
一种全自动高速拉丝固化系统.pdf

小新****ou

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动高速拉丝固化系统.pdf
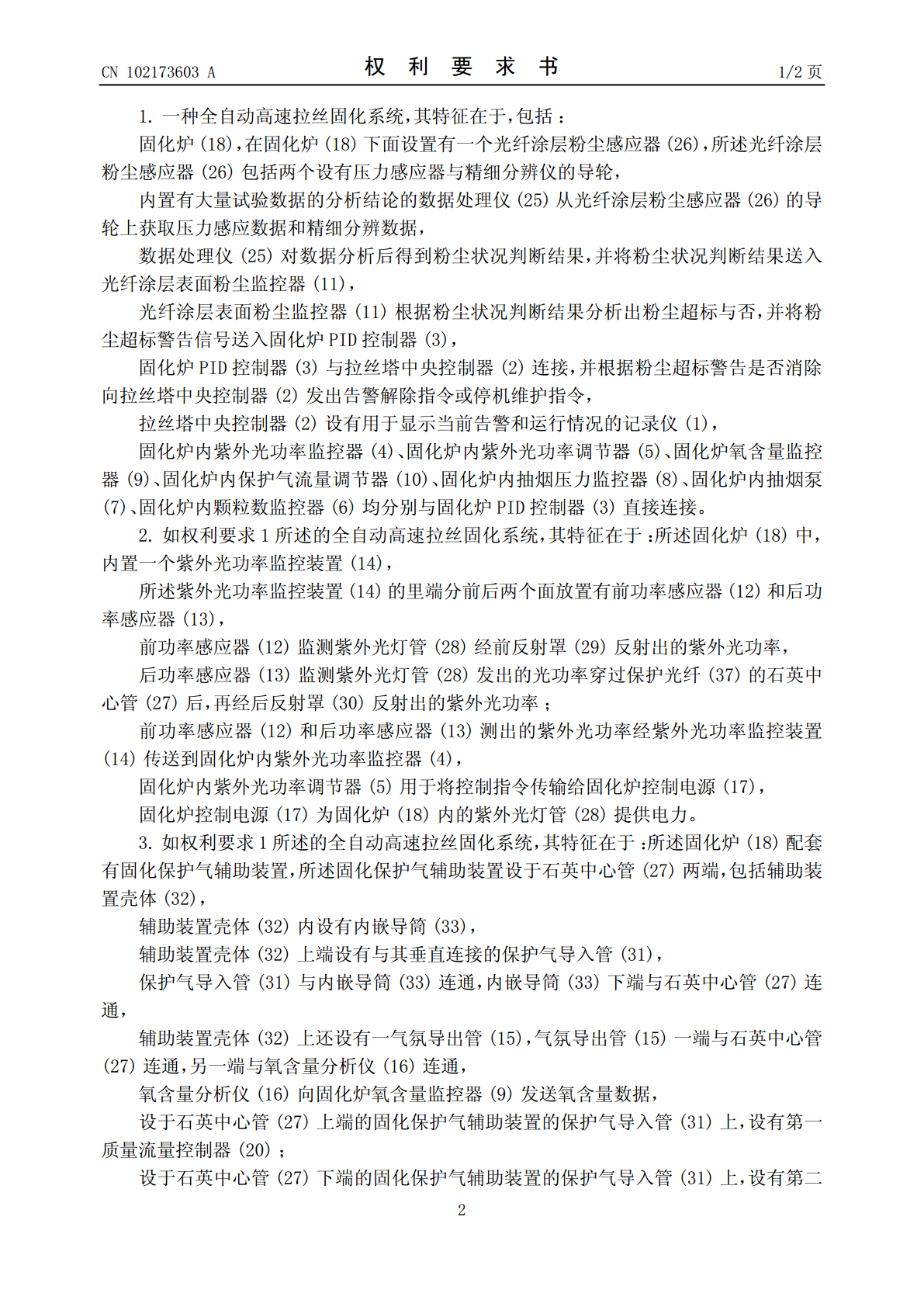
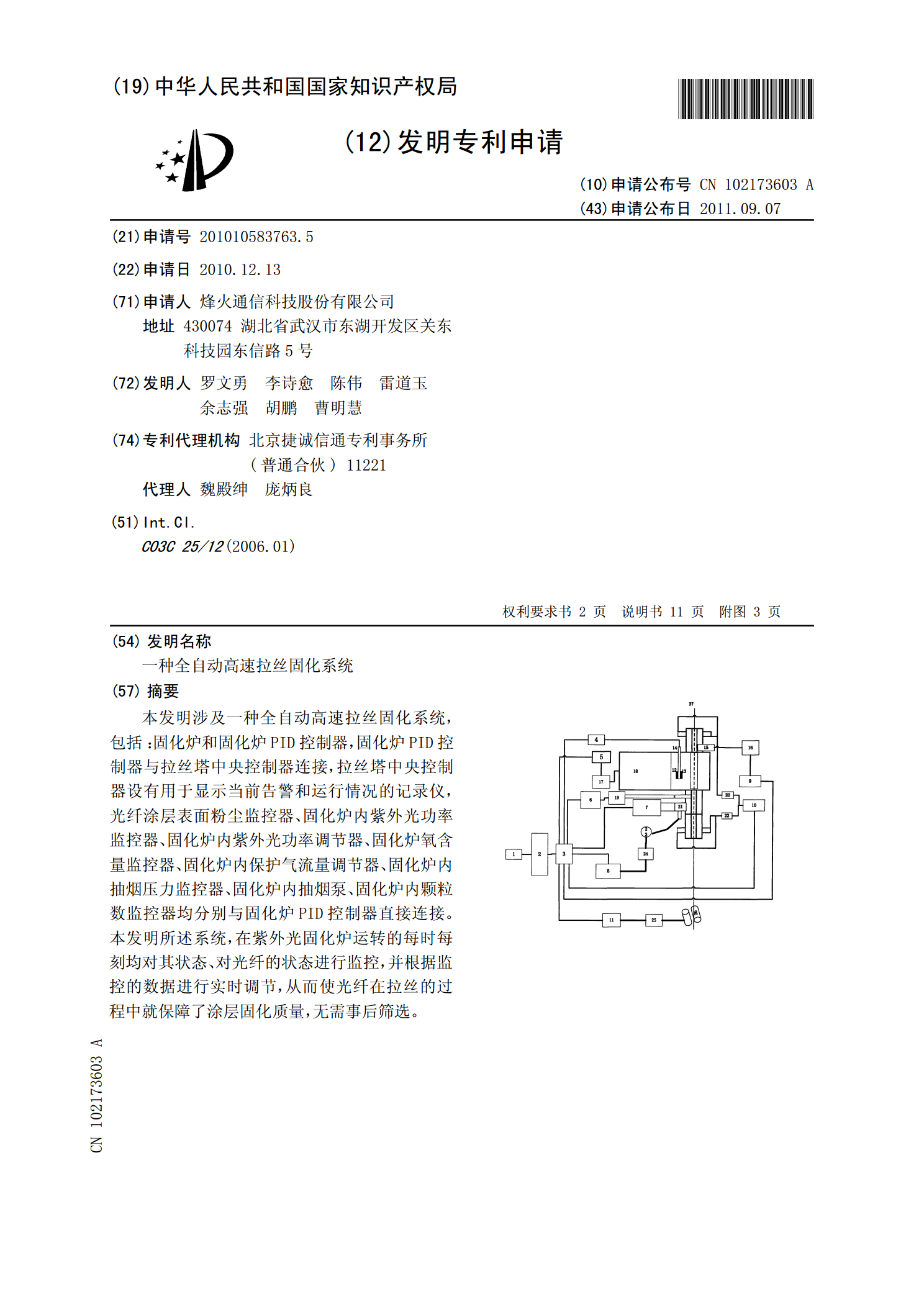
本发明涉及一种全自动高速拉丝固化系统,包括:固化炉和固化炉PID控制器,固化炉PID控制器与拉