
一种定位盘薄层碳氮共渗热处理方法.pdf

一只****懿呀


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种定位盘薄层碳氮共渗热处理方法.pdf
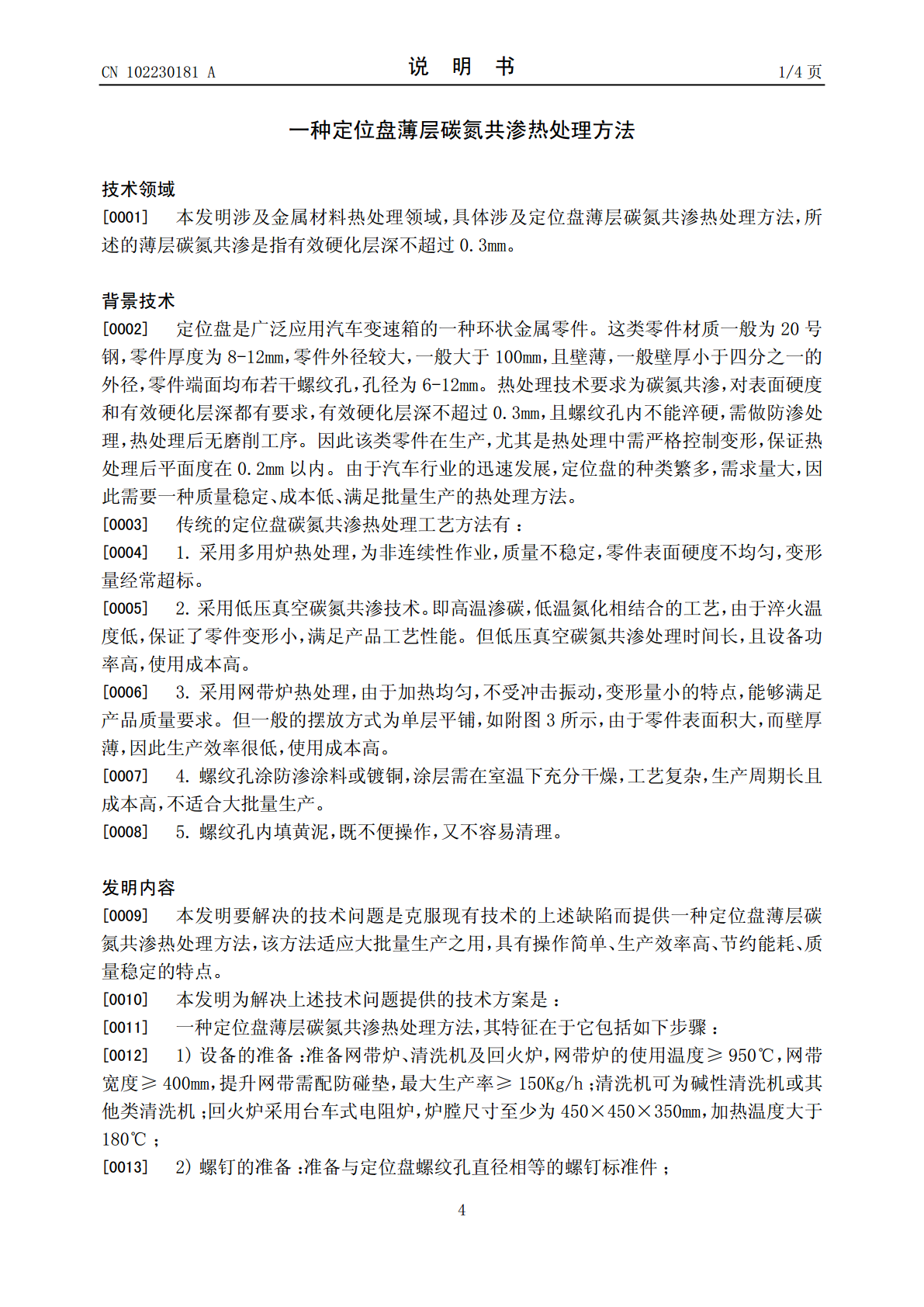
本发明涉及一种定位盘薄层碳氮共渗热处理方法,其特征在于它包括如下步骤:准备设备准备和螺钉;定位盘清洗;拧入螺钉;设定网带炉参数;定位盘装炉;定位盘碳氮共渗淬火;定位盘清洗;拆出螺钉;定位盘回火;冷却得到回火后定位盘。其中,提升网带防碰垫为木头材质且用螺钉固定,防止零件淬火时碰伤、经济实用无污染;拧入螺钉使螺纹孔防渗碳氮且不影响接触区的渗碳效果;将定位盘零件反向相对地双层摆放在网带上,保证其中一件定位盘零件的螺头落在另一件定位盘零件端面上,比传统单层摆放时间稍有延长,但远远低于单层摆放时间的两倍,提高了效率
