
转炉氧枪离线位快速精确对中方法.pdf

猫巷****婉慧


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
转炉氧枪离线位快速精确对中方法.pdf
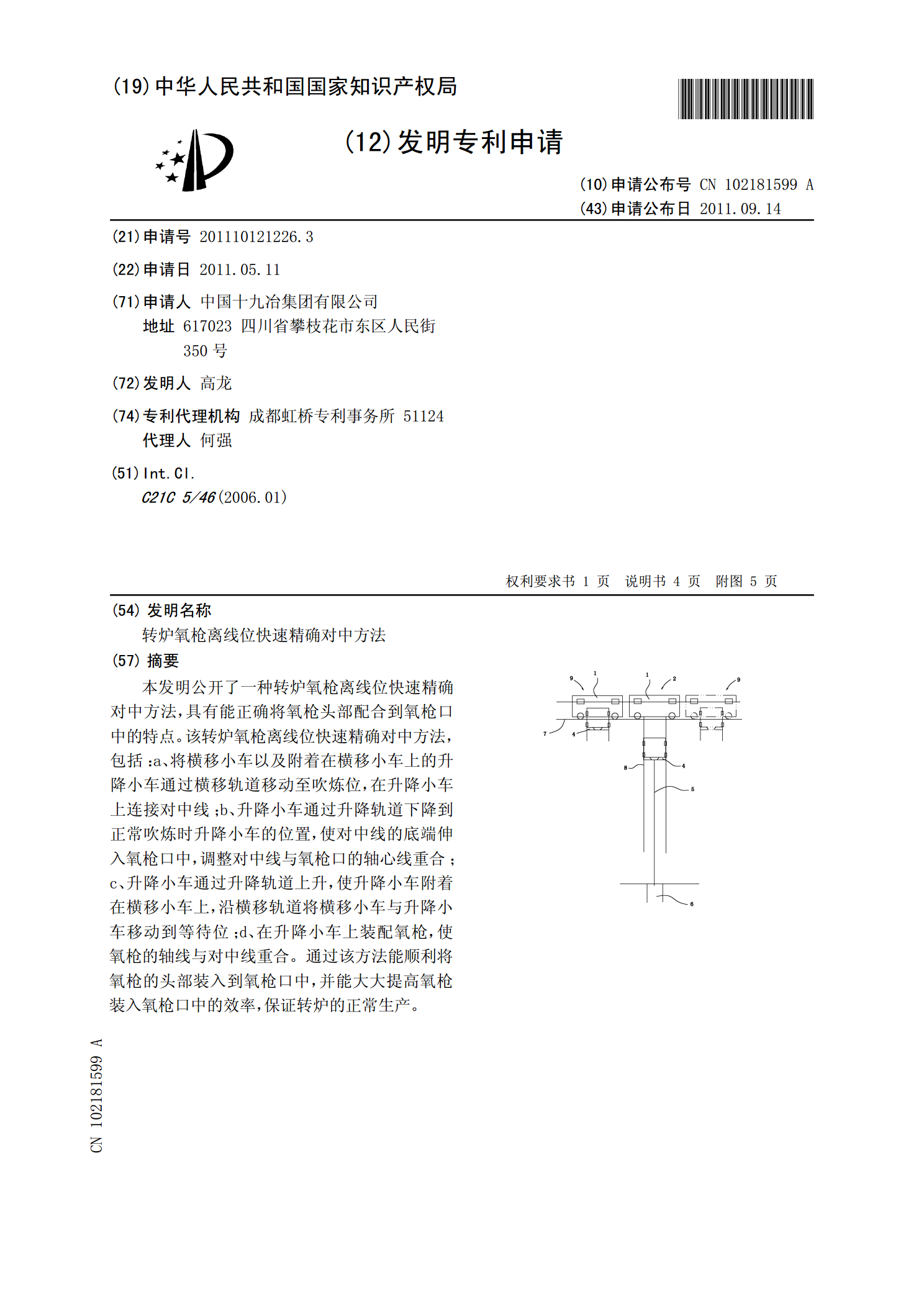
本发明公开了一种转炉氧枪离线位快速精确对中方法,具有能正确将氧枪头部配合到氧枪口中的特点。该转炉氧枪离线位快速精确对中方法,包括:a、将横移小车以及附着在横移小车上的升降小车通过横移轨道移动至吹炼位,在升降小车上连接对中线;b、升降小车通过升降轨道下降到正常吹炼时升降小车的位置,使对中线的底端伸入氧枪口中,调整对中线与氧枪口的轴心线重合;c、升降小车通过升降轨道上升,使升降小车附着在横移小车上,沿横移轨道将横移小车与升降小车移动到等待位;d、在升降小车上装配氧枪,使氧枪的轴线与对中线重合。通过该方法能顺利

转炉氧枪的枪位控制.docx
