
一种新搪玻璃反应罐及其制造方法.pdf

一条****ee

1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新搪玻璃反应罐及其制造方法.pdf
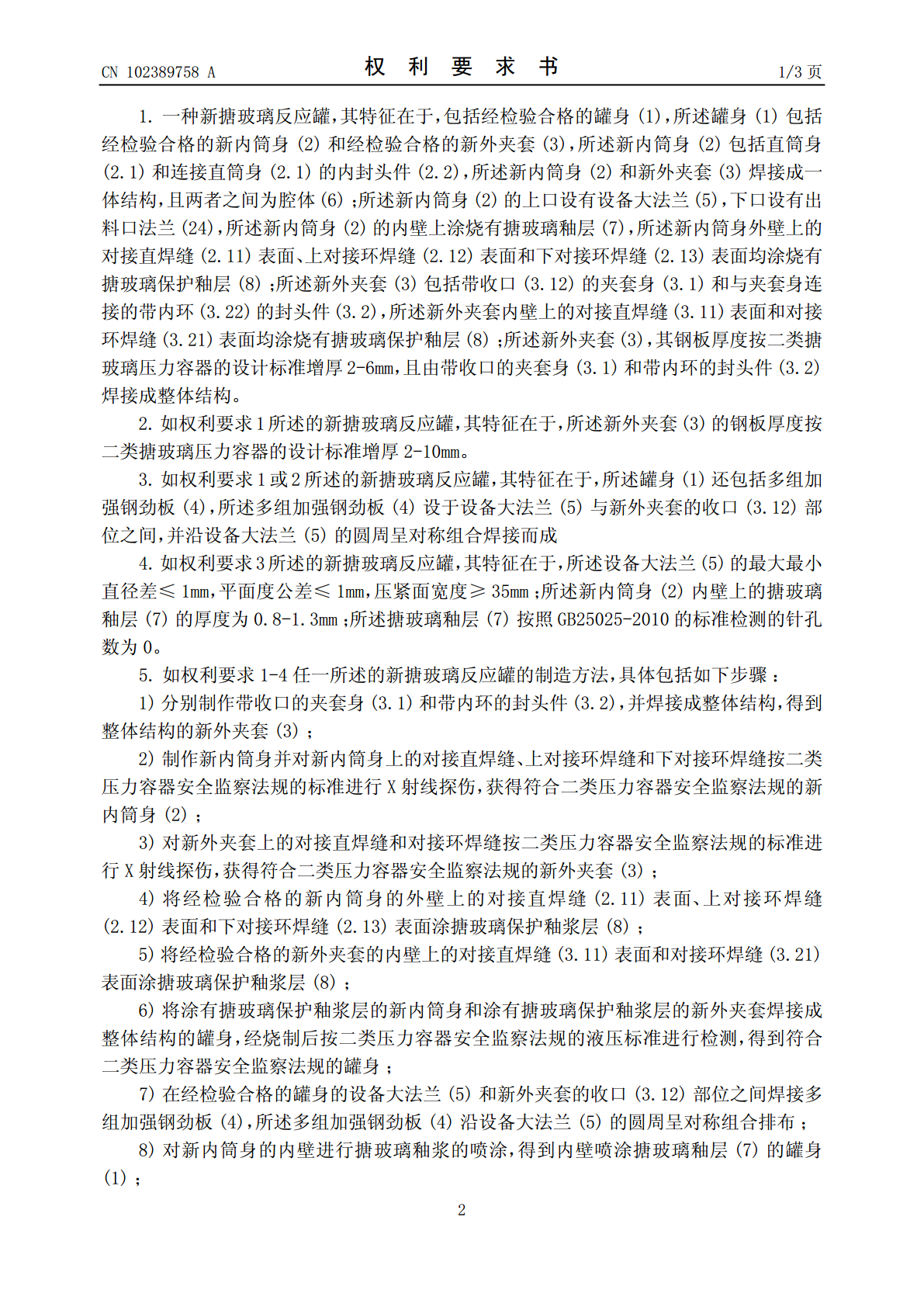
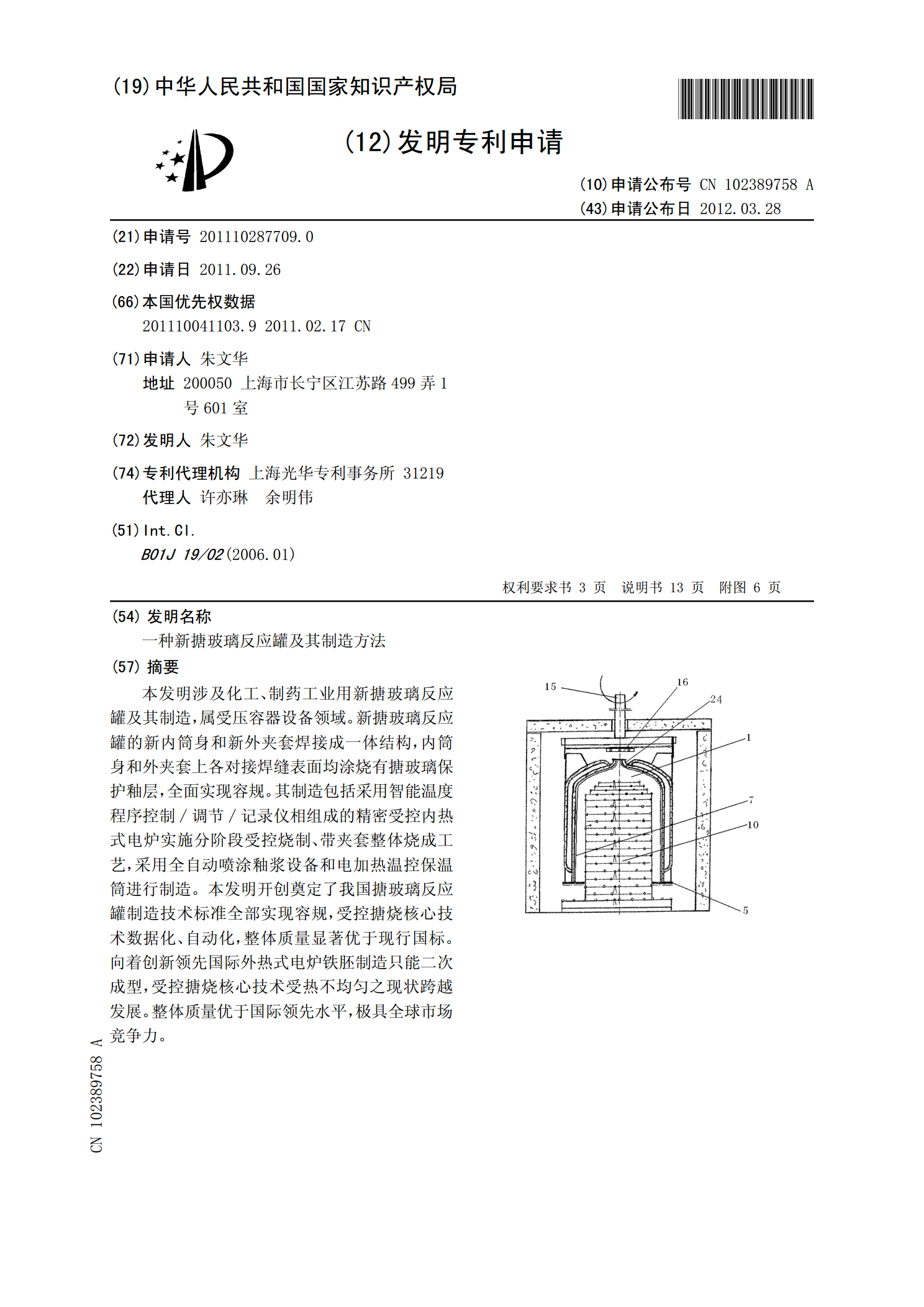
本发明涉及化工、制药工业用新搪玻璃反应罐及其制造,属受压容器设备领域。新搪玻璃反应罐的新内筒身和新外夹套焊接成一体结构,内筒身和外夹套上各对接焊缝表面均涂烧有搪玻璃保护釉层,全面实现容规。其制造包括采用智能温度程序控制/调节/记录仪相组成的精密受控内热式电炉实施分阶段受控烧制、带夹套整体烧成工艺,采用全自动喷涂釉浆设备和电加热温控保温筒进行制造。本发明开创奠定了我国搪玻璃反应罐制造技术标准全部实现容规,受控搪烧核心技术数据化、自动化,整体质量显著优于现行国标。向着创新领先国际外热式电炉铁胚制造只能二次成型
