
用三辊劳特式轧机轧制中厚钛板的方法.pdf

努力****振宇


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用三辊劳特式轧机轧制中厚钛板的方法.pdf
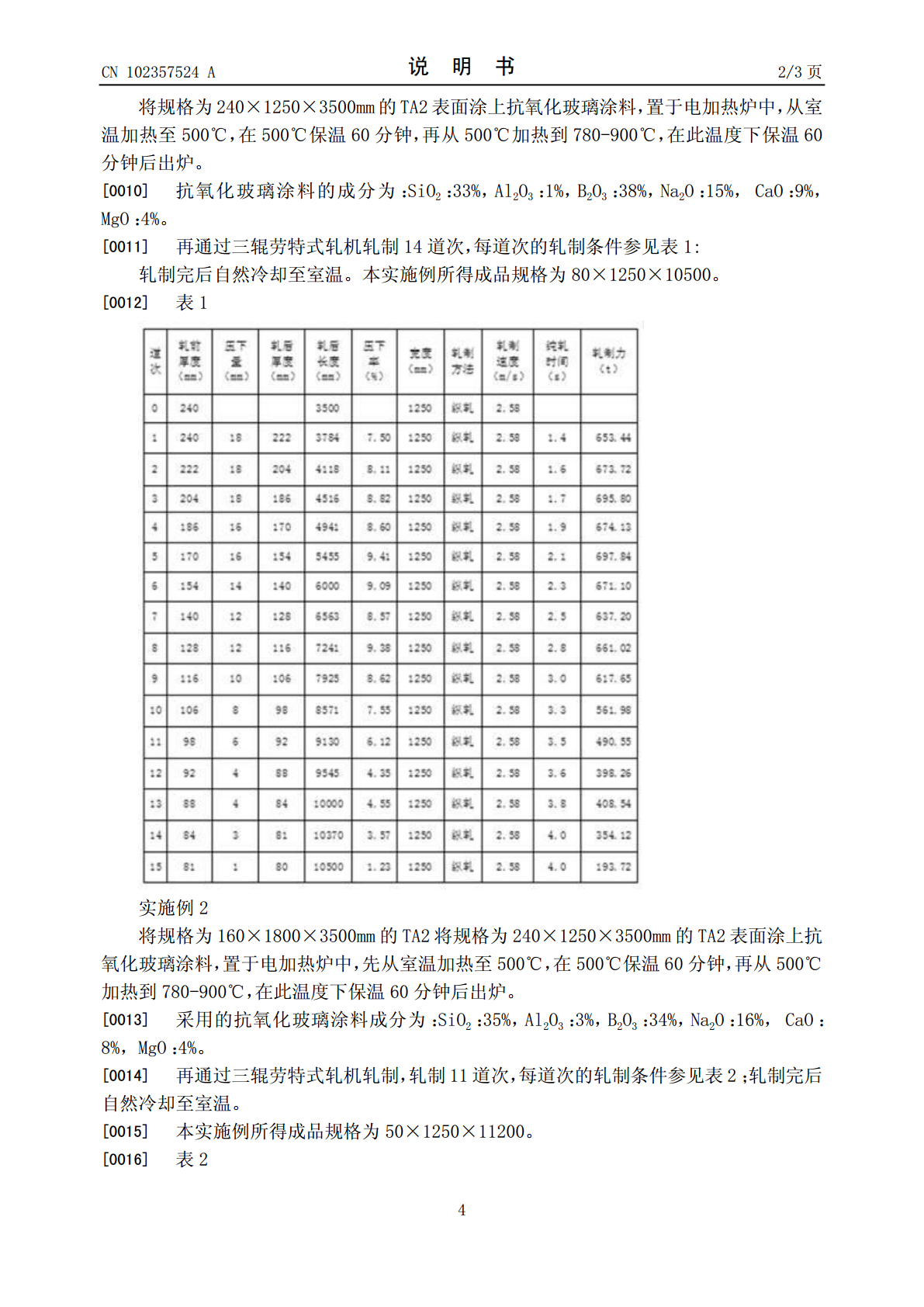
用三辊劳特式轧机轧制中厚钛板的方法,将厚度为150-240mm、宽度1000-2100mm、长度为2-5m的工业纯钛板坯,表面涂上抗氧化玻璃涂料,置于电加热炉中,加热至500℃保温40~60分钟,再加热至780-900℃保温40~60分钟后出炉;用三辊劳特式轧机轧制11~15道次,每道次的轧制条件为:压下率为2~13%,轧制力为300~900t,轧制速度为2.5~2.8m/s。轧制完后自然冷却至室温。本发明可有效降低轧制力,降低在加热过程中钛板的氧化,提高成品率和降低后续精整过程的难度。设置低温保温平台,