丝塔中央控制器连接,拉丝塔中央控制器设有用于显示当前告警和运行情况的记录仪,光纤涂层表面粉尘监控器、固化炉内紫外光功率监控器、固化炉内紫外光功率调节器、固化炉氧含量监控器、固化炉内保护气流量调节器、固化炉内抽烟压力监控器、固化炉内抽烟泵、固化炉内颗粒数监控器均分别与固化炉PID控制器直接连接。本发明所述系统,在紫外光固化炉运转的每时每刻均对其状态、对光纤的状态进行监控,并根据监控的数据进行实时调节,从而使光纤在拉
一种光纤高速拉丝紫外固化装置.pdf
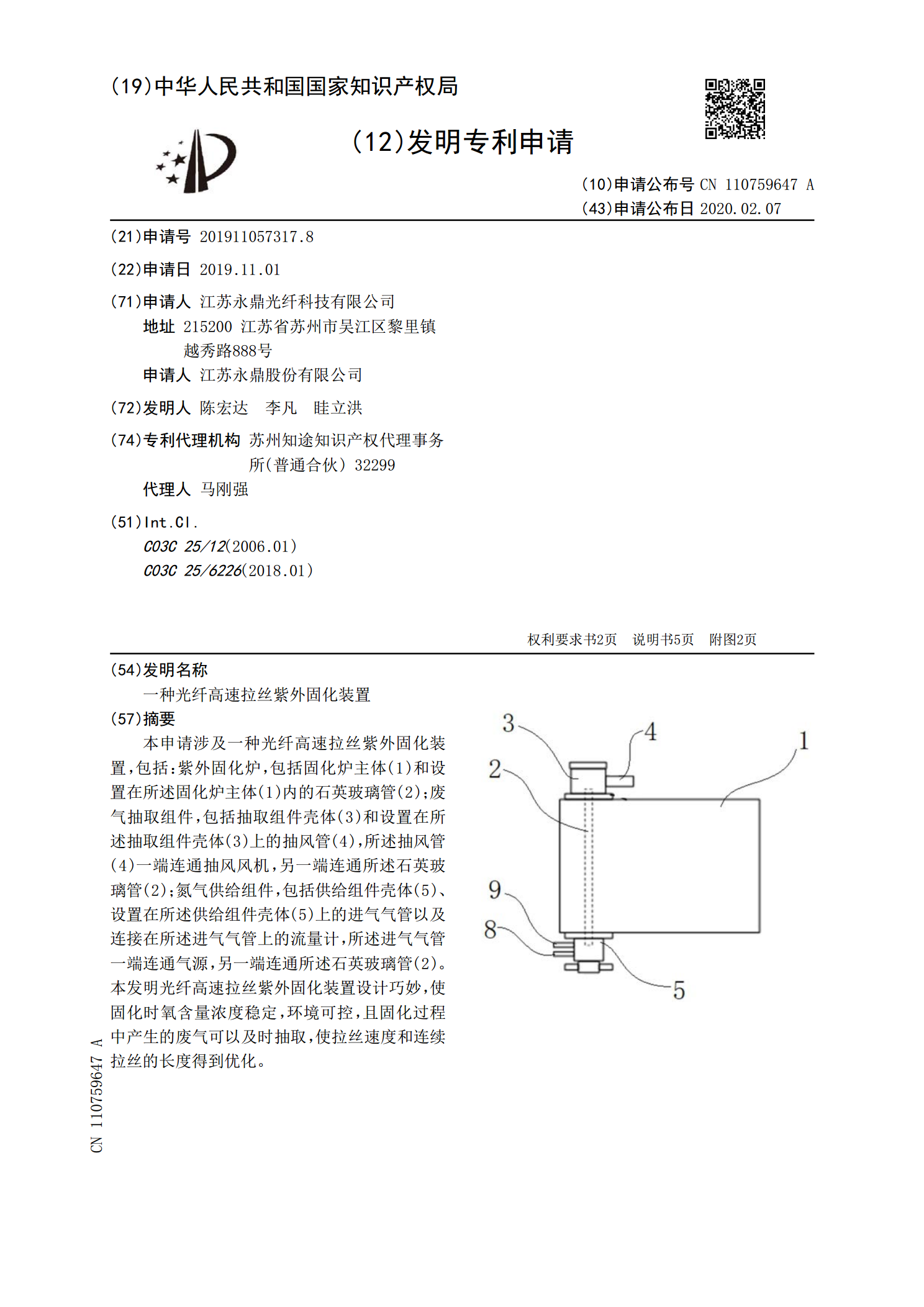
本申请涉及一种光纤高速拉丝紫外固化装置,包括:紫外固化炉,包括固化炉主体(1)和设置在所述固化炉主体(1)内的石英玻璃管(2);废气抽取组件,包括抽取组件壳体(3)和设置在所述抽取组件壳体(3)上的抽风管(4),所述抽风管(4)一端连通抽风风机,另一端连通所述石英玻璃管(2);氮气供给组件,包括供给组件壳体(5)、设置在所述供给组件壳体(5)上的进气气管以及连接在所