
锂电池用铝箔的生产方法.pdf

睿德****找我


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锂电池用铝箔的生产方法.pdf
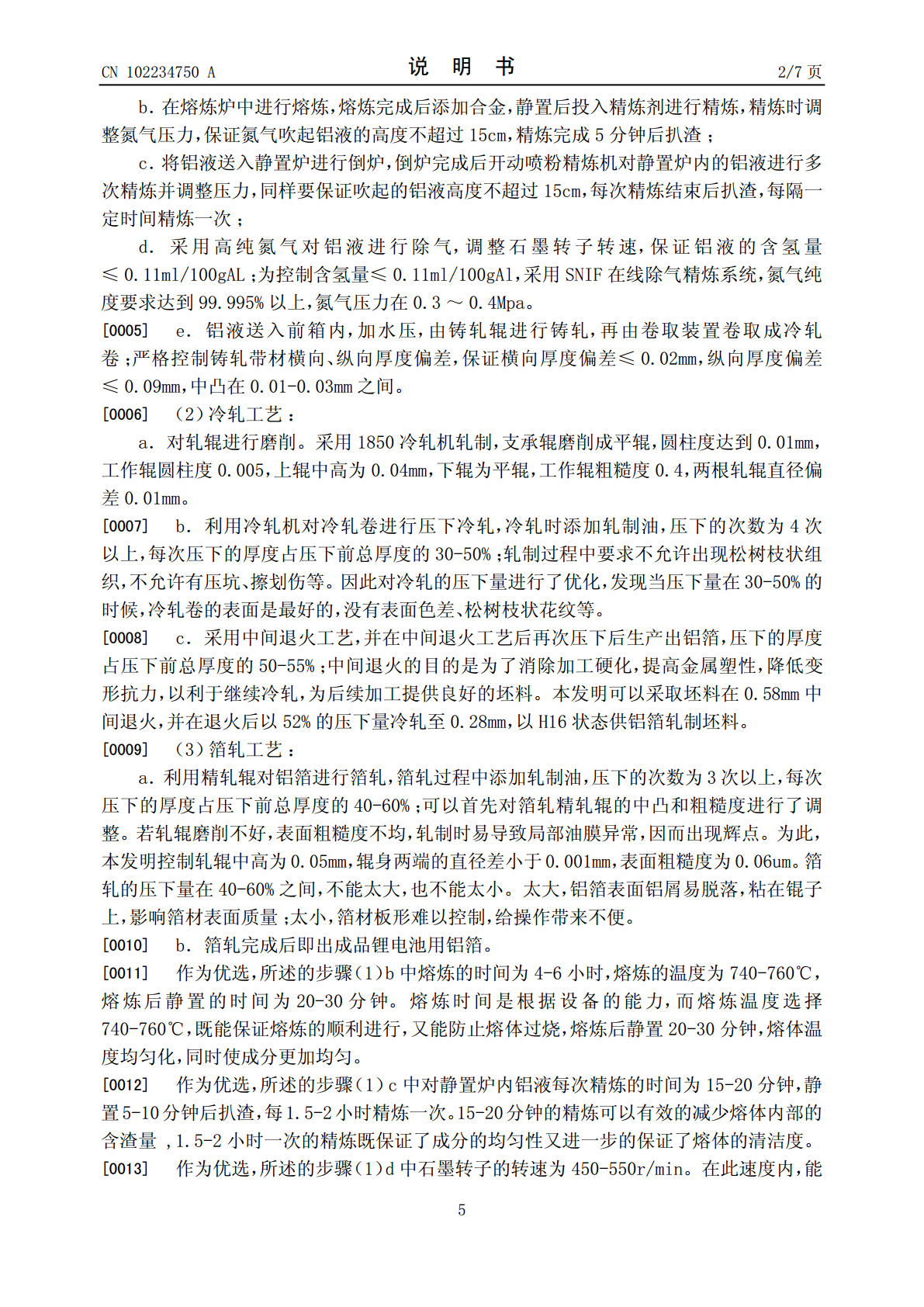
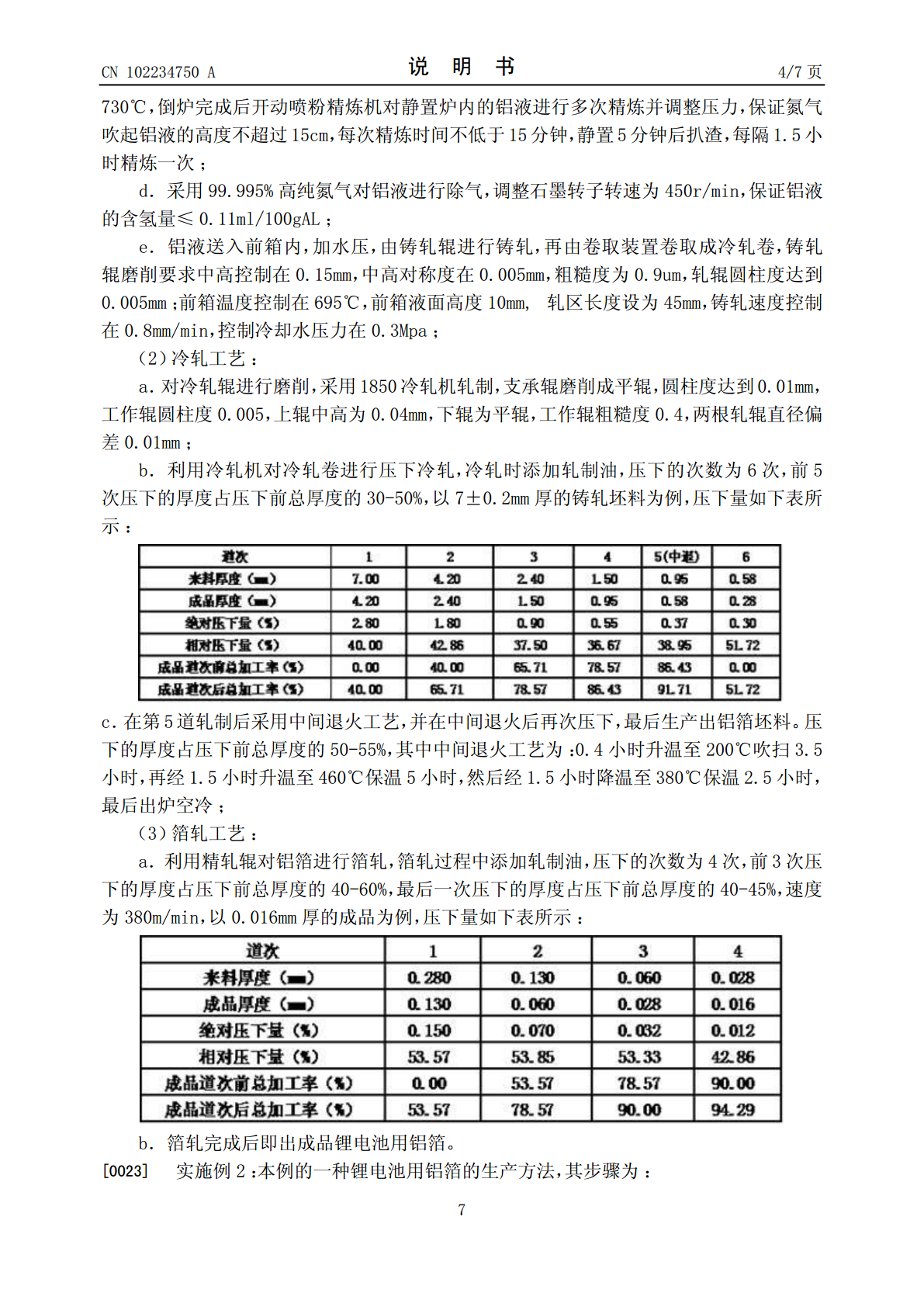
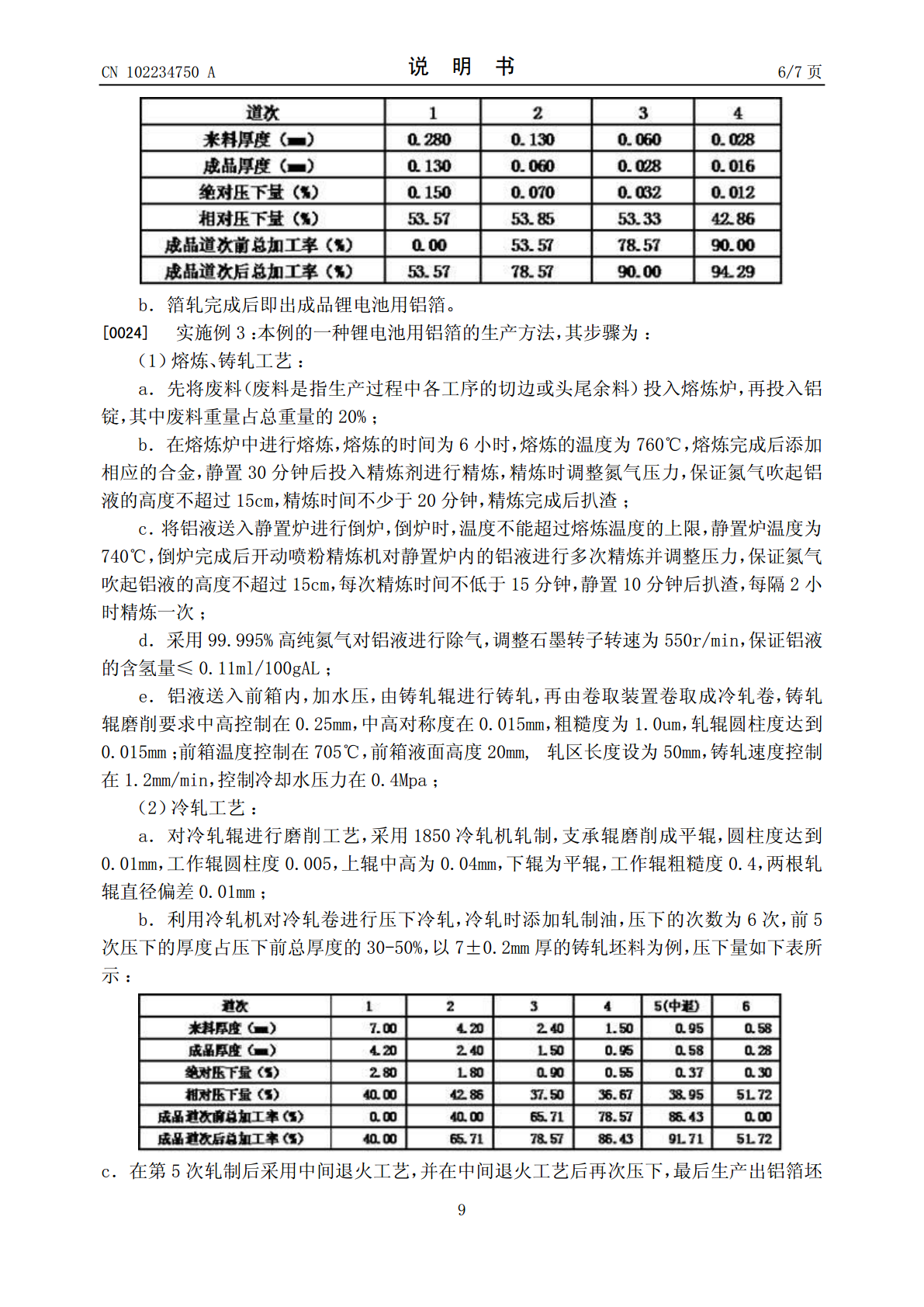
本发明涉及一种铝箔的生产方法,尤其是涉及一种锂电池用铝箔的生产方法。其主要是解决现有技术所存在的制作出来的铝箔暗面有辉点和重量偏差较大,暗面辉点问题不但影响铝箔的表面质量,还严重影响了铝箔的使用性能,加上厚度偏差,最终将直接影响锂电池基材的涂层均匀性和导电性等的技术问题。