
一种罩式退火炉钢卷堆垛组合优化方法.pdf

书生****ma


1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种罩式退火炉钢卷堆垛组合优化方法.pdf
本发明涉及钢铁冶金信息技术技术领域,尤其涉及一种罩式退火炉钢卷堆垛组合优化方法。本发明针对罩式退火炉的退火工艺特点,在分析了钢卷的外形尺寸(外径、宽度、厚度等)和钢种对退火时间的影响以及各种约束条件限制的基础上,以最小化堆垛数和最大化炉台生产效率为优化目标,建立了罩式炉堆垛优化数学模型,并提出了一个结合最优匹配递减法(FFD)、遗传算法(GA)和模拟退火算法(SA)等方法的混合遗传算法(FGSA)对模型进行求解。该方法能够实现罩式炉退火生产的信息化和自动化,降低了排产人员的劳动强度,提高了生产厂的生产效率

罩式退火炉钢卷悬浮式堆垛技术改造.docx
罩式退火炉钢卷悬浮式堆垛技术改造随着钢铁行业的不断发展,钢卷储存和输送技术也在不断更新换代。传统的堆垛方式存在很多问题,如占地面积大、堆垛时易产生氧化皮、堆垛高度受限等问题。为了解决这些问题,罩式退火炉钢卷悬浮式堆垛技术逐渐得到广泛应用,并且经过不断改进和优化,其效果也越来越出色。一、罩式退火炉钢卷悬浮式堆垛技术罩式退火炉钢卷悬浮式堆垛技术是指通过使用气垫及吊钩技术,使钢卷悬浮在空中,并在一定高度上进行堆垛。悬浮堆垛节省了堆垛面积,避免了直接接触地面的污染和氧化问题,并且可以根据需要自由调整堆垛的高度和形
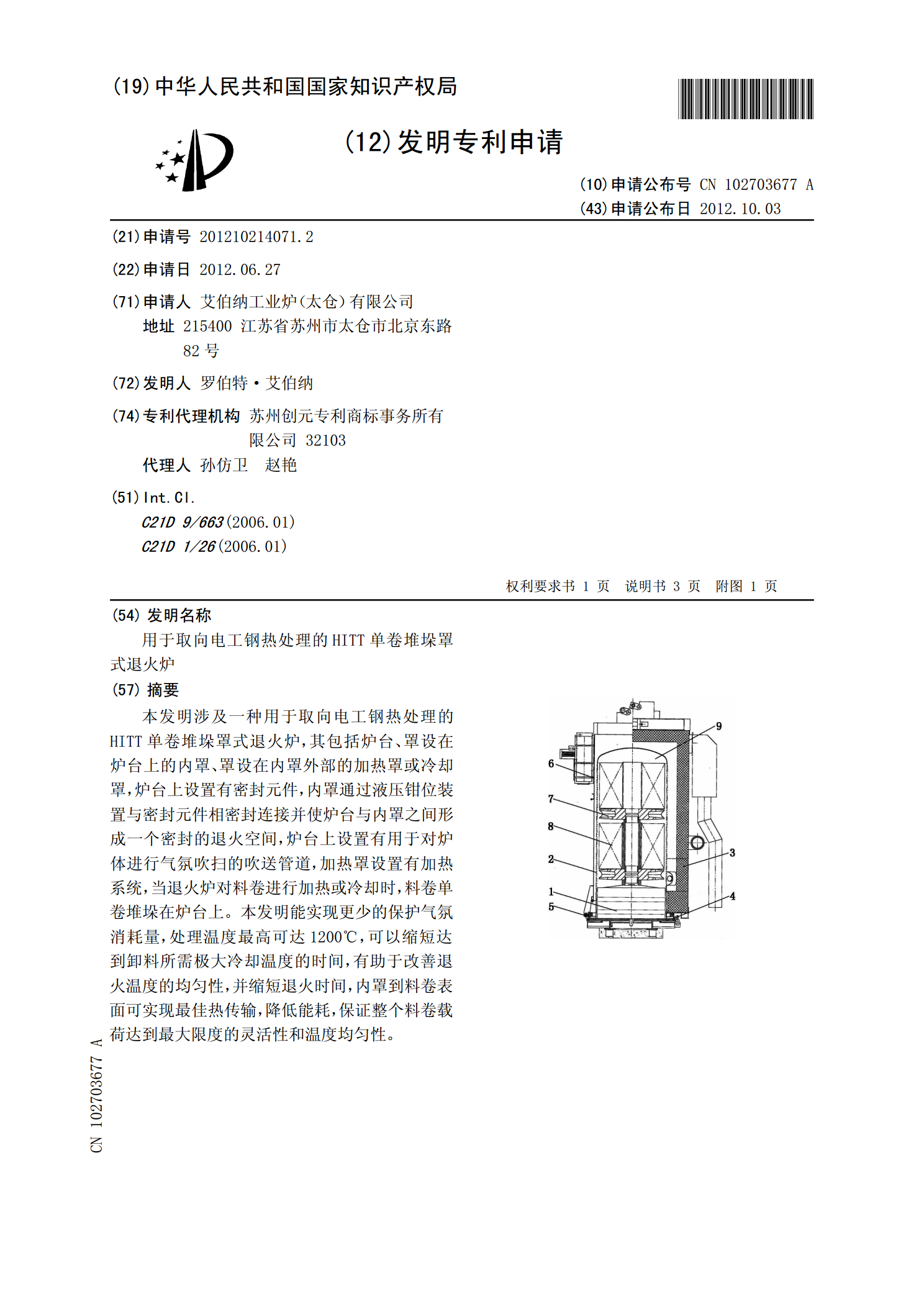
用于取向电工钢热处理的HITT单卷堆垛罩式退火炉.pdf
本发明涉及一种用于取向电工钢热处理的HITT单卷堆垛罩式退火炉,其包括炉台、罩设在炉台上的内罩、罩设在内罩外部的加热罩或冷却罩,炉台上设置有密封元件,内罩通过液压钳位装置与密封元件相密封连接并使炉台与内罩之间形成一个密封的退火空间,炉台上设置有用于对炉体进行气氛吹扫的吹送管道,加热罩设置有加热系统,当退火炉对料卷进行加热或冷却时,料卷单卷堆垛在炉台上。本发明能实现更少的保护气氛消耗量,处理温度最高可达1200℃,可以缩短达到卸料所需极大冷却温度的时间,有助于改善退火温度的均匀性,并缩短退火时间,内罩到料卷