述进气气管上的流量计,所述进气气管一端连通气源,另一端连通所述石英玻璃管(2)。本发明光纤高速拉丝紫外固化装置设计巧妙,使固化时氧含量浓度稳定
一种光纤高速拉丝系统.pdf
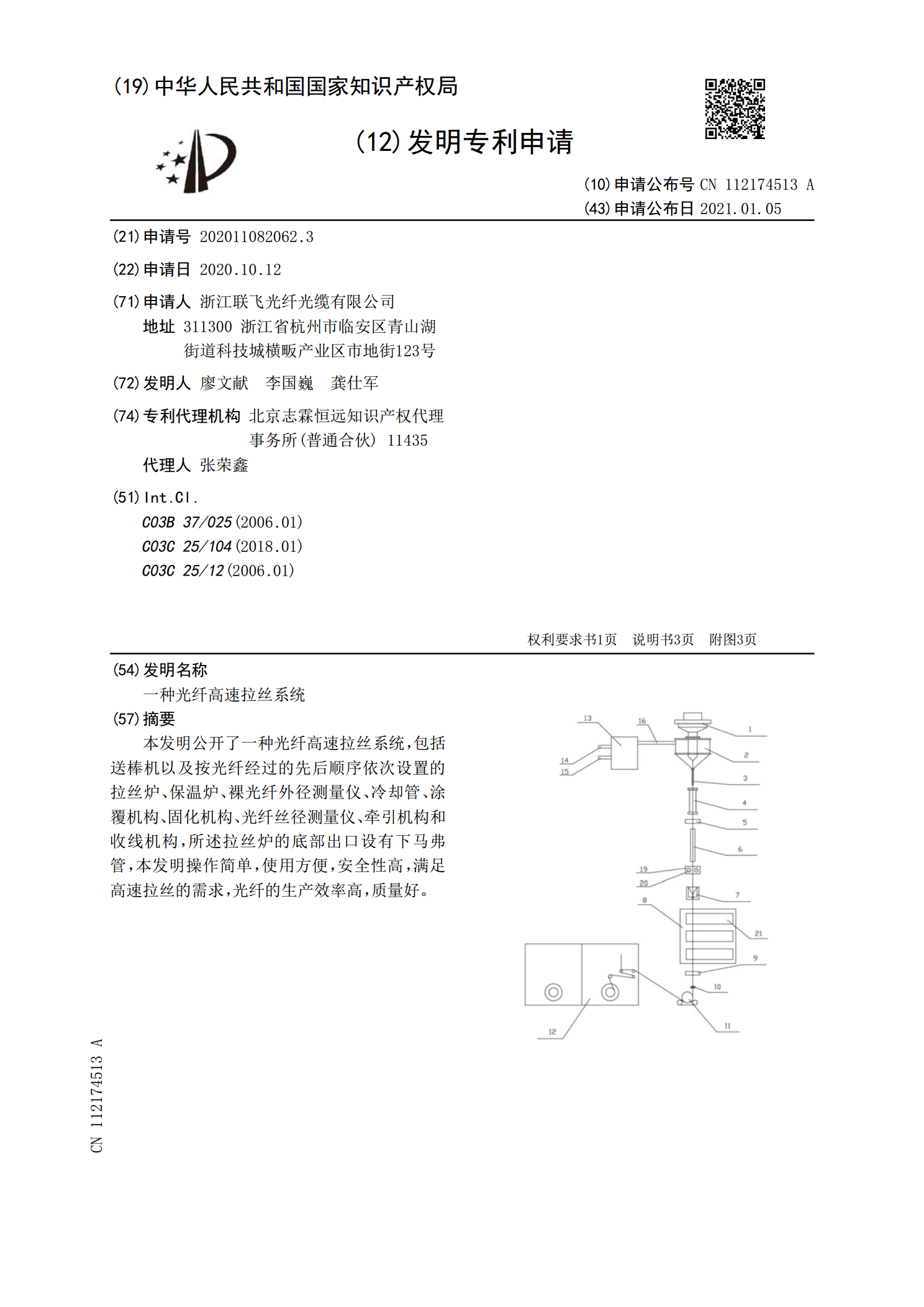
本发明公开了一种光纤高速拉丝系统,包括送棒机以及按光纤经过的先后顺序依次设置的拉丝炉、保温炉、裸光纤外径测量仪、冷却管、涂覆机构、固化机构、光纤丝径测量仪、牵引机构和收线机构,所述拉丝炉的底部出口设