線徑之搭配是否有
无铅焊点检验规范(PPT43).ppt
無鉛焊點檢驗規范冷焊影響性焊點壽命較短容易於使用一段時間後開始產生焊接不良之現象導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況如氧化過於嚴重可事先Dip去除氧化。3.調整焊接速度加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面以避免污染。3.變更零件腳成型方式避免Coating落於孔內或察看孔徑與線徑之搭配是否有

无铅焊点检验规范.ppt
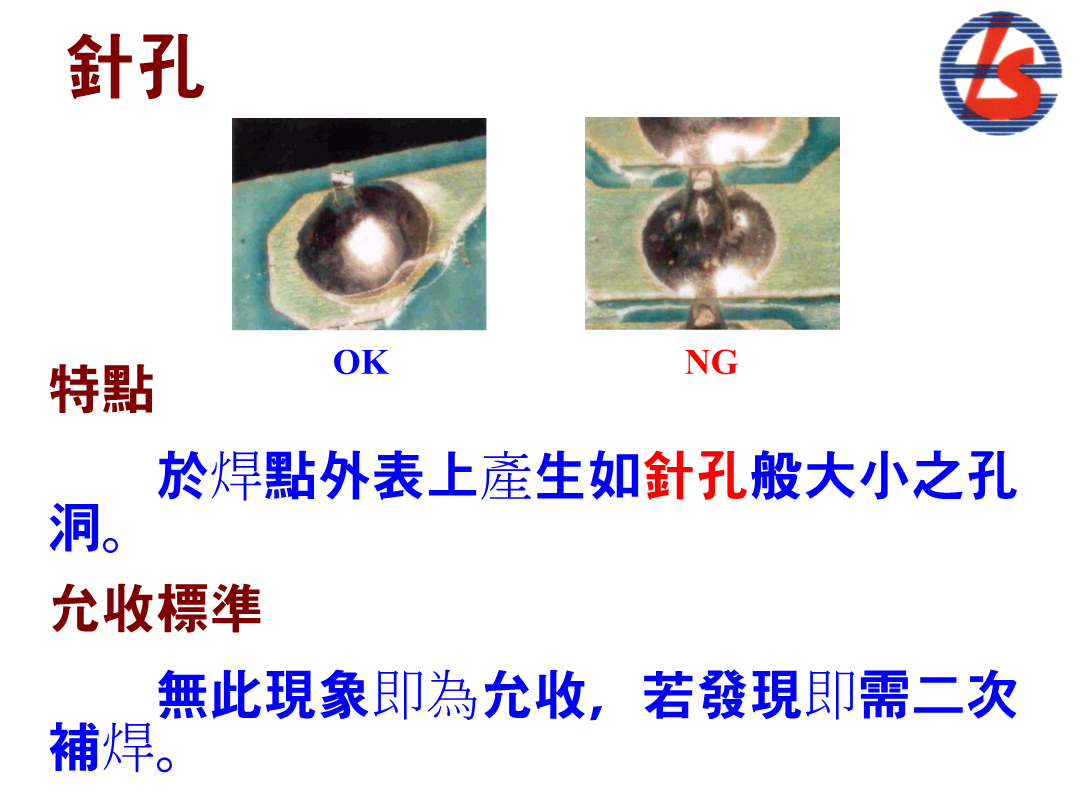
無鉛焊點檢驗規范冷焊影響性焊點壽命較短,容易於使用一段時間後,開始產生焊接不良之現象,導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況,如氧化過於嚴重,可事先Dip去除氧化。3.調整焊接速度,加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面,以避免污染。3.變更零件腳成型方式,避免Coating落於孔內,或察看孔徑與線徑之搭配是否有風孔之現象。短路影響性嚴重影響電氣

无铅焊点检验规范.pptx
冷焊影響性焊點壽命較短,容易於使用一段時間後,開始產生焊接不良之現象,導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況,如氧化過於嚴重,可事先Dip去除氧化。3.調整焊接速度,加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面,以避免污染。3.變更零件腳成型方式,避免Coating落於孔內,或察看孔徑與線徑之搭配是否有風孔之現象。短路影響性嚴重影響電氣特性,並造成零件

无铅焊点检验规范.ppt
無鉛焊點檢驗規范冷焊影響性焊點壽命較短,容易於使用一段時間後,開始產生焊接不良之現象,導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況,如氧化過於嚴重,可事先Dip去除氧化。3.調整焊接速度,加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面,以避免污染。3.變更零件腳成型方式,避免Coating落於孔內,或察看孔徑與線徑之搭配是否有風孔之現象。短路影響性嚴重影響電氣