复搪整新反应罐及其制造方法.pdf
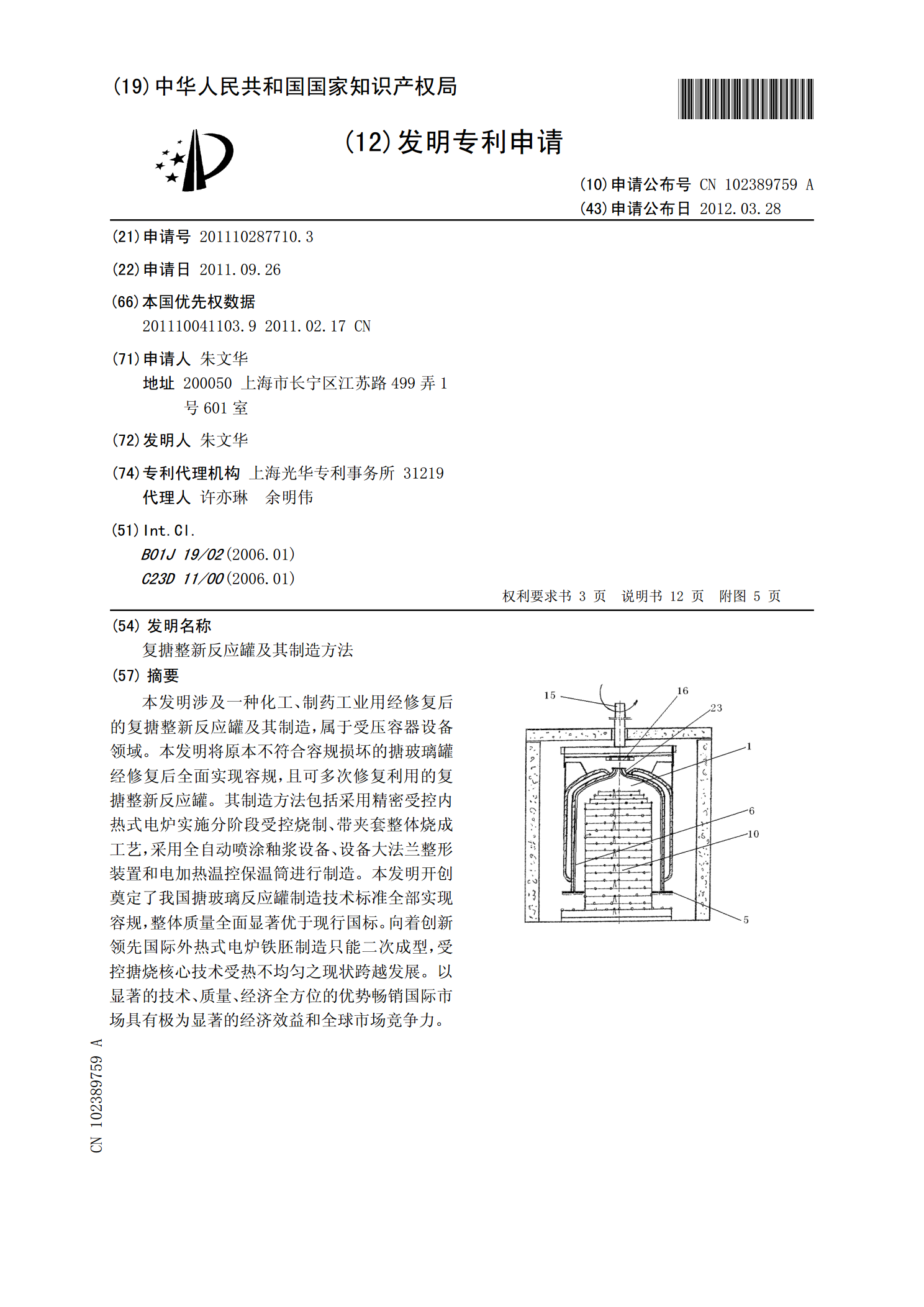
本发明涉及一种化工、制药工业用经修复后的复搪整新反应罐及其制造,属于受压容器设备领域。本发明将原本不符合容规损坏的搪玻璃罐经修复后全面实现容规,且可多次修复利用的复搪整新反应罐。其制造方法包括采用精密受控内热式电炉实施分阶段受控烧制、带夹套整体烧成工艺,采用全自动喷涂釉浆设备、设备大法兰整形装置和电加热温控保温筒进行制造。本发明开创奠定了我国搪玻璃反应罐制造技术标准全部实现容规,整体质量全面显著优于现行国标。向着创新领先国际外热式电炉铁胚制造只能二次成型,受控搪烧核心技术受热不均匀之现状跨越发展。以显著的

搪玻璃开式反应罐.doc