有下马弗管,本发明操作简单,使用方便,安全性高,满足高速拉丝的需求,光纤的生产效率高,质量好。
一种光纤拉丝UV固化氧含量自动调节系统.pdf
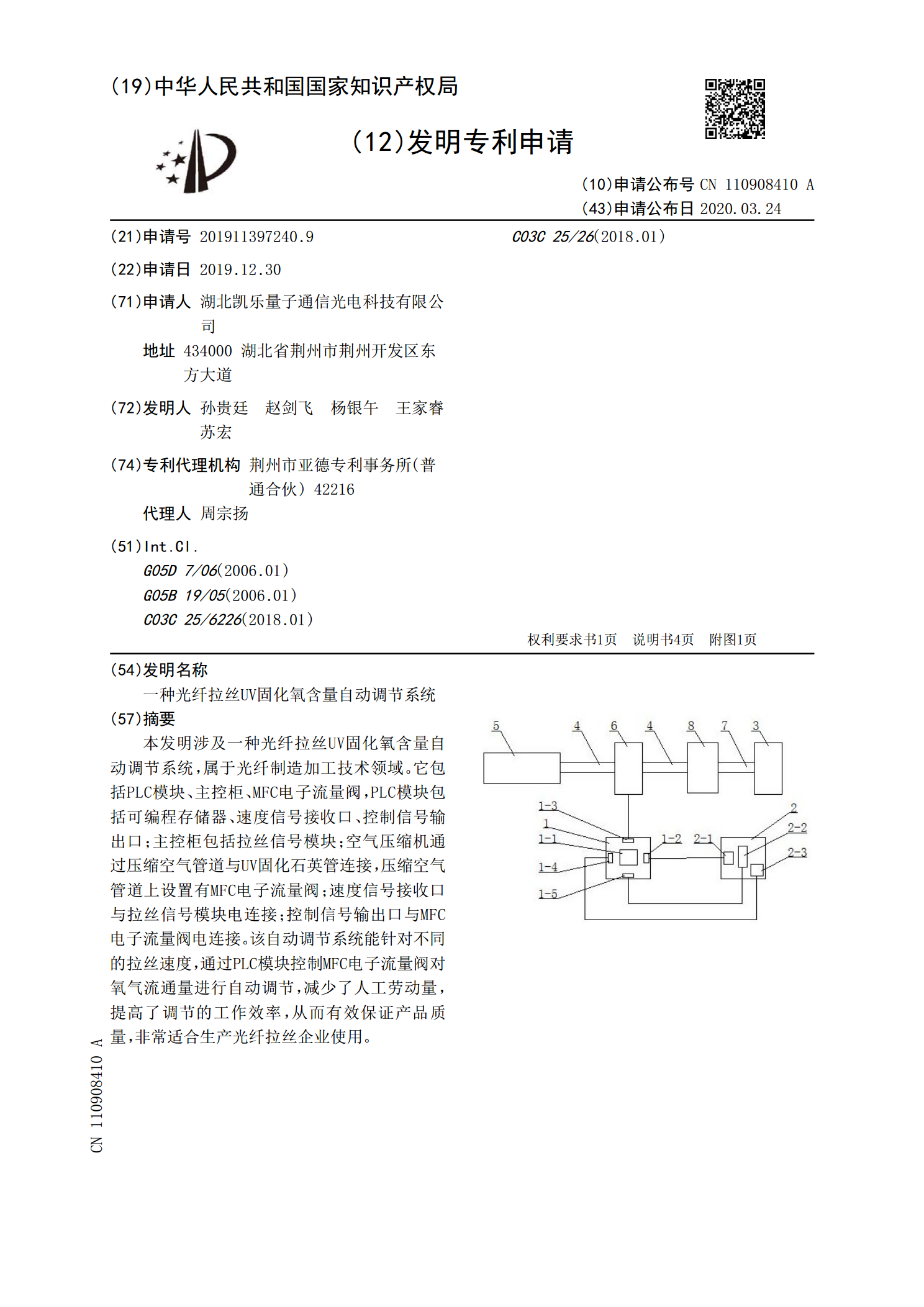
本发明涉及一种光纤拉丝UV固化氧含量自动调节系统,属于光纤制造加工技术领域。它包括PLC模块、主控柜、MFC电子流量阀,PLC模块包括可编程存储器、速度信号接收口、控制信号输出口;主控柜包括拉丝信号模块;空气压缩机通过压缩空气