
焊接式加重钻杆焊缝的热处理方法.pdf

一吃****仪凡

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接式加重钻杆焊缝的热处理方法.pdf
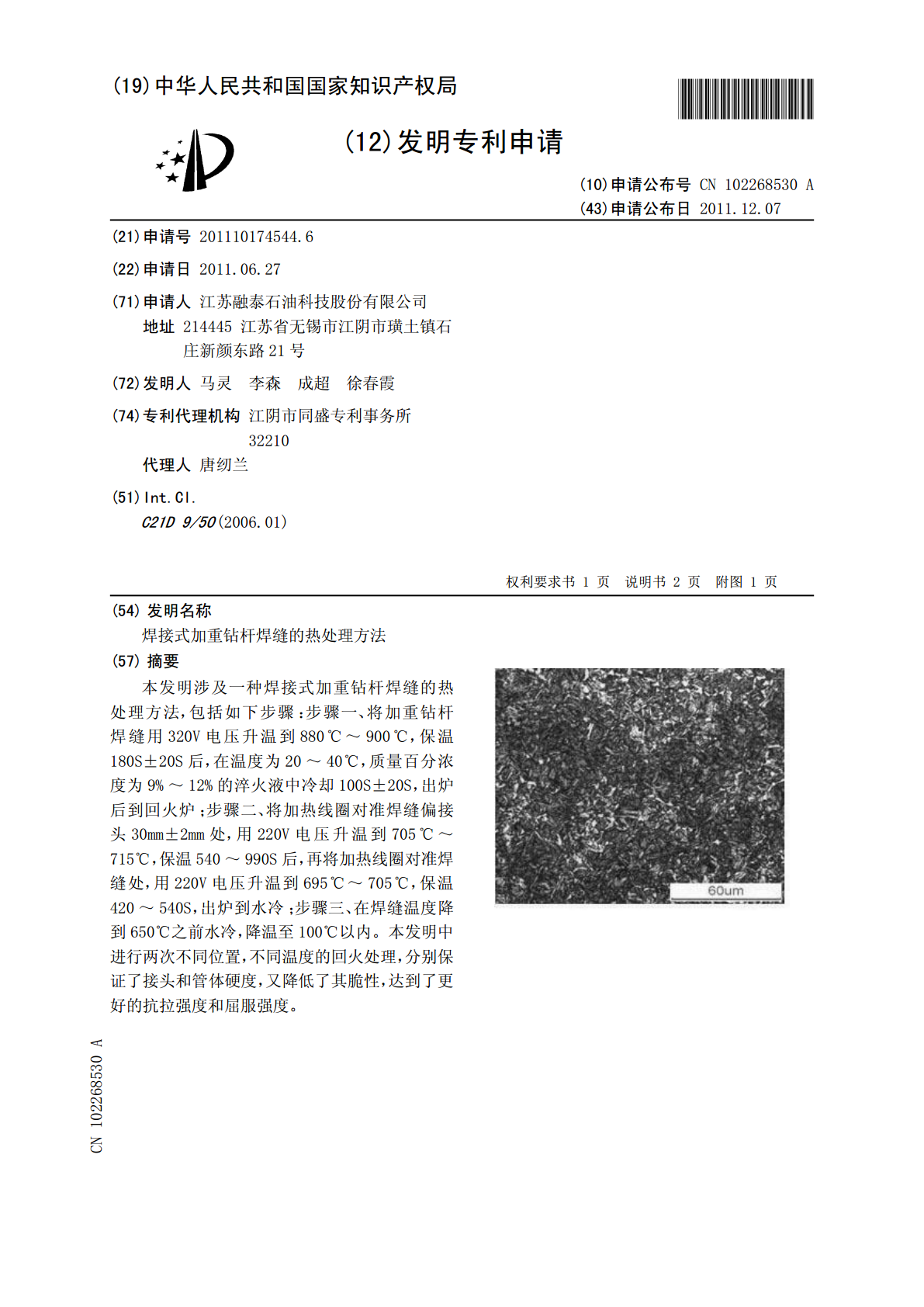
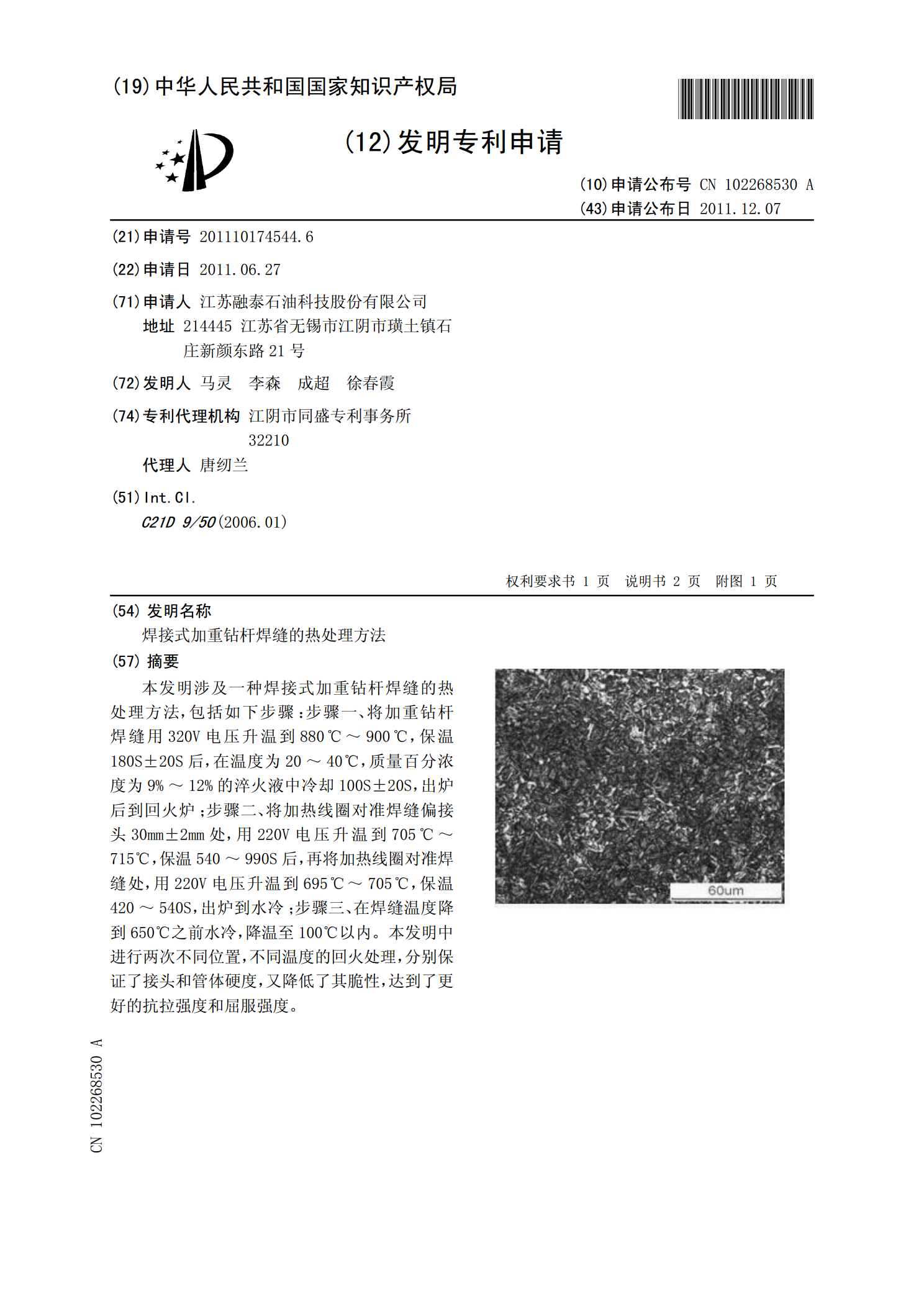
本发明涉及一种焊接式加重钻杆焊缝的热处理方法,包括如下步骤:步骤一、将加重钻杆焊缝用320V电压升温到880℃~900℃,保温180S±20S后,在温度为20~40℃,质量百分浓度为9%~12%的淬火液中冷却100S±20S,出炉后到回火炉;步骤二、将加热线圈对准焊缝偏接头30mm±2mm处,用220V电压升温到705℃~715℃,保温540~990S后,再将加热线圈对准焊缝处,用220V电压升温到695℃~705℃,保温420~540S,出炉到水冷;步骤三、在焊缝温度降到650℃之前水冷,降温至100℃
焊接式加重钻杆接头热处理工艺.pdf
本发明公开了一种焊接式加重钻杆接头热处理工艺,它包括将工件顺序装入箱式淬火炉中,立置大间距安放,炉温升至860℃~890℃后保温至少60分钟,在工件出炉前先搅动淬火油,油温控制在80℃±1℃;然后将工件从炉中取出即投入到淬火油中淬火,工件在淬火油中冷却至少10分钟。在工件在淬火后3.5小时内进行回火处理,回火炉升温至600℃~630℃,保温至少120分钟,最后从回火炉中取出工件即投入到水槽中冷却至常温。本发明主要通过降低淬火上限温度和增加保温时间等一系列技术措施来达到提高淬火质量的目的,从而避免发生开裂问