三辊劳特式中板轧机现行工艺分析.docx
三辊劳特式中板轧机现行工艺分析三辊劳特式中板轧机是一种常用的金属板材加工设备,其工艺参数的合理选择对于加工品质和效率至关重要。本文将基于三辊劳特式中板轧机的现行工艺进行分析和探讨,以检视其优势和劣势,为进一步工艺改进提供参考。首先,对于三辊劳特式中板轧机的工艺流程进行总结和分析。该设备主要由三个辊筒组成,分别是上辊、下辊和中辊。中辊位于上辊和下辊之间,通过不同的辊筒间距和辊筒转速来实现金属板材的加工目标。通常情况下,首先将金属板材放置在中辊下方,在通过上辊和下辊的挤压和变形下,实现金属板材的拉伸和压缩,从

2300mm三辊劳特式轧机刚度测定研究.docx
2300mm三辊劳特式轧机刚度测定研究标题:2300mm三辊劳特式轧机刚度测定研究摘要:随着钢铁工业的发展,轧机的刚度测定对于生产效率和产品质量的改进至关重要。本文以2300mm三辊劳特式轧机为研究对象,综合利用实验和数值模拟方法,探究刚度测定与轧机性能的关系,并提出相应的改进方案。实验结果表明,通过优化轧辊结构和控制参数,可以显著提高轧机的刚度,进一步提升生产效率和产品质量。关键词:轧机刚度、劳特式轧机、实验研究、数值模拟、改进方案1.引言轧机是钢铁工业中常用的机械设备,用于将金属坯料加工成各种规格和形

用三辊行星轧机轧制钢管的新方法.docx
用三辊行星轧机轧制钢管的新方法标题:三辊行星轧机在钢管轧制中的创新方法摘要:本论文介绍了一种基于三辊行星轧机的新方法,用于钢管的轧制。该方法利用三辊行星轧机独特的设计和工作原理,在提高钢管质量和生产效率的同时,实现了轧机结构的简化和操作的便捷性。本论文将详细介绍三辊行星轧机的工作原理、专利技术、优点和应用前景,以期为钢管轧制工业的发展提供新的思路和解决方案。1.引言钢管广泛应用于建筑、机械制造、石油化工等领域。钢管的质量和生产效率对于相关行业的发展至关重要。传统的轧管方法使用的是两辊轧机,具有结构复杂、维

2300mm三辊劳特式轧机力参数试验研究.docx
2300mm三辊劳特式轧机力参数试验研究摘要:本文研究了2300mm三辊劳特式轧机的力参数试验。通过对不同入口厚度、出口厚度、压缩率的试验数据进行分析,得出了轧机辊缝的最佳参数和力学参数。探讨了在生产实践中如何利用这些参数提高生产效率和产品质量。引言:三辊劳特式轧机是一种应用广泛的轧机,常用于金属轧制和加工。轧机的力参数对于轧制过程中的压力分布和轧制效率有着很大的影响。本文选取了2300mm三辊劳特式轧机作为研究对象,探讨了轧机力参数试验的过程和结果。一、试验方法1、试验设备:2300mm三辊劳特式轧机。