凸轮浅层碳氮共渗热处理方法.pdf
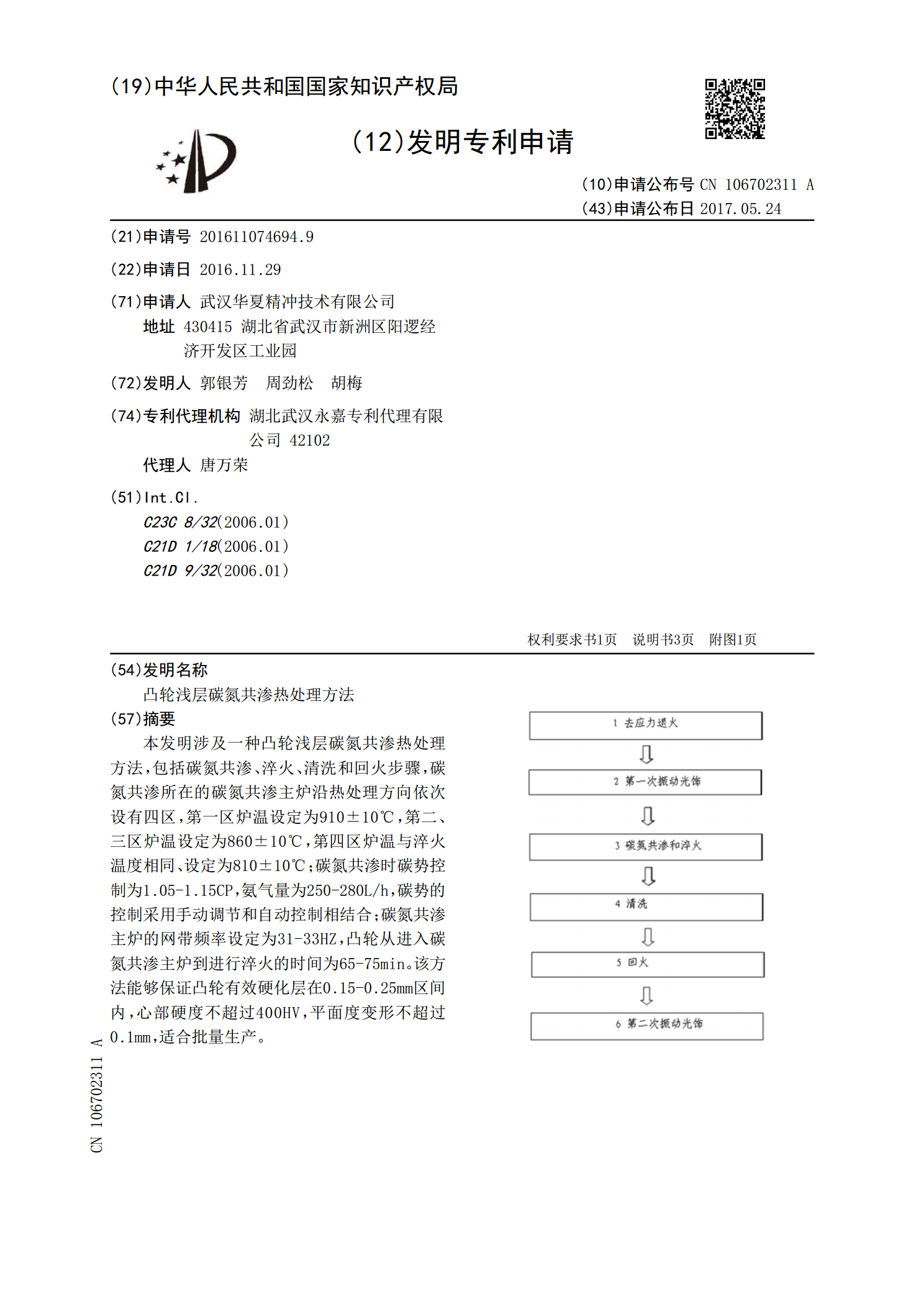
本发明涉及一种凸轮浅层碳氮共渗热处理方法,包括碳氮共渗、淬火、清洗和回火步骤,碳氮共渗所在的碳氮共渗主炉沿热处理方向依次设有四区,第一区炉温设定为910±10℃,第二、三区炉温设定为860±10℃,第四区炉温与淬火温度相同、设定为810±10℃;碳氮共渗时碳势控制为1.05‑1.15CP,氨气量为250‑280L/h,碳势的控制采用手动调节和自动控制相结合;碳氮共渗主炉的网带频率设定为31‑33HZ,凸轮从进入碳氮共渗主炉到进行淬火的时间为65‑75min。该方法能够保证凸轮有效硬化层在0.15‑0.25

