
一种钛镍形状记忆合金材料的生产工艺.pdf

一条****88


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛镍形状记忆合金材料的生产工艺.pdf
本发明涉及一种记忆合金材料的生产工艺,公开了一种钛镍形状记忆合金材料的生产工艺,取海绵钛43%~46%和电解镍54%~57%装入真空感应熔炼炉中,精炼成合金铸锭;管材分别在LD30、LD15、LD8三辊轧管材机进行轧制,反复多次真空退火,把管材轧制成直径为0.6~1.2毫米,带芯杆的管材在拉拔机拉拔下,使其管材材料表面氧化处理,制作出钛镍形状记忆合金材料。本发明提供的方法工艺简单,生产出来的钛镍形状记忆合金材料具有形状记忆功能。
镍钛形状记忆合金材料在骨科应用的研究进展.pdf
2010年04月生物骨科材料与临床研究第7卷第2期生物骨科材料与临床研究2010年04月第7卷第2期2010年04月生物骨科材料与临床研究第7卷第2期型,使用时置于冰水中当颈前路减压术完成后,将生物骨科材料与临床研究2010年04月第7卷第2期2010年04月生物骨科材料与临床研究第7卷第2期

镍钛形状记忆合金的开发应用.docx
镍钛形状记忆合金的开发应用镍钛形状记忆合金(Nitinol)是一种具有特殊性能和应用潜力的材料。它的开发应用涉及许多领域,包括医疗、机械工程、航空航天和电子技术等。本论文将重点探讨镍钛形状记忆合金的特性、制备方法以及在不同领域的应用。首先,我们来介绍一下镍钛形状记忆合金的特性。镍钛形状记忆合金具有较高的弹性模量、良好的耐腐蚀性和优异的疲劳强度,同时还具有可逆形状记忆效应和超弹性特性。其中,形状记忆效应是指当镍钛形状记忆合金的温度超过其转变温度范围时,它能够恢复到其原始形状;而超弹性特性则使其能够在受到较大

镍钛形状记忆合金的医学应用.docx
镍钛形状记忆合金的医学应用镍钛形状记忆合金的医学应用摘要:镍钛形状记忆合金(Nitinol)是一种特殊的合金材料,具有显著的形状记忆效应和超弹性,因此在医学领域得到了广泛的应用。本文将从表面涂层、植入器械、支架植入和缓解手术创伤等方面,详细讨论了镍钛形状记忆合金的医学应用,以及其应用的优势和局限性。1.引言近年来,随着医学技术的不断发展,镍钛形状记忆合金在医学领域的应用越来越广泛。镍钛形状记忆合金的特殊性能使其成为医学器械中的一种理想材料。本文将从表面涂层、植入器械、支架植入和缓解手术创伤等方面,探讨镍钛
镍钛形状记忆合金的熔炼与加工.pdf
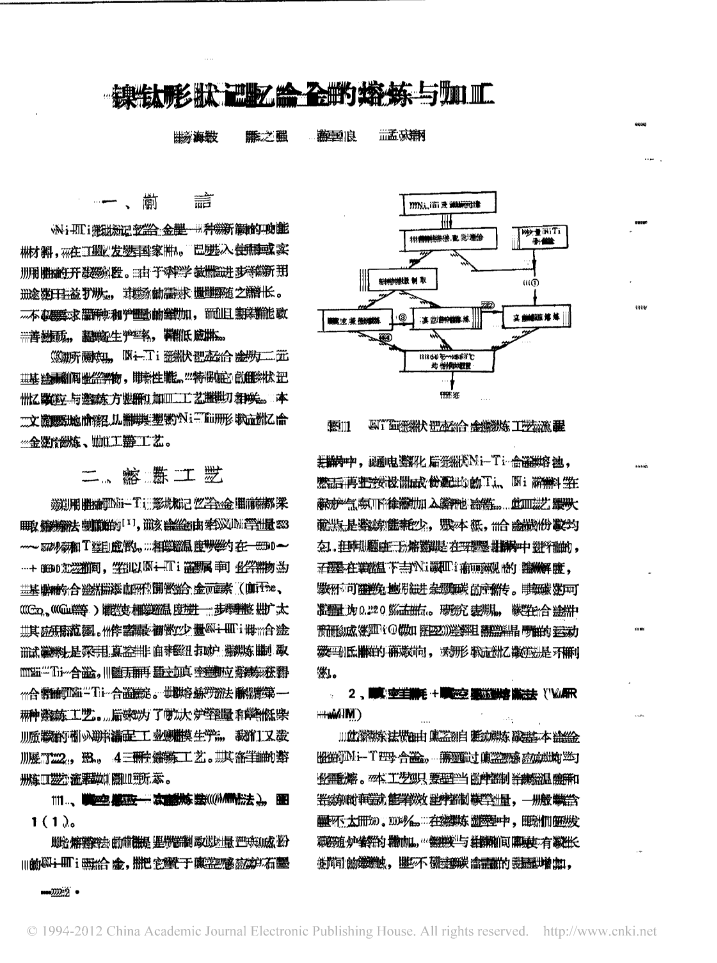
镍钦形状记忆合金的熔炼与加工杨海波季之强蒋国良孟庆钢、一前言Ni一Ti形状记忆合金是一种新颖的功能材料,在工业发达国家中,已进入使用或实。用性的开发阶段由于科学技术进步和新用。途的日益扩大,市场的需求量也随之增长不仅要求品种和产量的增加,而且期待能改善材质,提高生产率,降低成本。众所周知,Ni一Ti形状记忆合金为二元、基金属间化合物,其性能特别它的形状记。忆效应与熔炼方法和加工工艺密切相关本文简要地介绍儿种典型的Ni一Ti形状记忆合图1NITi形状记忆合金熔炼工艺流程、。金的冶炼加工等工艺,Ni一Ti,、