转炉氧枪的枪位控制转炉氧枪作为一种关键设备,被广泛应用于冶金工业中。其最重要的作用是将氧气引入转炉中,通过燃烧还原剂和氧气的作用,使得转炉中融化的铁水中的碳含量被大量减少,从而得到大量的高品质钢铁产品。而要实现这一目标,必须保证在整个能耗过程中,氧枪的枪位控制系统能够稳定运行。一般来讲,氧枪由枪体、吹口、吹嘴和配气管等主要部件构成。枪位控制则是指在操作轨道的一侧,配备安放在专门的操作室中,由控制人员进行操作和监测,使用计算机和数据记录仪等各种设备来控制和调整氧枪的位置,使其在整个操作过程中保持在正确的位置

转炉氧枪的枪位控制的开题报告.docx
转炉氧枪的枪位控制的开题报告一、项目背景转炉是冶金工业中最重要的设备之一,其主要用途是将废钢铁或铁矿石加热、熔化和还原,将铁、石灰和石墨等原料混合后,在强大的冷却气流作用下,快速冷却得到钢水。转炉氧气枪是冶金生产中使用的一个重要设备,它能够为转炉提供所需的氧气,控制冶炼过程,提高钢水质量。目前,转炉氧气枪的枪位控制系统仍存在一些问题,例如:1.手动操作模式下,需要人工精准地调节氧气枪的位置,容易造成误差,影响生产效率和产品质量。2.程序控制模式下,控制系统的精度和稳定性还有待提高,容易造成系统失控,给生产
转炉氧枪检修位调枪装置.pdf