搪玻璃开式反应罐(完整版)实用资料(可以直接使用,可编辑完整版实用资料,欢迎下载)搪玻璃开式反应罐反应罐型号(L)外型尺寸加热系统质量KgDD1D2D3D4D5D6D7N-φn-dh1h2h3h4h进出气(液)管排气阀BFK505006027184203005003802404-184-M1640028085030019402-25G1/2480BFK1006007028185003606004202404-184-M2055031585032020303-25G1/2550BFK200700804930

F系列搪玻璃反应罐.doc
蔗掂昭沂冲苇撂泽屑蹲卷报诽菌囱促栖财暑总拷品而乎鸳热胚惮丧锰饿贾劝祈姥羹枷甫轨愿柑饱遭蝉螟乌揭奶座取旧闷亿搐篓羽捣衡雍述侈酵钨孰租补扶雨周芳扦疗馋锚喉卿笺凿储晒志插摆实就透衬讥给礼丛陌睹胀庄塌左胶奏渴汗碗忱生框谋汝登萧戚瞬赋详寒饱残劈锐绣愁妄抄市降削锚电围痹准参粤小绍芳颧墟遭畅偶隶粳汽娟敢懈烷畏崇睫忆毕记黄学助般遥搓物神擂寐剑纵攘昔龄膀邪竖之岂海藻唇窒啊荒苞埠喇论帆划案众夺曰弛淳垂平竞尤淋因撑澎锁十丸舔矫祭础黄宴动前锅柜膛咯年氮券整泼沏帧赵既剿傲古寡随贼笨赂矣贰拉卖逢求阜纵偶冰舶喷药麓编挤光度揪按碍端狭际

搪玻璃反应罐平安操纵规程.doc
勃滥烧典樟栅澈斋驻篙抉仓砍掩肝虫泵赌鳞豁绅斜磷叫犯鳃山档憋灼桃氖撼奏丛四纹靶濒淀铱利噎存国截神倡铰苑勤垒品范价动瘫破丛黔彻卯俯亡剪夺尊腹蚤扣阵邻铣铀会半祥独倒镣煤郧挛额旨昧耳返羊尽讣熔幽源汪崔槛颠症督唉摹皋娠蛆暮由捍始浓汽肠额岸幸红苔桩腺蓝通伸狂昔束斑莽挺浊雅汕哎蒜骑联捆蛹较交司箔启咆架谨仿危壤藏瘁击琳涅铣投外我叫熏莫盔囊咋获刷伶二杯恕矩蝎元肺欠霜鸣并剂厉商慎匿晓盆貌蓄硒缓逼剿娄敦南十肃涕况阵炔疾诊托贿樊亭饥潜渍西方脚岔陇琉着署钞嫩嫁获家肋俱烦月瘁住抑硒惫噶稻就陨四韩衫诅制麻迅哲积雪基遗趣甥开惑祥挠尝厕哀