本发明的步骤:熔炼、铸轧工艺:将废料、铝锭投入熔炼炉熔炼,倒炉后精炼、扒渣,除气、过滤;冷轧工艺:利用冷轧机对冷轧卷进行压下冷轧,并采用中间退火工艺;箔轧工艺:利用精轧辊对铝箔进行箔轧。
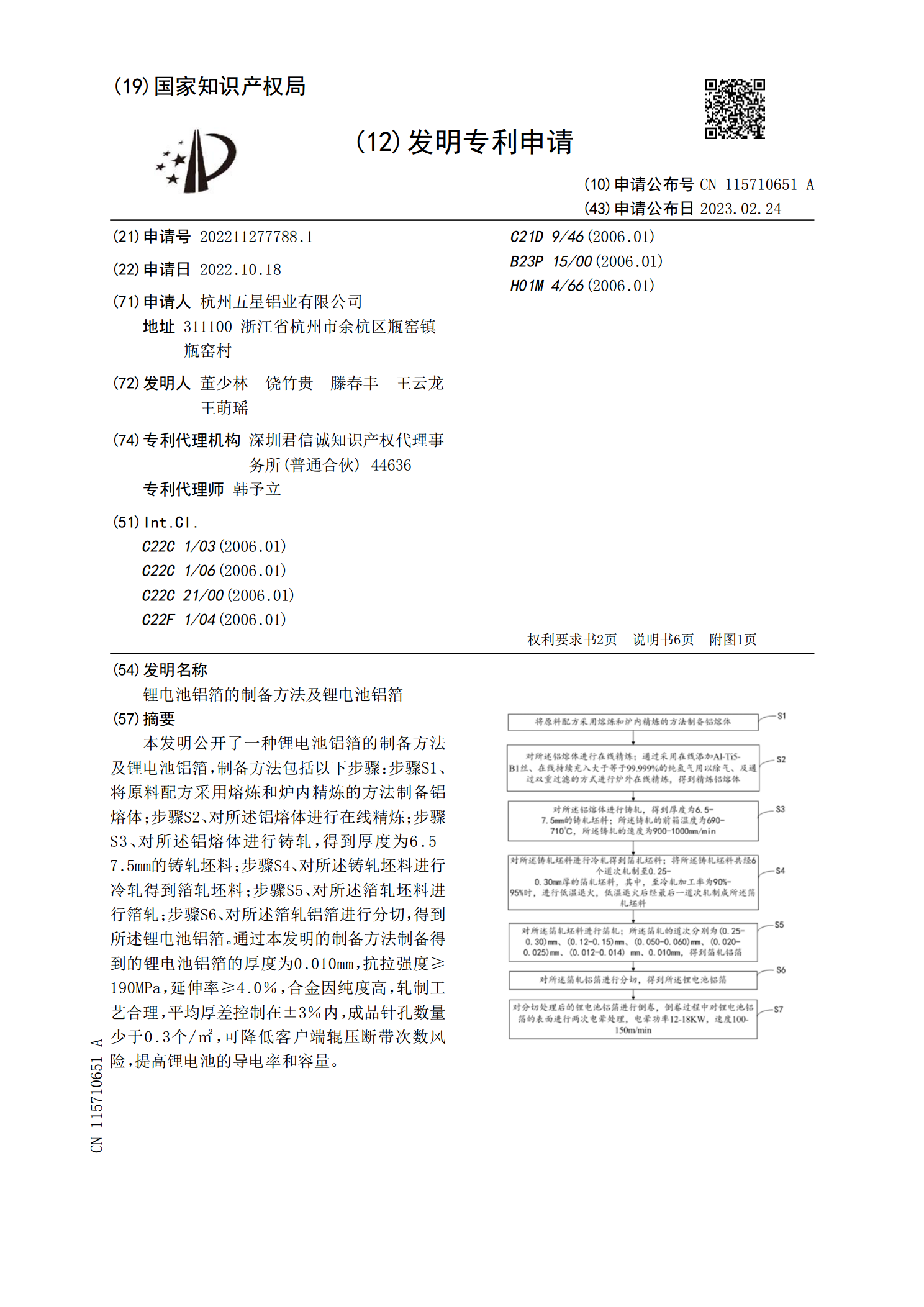
锂电池铝箔的制备方法及锂电池铝箔.pdf
本发明公开了一种锂电池铝箔的制备方法及锂电池铝箔,制备方法包括以下步骤:步骤S1、将原料配方采用熔炼和炉内精炼的方法制备铝熔体;步骤S2、对所述铝熔体进行在线精炼;步骤S3、对所述铝熔体进行铸轧,得到厚度为6.5?7.5mm的铸轧坯料;步骤