管道与UV固化石英管连接,压缩空气管道上设置有MFC电子流量阀;速度信号接收口与拉丝信号模块电连接;控制信号输出口与MFC电子流量阀电连接。该自动调节系统能针对不同的拉丝速度,通过PLC模块控制MFC电子流量阀对氧气流通量进行自动调节,减少了人工劳动量,提高了调节的工作效率,从而有效
一种高速光纤拉丝塔.pdf
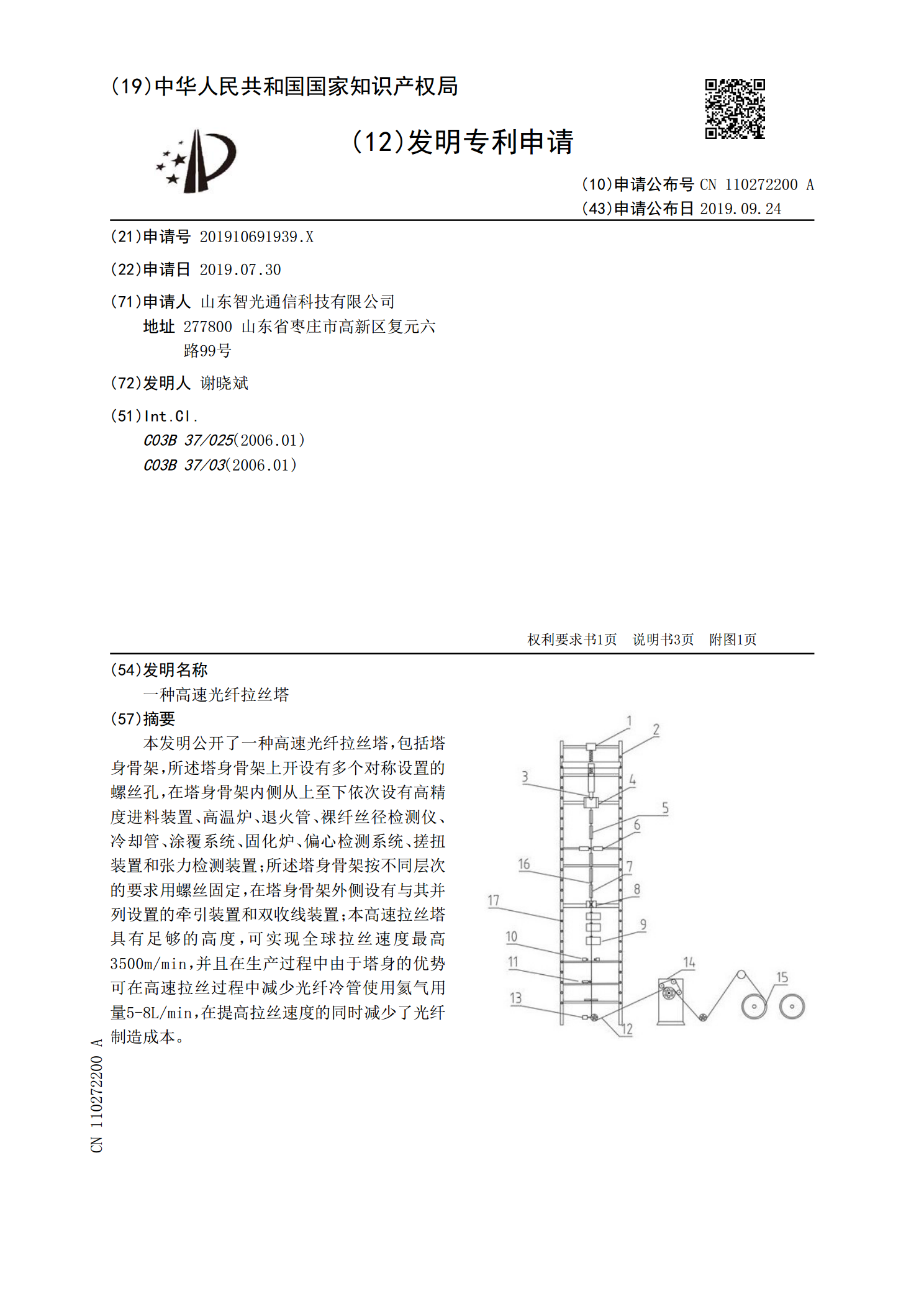
本发明公开了一种高速光纤拉丝塔,包括塔身骨架,所述塔身骨架上开设有多个对称设置的螺丝孔,在塔身骨架内侧从上至下依次设有高精度进料装置、高温炉、退火管、裸纤丝径检测仪、冷却管、涂覆系统、固化炉、偏心检测系统、搓扭装置和张力检测装置;所述塔身骨架按不同层次的要求用螺丝固定,在塔身骨架外侧设有与其并列设置的牵引装置和双收线装置;本高速拉丝塔具有足够的高度,可实现全球拉丝速度最高3500m/min,并且在生产过程中由于塔身的优势可在高速拉丝过程中减少光纤冷管使用氦气用量5‑8L/min,在提高拉丝速度的同时减少了