
汽车转向节的中频淬火及自回火工艺.pdf

是你****馨呀

1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车转向节的中频淬火及自回火工艺.pdf
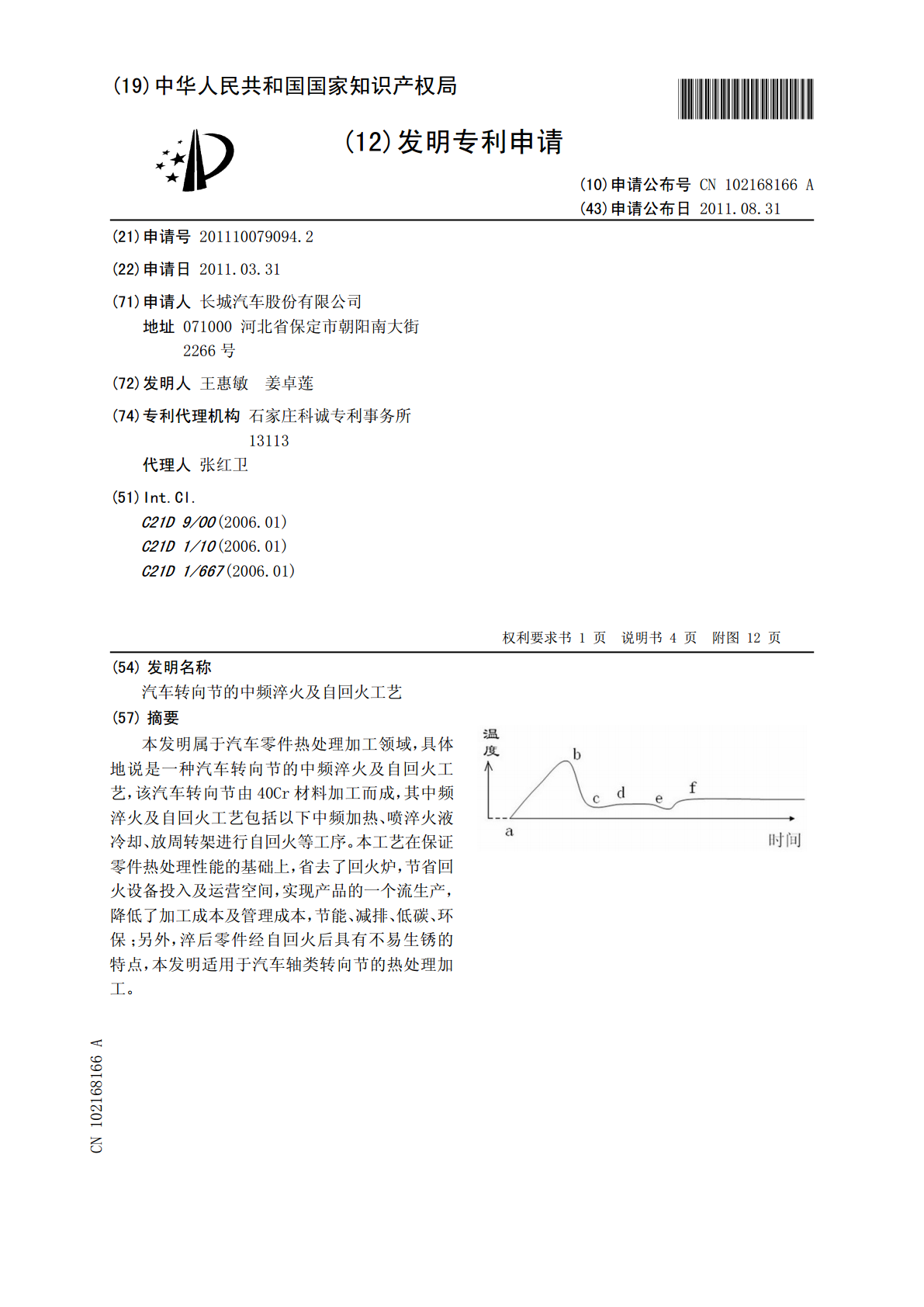
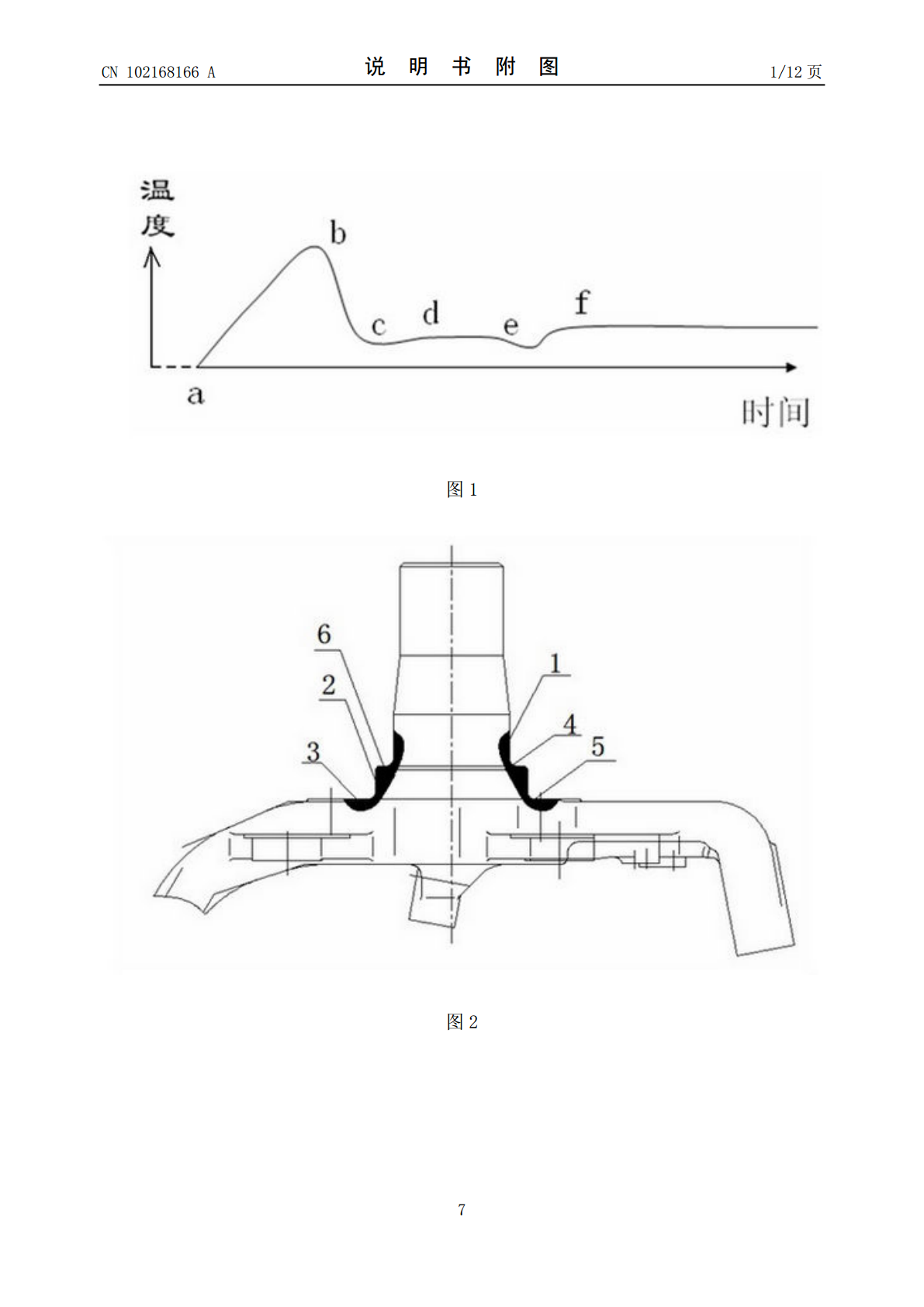
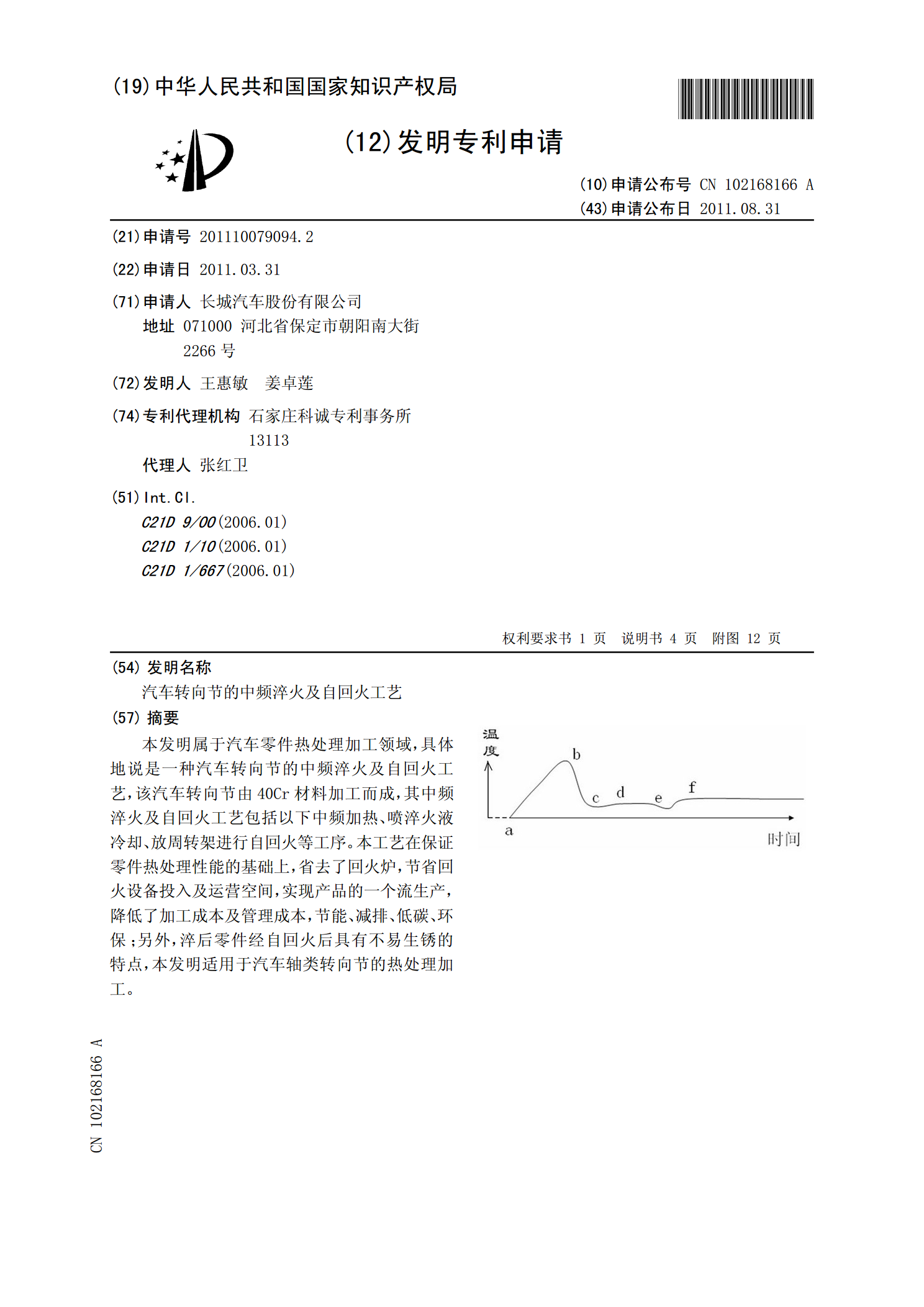
本发明属于汽车零件热处理加工领域,具体地说是一种汽车转向节的中频淬火及自回火工艺,该汽车转向节由40Cr材料加工而成,其中频淬火及自回火工艺包括以下中频加热、喷淬火液冷却、放周转架进行自回火等工序。本工艺在保证零件热处理性能的基础上,省去了回火炉,节省回火设备投入及运营空间,实现产品的一个流生产,降低了加工成本及管理成本,节能、减排、低碳、环保;另外,淬后零件经自回火后具有不易生锈的特点,本发明适用于汽车轴类转向节的热处理加工。