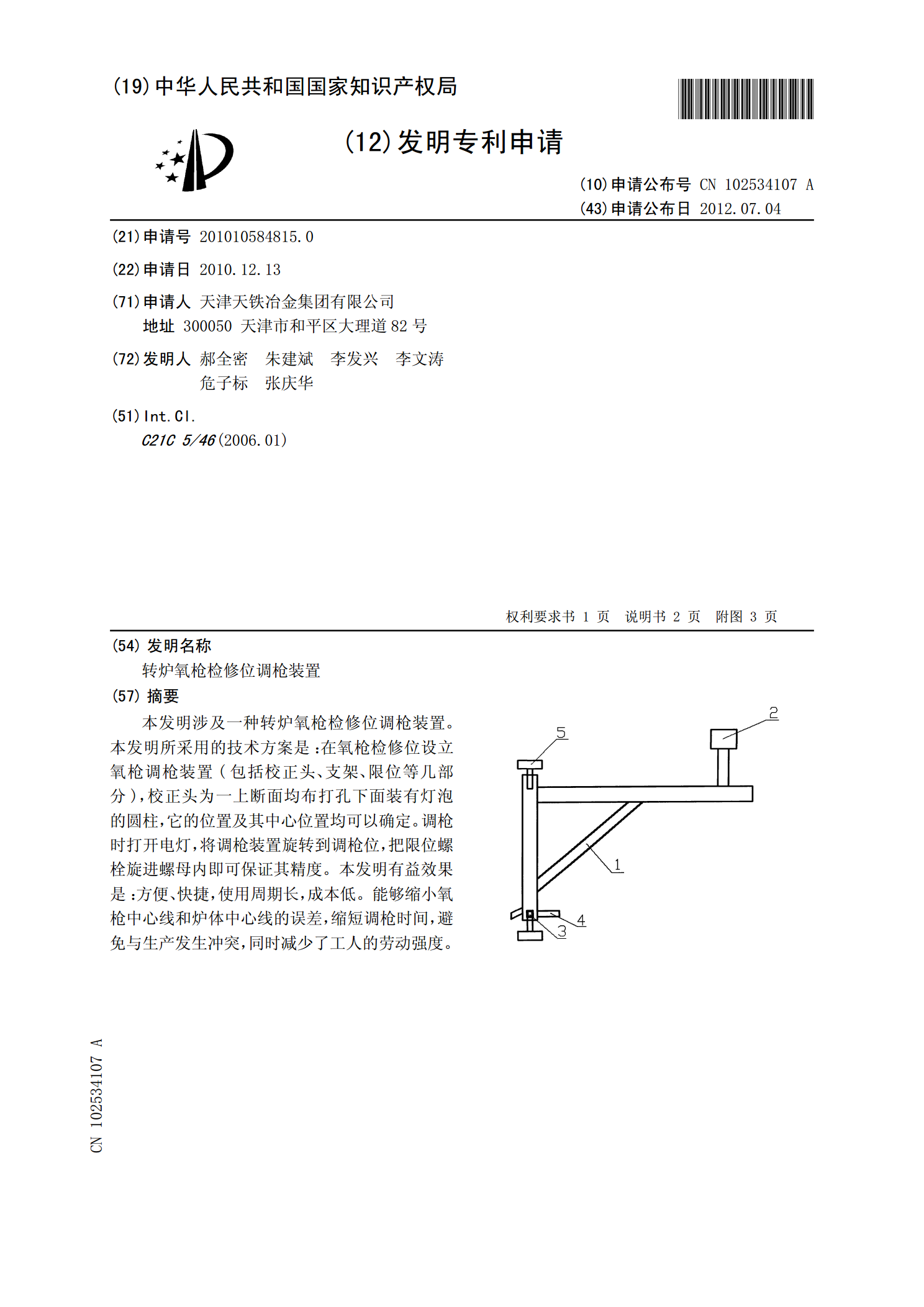
本发明涉及一种转炉氧枪检修位调枪装置。本发明所采用的技术方案是:在氧枪检修位设立氧枪调枪装置(包括校正头、支架、限位等几部分),校正头为一上断面均布打孔下面装有灯泡的圆柱,它的位置及其中心位置均可以确定。调枪时打开电灯,将调枪装置旋转到调枪位,把限位螺栓旋进螺母内即可保证其精度。本发明有益效果是:方便、快捷,使用周期长,成本低。能够缩小氧枪中心线和炉体中心线的误差,缩短调枪时间,避免与生产发生冲突,同时减少了工人的劳动强度。
一种转炉氧枪快速打火的方法.pdf
本发明涉及一种转炉氧枪快速打火的方法,在废钢槽槽尾加入干燥的氧化铁皮,转炉加入废钢后,倾动转炉在‑40°~60°之间,加入废钢后兑铁,打开氧枪氧气阀门进行打火,氧压控制在0.6~0.8MPa之间,枪位控制在2.8~3.5m,待炉口火焰高出烟罩将氧压调整到冶炼氧压,枪位同时调整至初始冶炼枪位进行冶炼,铁水中的碳与氧化铁皮发生剧烈的碳氧反应,在炉内引发火焰。本发明能够使氧枪快速打火,简单易行,易于操作。