
一种利用热旋锻技术制备钨铜合金丝材的方法.pdf

玉军****la

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种利用热旋锻技术制备钨铜合金丝材的方法.pdf
一种利用热旋锻技术制备钨铜合金丝材的方法,按以下步骤进行,先按重量百分比分别称取铜粉、钨粉和添加剂丙三醇,并将三种配料共同机械搅拌混合;再将混合好的具有一定流动性的粘稠液以高速装入石墨模具中;放在真空烧结炉内预烧结;然后在氢气或氦气的保护气氛烧结炉内熔渗铜;最后热旋锻和无心磨削加工可获得一定直径、任意长度的丝材;本发明的有益效果是:工艺简单,操作方便,制作成本低,同时还具有产品的性能稳定、质量高、成品率高的优点,解决了现有技术制备细长类钨铜材料工艺复杂,制作成本高的问题,可广泛用于电极、LED灯、等离子体
一种利用熔铸后热旋锻技术制备铜包覆钢线材的方法.pdf
本发明公开了一种利用熔铸后热旋锻技术制备铜包覆钢线材的方法,按以下步骤实施:根据所制线材的规格选择不同的钢芯直径;将处理好的钢芯装入石墨模具中,在氮气或氩气保护气氛高温炉中,加热到1050-1150℃,保温20-30min,将熔融的纯铜液注入到石墨模具中,随炉冷却即得到铜包覆钢坯料;将所制铜包覆钢坯料,在电阻炉里加热到380-420℃,保温10-15min,然后放到旋锻机上进行多道次的旋锻,每锻一次都要回炉退火,直到符合工艺规格的外径尺寸要求;将所制铜包覆钢线材通过化学抛光后,用清水冲洗干净,烘干即成。本