摩擦焊钻杆焊缝热处理试验研究.docx
摩擦焊钻杆焊缝热处理试验研究摩擦焊是一种广泛应用于钻杆制造领域的接合技术。通过高速旋转和施加压力,将两个钻杆部件摩擦加热至一定温度,使其表面熔化并相互融合。这种焊接方法具有高效、环保、材料利用率高等优点。然而,摩擦焊钻杆焊缝常常存在着强化组织不均匀、硬度下降、脆化等问题,严重影响了钻杆的使用性能。为了解决这些问题,一种有效的方法是对摩擦焊后的焊缝进行热处理。热处理能够通过控制温度和时间,改善焊缝的组织结构和性能。本文将针对摩擦焊钻杆焊缝的热处理试验进行研究,探讨其对焊缝性能的影响和优化方法。首先,我们将对

焊接加重钻杆BoTn3000耐磨带堆焊工艺研究.docx
焊接加重钻杆BoTn3000耐磨带堆焊工艺研究一、引言随着工业的快速发展,钻探工作已成为矿业、建筑工程等领域的重要工作之一。然而,由于地下环境的限制,加重钻杆的使用频率非常高。在钻探作业中,加重钻杆承受着巨大的摩擦力和冲击力,因此它需要具备非常高的耐磨性和耐用性。本文旨在研究钻探加重钻杆的堆焊修复工艺。二、加重钻杆的耐磨带堆焊原理在加重钻杆的工作过程中,由于悬挂重物、摩擦等因素,会导致加重钻杆表面出现磨损和划伤。这种磨损和划伤不仅会影响钻孔的深度和钻探效率,还会加速加重钻杆的磨损速度,缩短其使用寿命。为了

抗硫加重钻杆.pdf
本发明涉及一种抗硫加重钻杆,采用CY120N抗硫加重钻杆,可以使钻杆的整体抗硫性能得到进一步提高;同时它通过在公扣小端和母扣大端的啮合处增加了一个副台肩,副台肩则正好具有一定的辅助上扣定位功能,从而保证主台肩面和螺纹段过盈配合的准确实现;同时钻杆本体的公扣小端为梯形台,所述梯形台形成公扣小端的加强段,可以提高钻杆的总体强度。钻杆在管体中间段加厚,增加了钻杆的强度,减少了钻杆钻探时管体受到的震动,延长了钻杆的使用寿命;管体上设有螺旋凹槽,可以让钻井中的淤泥通过凹槽往上输送,减少了钻杆受到的阻力。同时钻杆的外