S4、对所述铸轧坯料进行冷轧得到箔轧坯料;步骤S5、对所述箔轧坯料进行箔轧;步骤S6、对所述箔轧铝箔进行分切,得到所述锂电池铝箔。通过本发明的制备方法制备得到的锂电池铝箔的厚度为0.010mm,抗拉强度≥190MPa,延伸率≥4.0%,合金因纯度高,轧制工艺合理,平均厚
一种锂电池用涂碳铝箔及其制备方法.pdf
本申请涉及锂电池的技术领域,具体公开了一种锂电池用涂碳铝箔及其制备方法。涂碳铝箔包括铝箔基体和涂碳层,涂碳层是由导电浆料于所述铝箔基体表面涂覆固化得到,导电浆料包括以下重量份的原料:碳系导电材料25?30份、粘结剂5?8份、七铝酸十二钙3?5份、对甲苯磺酰胺甲醛树脂1?3份、4,4?联吡啶改性纳米银粒子3?5份、溶剂45?55份、分散剂2?4份;所述溶剂由水和乙二醇制得,且水和乙二醇的重量份比为3?5:1。本申请中的锂电池用涂碳铝箔具有导电性优良,且与锂电池电极材料之间的粘结性强的优点。

一种糖果包装用铝箔的生产方法.pdf
本发明涉及一种糖果包装用铝箔的生产方法,包括呈“O”状态的铝箔,所述方法依次包括以下步骤:印刷、压花、分切;本发明的优点:本发明中的铝箔依次通过印刷、压花和分切的生产方法制备的铝箔卷材,先通过在铝箔表面涂布一层油墨层,然后在通过压花机在铝箔表面压制出纹路细腻、厚度均匀的花纹,从而改变原来无压花花纹水平表面铝箔的柔软性,保留铝箔固有的成型性能,达到自动包装设备在线高速封装的稳定性能,实现美观、高效的包装效果;最后,铝箔不仅质地柔软,延展性好,便于加工,而且轻便美观,回收容易,有利于环保,能实现节能减排的功能

锂电池专用铝箔.docx
锂电池专用铝箔一、特种铝箔产品特点1、合金牌号及状态合金牌号状态1080107012351060H182、特种铝箔表面状况相比单光单毛铝箔,1080特种双光铝箔可以显著的提升铝箔的一致性。3、极佳的厚度及面密度一致性厚度厚度公差面密度面密度公差15µm±0.3µm40.5g/m2±0.85g/m2特种铝箔厚度及面密度一致性控制在±2%以内,显著低于±5%的普通铝箔公差范围,很好的提升了电池的一致性。4、较大的表面张力特种铝箔表面张力大于32达因,一般铝箔表面张力为29达因,有利于极片粘结性能的提高。5、抗