汽车转向节中频淬火裂纹的分析及防止措施.docx
汽车转向节中频淬火裂纹的分析及防止措施随着社会经济的不断发展和人们生活水平的提高,汽车已经成为现代社会不可或缺的交通工具。然而,随着行驶里程的增加和使用寿命的延长,汽车转向节存在着一些问题,尤其是中频淬火裂纹的出现,会造成严重的安全隐患。因此,本文将从汽车转向节中频淬火裂纹的形成原因、表现、危害以及防止措施等方面进行探讨。一、中频淬火裂纹的形成原因汽车转向节是一种连接前轮和传动轴的关键零部件,其主要作用是将驾驶者的转向信号转化为车轮的运动,控制车辆的行驶方向。然而,由于转向节工作时承受着较大的力和扭矩,加

微机控制汽车半轴中频淬火工艺.docx
微机控制汽车半轴中频淬火工艺微机控制汽车半轴中频淬火工艺摘要:随着汽车工业的发展,车辆零部件的制造工艺也在不断进步和改进。其中,汽车半轴的制造工艺对于车辆的性能和寿命具有重要影响。本文以微机控制汽车半轴中频淬火工艺为研究对象,探讨了中频淬火技术的原理、工艺参数优化以及微机控制系统的设计和应用等内容。通过对相关文献和国内外研究成果的综述,论文总结了当前中频淬火技术的研究现状和存在的问题,并指出了未来研究的方向和重点。由此可见,微机控制汽车半轴中频淬火工艺在提高半轴性能和延长寿命方面具有重要的应用价值。关键词

淬火自回火加工方法.pdf
本发明涉及一种淬火自回火加工方法,其包括以下步骤:首先,以满足开轧温度为基准,进行炉温控制。之后,开车控制,包括有成品速度控制,各段穿水管压力控制,水泵频率调节及水泵流量控制。然后,进入开车状态,包括穿水压力与水泵流量控制,力学性能检测,轧制准备。最后,开始轧制,主控台需设定首段倍尺比其他段倍尺长3m。上述过程中若出现异常状况,则进行停车检查,异常状况排除后返回初始。由此,解决了力学性能不符合内控的问题,以及改善了两切分穿水不均匀性。同时,可以能够有效地保证螺10×3B500B这种特殊型号产品的顺利投产,

元环链中频感应加热自动连续淬火、回火新工艺.docx
元环链中频感应加热自动连续淬火、回火新工艺元环链是一种广泛应用于机械传动的链条,具有运转平稳、传动效率高等特点,广泛应用于机械制造、矿山、重工业等领域。然而,随着工业技术的不断进步,对链条的要求也越来越高,如强度、耐磨性、耐腐蚀性、耐高温性等方面。传统的链条制造工艺采用碳化等传统淬火、回火工艺,这种工艺无法保证产品的尺寸稳定性和耐磨、耐高温性能的稳定性。此外,由于人工干预在生产过程中的参与,产品的质量也存在一定的波动性。因此,为了满足链条产品的高强度、高耐磨性等要求,提高产品的质量稳定性和生产效率,需要采