钨材旋锻加工的有限元模拟的开题报告.docx
钨材旋锻加工的有限元模拟的开题报告题目:钨材旋锻加工的有限元模拟的开题报告一、选题背景钨是一种重要的金属材料,在军工、航空航天、医学等领域有着广泛的应用。钨材的加工方式也非常重要,其中旋锻加工是一种常用的加工方式。利用旋锻加工,可以使钨材的强度和韧性得到进一步提高,从而满足各种工业领域的需求。然而,旋锻加工工艺存在不确定性因素,需要通过数值模拟的方式来解决。二、选题目的本选题旨在研究钨材旋锻加工过程中的变形机制,通过有限元模拟的方法,探究旋锻加工过程中的加工参数对于材料变形的影响,进一步优化旋锻工艺的参数
热锻材的制造方法.pdf
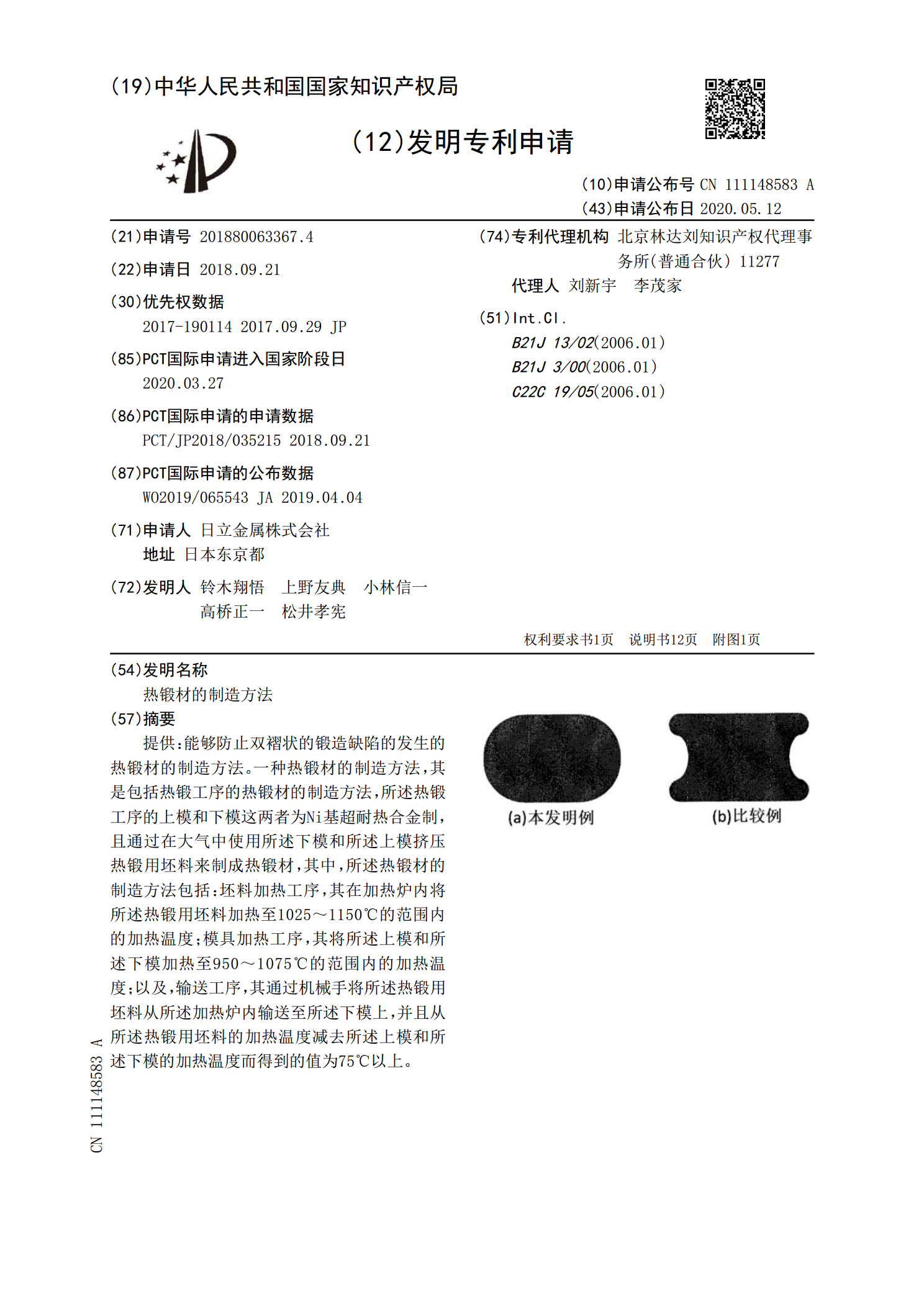
提供:能够防止双褶状的锻造缺陷的发生的热锻材的制造方法。一种热锻材的制造方法,其是包括热锻工序的热锻材的制造方法,所述热锻工序的上模和下模这两者为Ni基超耐热合金制,且通过在大气中使用所述下模和所述上模挤压热锻用坯料来制成热锻材,其中,所述热锻材的制造方法包括:坯料加热工序,其在加热炉内将所述热锻用坯料加热至1025~1150℃的范围内的加热温度;模具加热工序,其将所述上模和所述下模加热至950~1075℃的范围内的加热温度;以及,输送工序,其通过机械手将所述热锻用坯料从所述加热炉内输送至所述下模上,并且

一种层绕旋锻制备镁合金棒材的方法及系统.pdf
本发明属于异构材料制备领域,具体涉及一种层绕旋锻制备镁合金棒材的方法及系统。该方法是将两种或两种以上具有不同析出行为的镁合金丝材交错缠绕在镁合金棒材上,然后进行多模多道次旋锻加工,使两种材料在大压力变形的作用下实现良好的冶金结合。最后通过时效热处理调控第二相的析出,得到一种高强高韧析出强化的异构镁合金棒材。本发明通过层绕和旋锻相结合的变形方式,结合后续的固溶时效热处理,可以制备一系列多尺度析出强化异构镁合金棒材;制得的异构镁合金棒材在一定程度上可以兼得软相的韧性和硬相的强度,获得良好的综合力学性能。