一种碳氮共渗热处理碳势的实时验证方法.pdf
本发明公开了一种碳氮共渗热处理碳势的实时验证方法,涉及碳势测定技术领域。该方法步骤如下:S1、选用低碳钢片,钢片供货状态为冷轧态;S2、钢片在进入热处理炉前先进行表面清洗;S3、通过取样装置将钢片从热处理炉炉顶的取样孔放入炉内,让钢片随热处理工艺进行处理,保持30~45min,拉到取样装置内缓冷2~3min取出;S4、钢片进行表面清洗,并干燥、破碎;S5、用万分之一天平称好样品,输入电脑,按选定的分析操作方式进行红外碳硫分析,分析C、S含量。本发明工艺简单、可操作性强、免维护,可有效对碳氮共渗热处理碳势进

低真空超薄层碳氮共渗研究.docx
低真空超薄层碳氮共渗研究低真空超薄层碳氮共渗研究摘要:本文主要针对低真空超薄层碳氮共渗进行了系统的研究。通过对共渗工艺进行优化,采用不同的工艺参数,成功制备出了不同碳氮共渗层,并对其性能进行了研究。通过表征手段分析了共渗层的显微结构、硬度和耐磨性等性能,并对其形成机制进行了分析。研究结果表明,低真空超薄层碳氮共渗层具有良好的机械性能和耐磨性能,适用于许多领域。1.引言碳氮共渗层是一种通过碳和氮元素共同渗入基体材料中,形成一种新的薄层材料的方法。碳、氮元素具有良好的力学和化学性能,可以有效地提高材料的硬度、

表面热处理包括( )。 碳氮共渗.pdf
表面热处理是一种常见的金属加工工艺,它通过改变金属表面的化学成分和组织结构,从而提高其硬度、耐磨性和耐腐蚀性。在表面热处理的范畴中,碳氮共渗是一项重要的技术,它能够使金属零件表面形成高硬度的碳化物和氮化物层,在不改变零件整体组织的情况下提高其表面性能。一、表面热处理的基本概念及分类1.表面热处理的定义:指的是在金属零件表面局部加热或改变其表面组织,从而提高其表面性能的工艺。表面热处理可以分为化学处理和物理处理两大类。2.化学处理:包括渗碳、渗氮、渗硼等,能够在金属表面形成化合物层,提高硬度和耐腐蚀性。3.