罩式退火炉新型堆垛技术的开发.docx
罩式退火炉新型堆垛技术的开发随着现代工业的发展,各个行业对退火技术的要求也不断提高。罩式退火炉作为一种重要的退火设备,在各个行业中都有着广泛的应用。在这个过程中,新型堆垛技术的开发也为罩式退火炉带来了更为出色的效果,为各个行业提供更为高效和可靠的退火服务。一、罩式退火炉基础知识罩式退火炉是一种特殊的退火设备,具有相比传统设备更好的性能和效果。在罩式退火炉加热的过程中,吸附在横向划分区域内的部分气体随机扩散,同时会分子间碰撞,被吸附在固体表面的气体分子也会向空气中逸散。通过这种热平衡过程,使得罩式退火炉可以
罩式退火炉装炉组合的优化模型及其算法.pdf
第38卷第2期信息与控制、,o1.38.NO.22009年4月InformationandControlApr.,2009文章编号:1002—0411(2009)-02—0211-07罩式退火炉装炉组合的优化模型及其算法刘颖,刘全利,王伟(大连理工大学信息与控制研究中心,辽宁大连116024)摘要:针对罩式炉退火工艺中的钢卷装炉优化组合问题,建立了以最小化装炉计划数和钢卷总加热时间为目标的数学模型,提出了一种白适应遗传算法和蚁群算法相结合的两阶段智能优化算法.该算法按照先优化钢卷装炉计划数后优化钢卷总加热