
光伏涂锡镶银高导焊带的生产方法.pdf

一吃****昕靓

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
光伏涂锡镶银高导焊带的生产方法.pdf
本发明公开的是一种光伏镶银高导焊带的生产方法,其方法为:带有铜带的铜基材放线轴、带有银带的上银带放线轴及下银带放线轴同速度放线,将上银带放线轴放出的上银带和下银带放线轴放出下银带分别设置在铜带的上下面上,然后经过助焊剂浸湿后,通过挤压设备被压轧为一体,并送入锡炉进行整体热浸镀锡,镀锡后经收线辊进行收线操作,继而制作成光伏涂锡镶银高导焊带成品。本发明在不影响电池片和焊带其它技术参数的前提下,利用银(1.65×10-8Ωm)的导电性比铜(1.75×10-8Ωm)好的特点,大幅度提高了产品的导电性能,具有生产成

一种光伏焊带涂锡机.pdf
本发明公开了一种光伏焊带涂锡机,包括沿铜带前进方向依次设置的铜带清洗设备、铜带烘干设备、助焊剂铜带喷涂设备、超声波铜带涂锡设备和惰性气体吹干设备,铜带清洗设备包括海绵夹带、清洗剂回收槽、清洗剂输送管和助推气缸,海绵夹带设置在清洗剂回收槽上方,助推气缸设置在海绵夹带上,清洗剂输送管设置在海绵夹带一端;铜带烘干设备包括烘干箱、加热器和风扇,加热器和风扇均安装在烘干箱上;超声波铜带涂锡设备包括超声波发生器、锡槽、铜带导向传送轮、升降装置支架、升降装置和电机,升降装置安装在升降装置支架上,锡槽安装在升降装置上,超
一种光伏焊带的涂锡机.pdf
本发明提供了一种光伏焊带的涂锡机,包括锡炉,其中,所述锡炉上设有监控装置,由于涂锡机上设有包括传感器、控制器及报警模块的监控装置,当铜带发生扭曲或偏移时,传感器发出信号传递到控制器,由控制器控制报警模块发生信号进行报警,使工作人员及时调整铜带,从而,确保了焊带的质量。
太阳能光伏组件用涂锡焊带生产装置.pdf
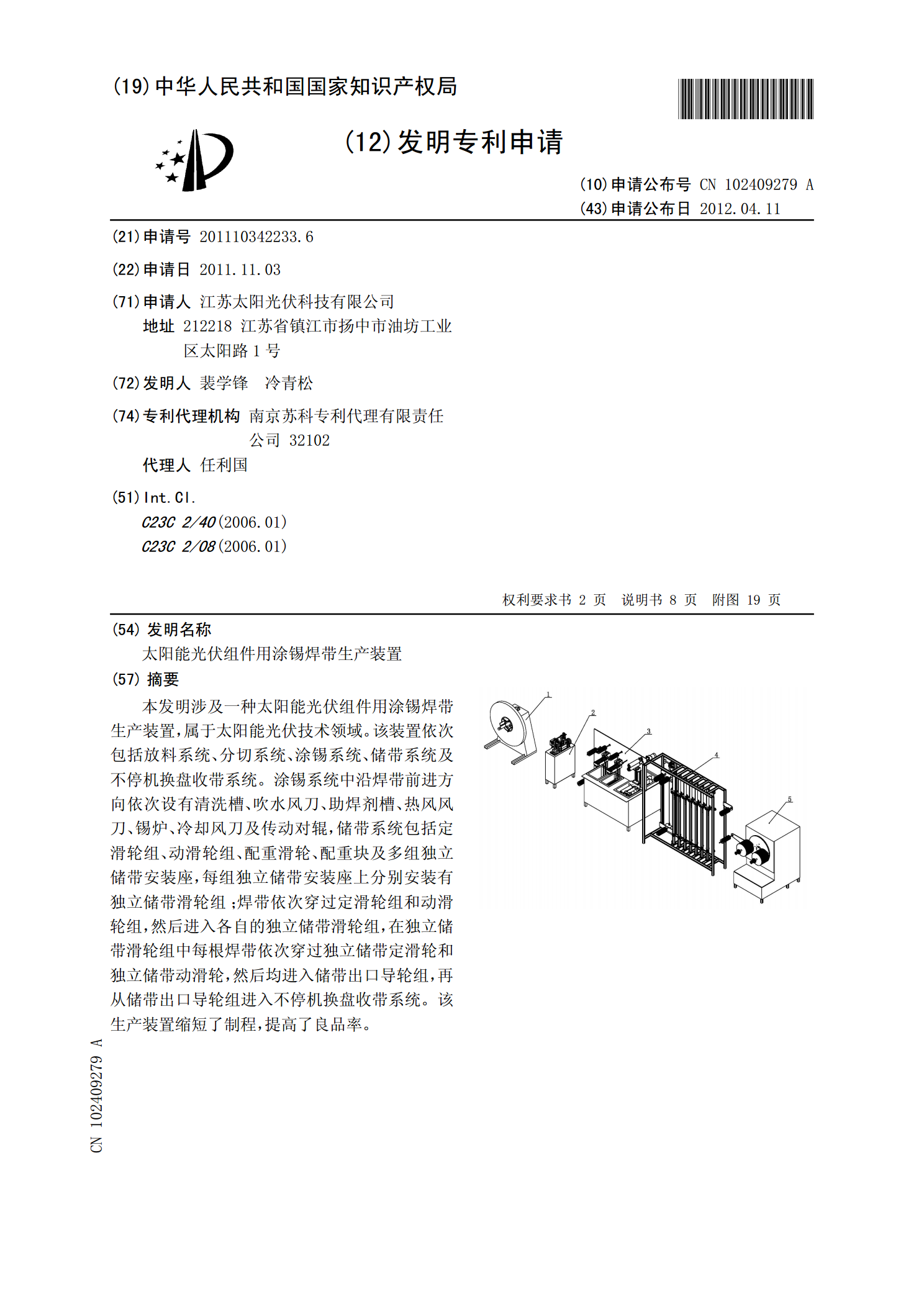
本发明涉及一种太阳能光伏组件用涂锡焊带生产装置,属于太阳能光伏技术领域。该装置依次包括放料系统、分切系统、涂锡系统、储带系统及不停机换盘收带系统。涂锡系统中沿焊带前进方向依次设有清洗槽、吹水风刀、助焊剂槽、热风风刀、锡炉、冷却风刀及传动对辊,储带系统包括定滑轮组、动滑轮组、配重滑轮、配重块及多组独立储带安装座,每组独立储带安装座上分别安装有独立储带滑轮组;焊带依次穿过定滑轮组和动滑轮组,然后进入各自的独立储带滑轮组,在独立储带滑轮组中每根焊带依次穿过独立储带定滑轮和独立储带动滑轮,然后均进入储带出口导轮组
一种光伏焊带的制造方法及其涂锡机.pdf
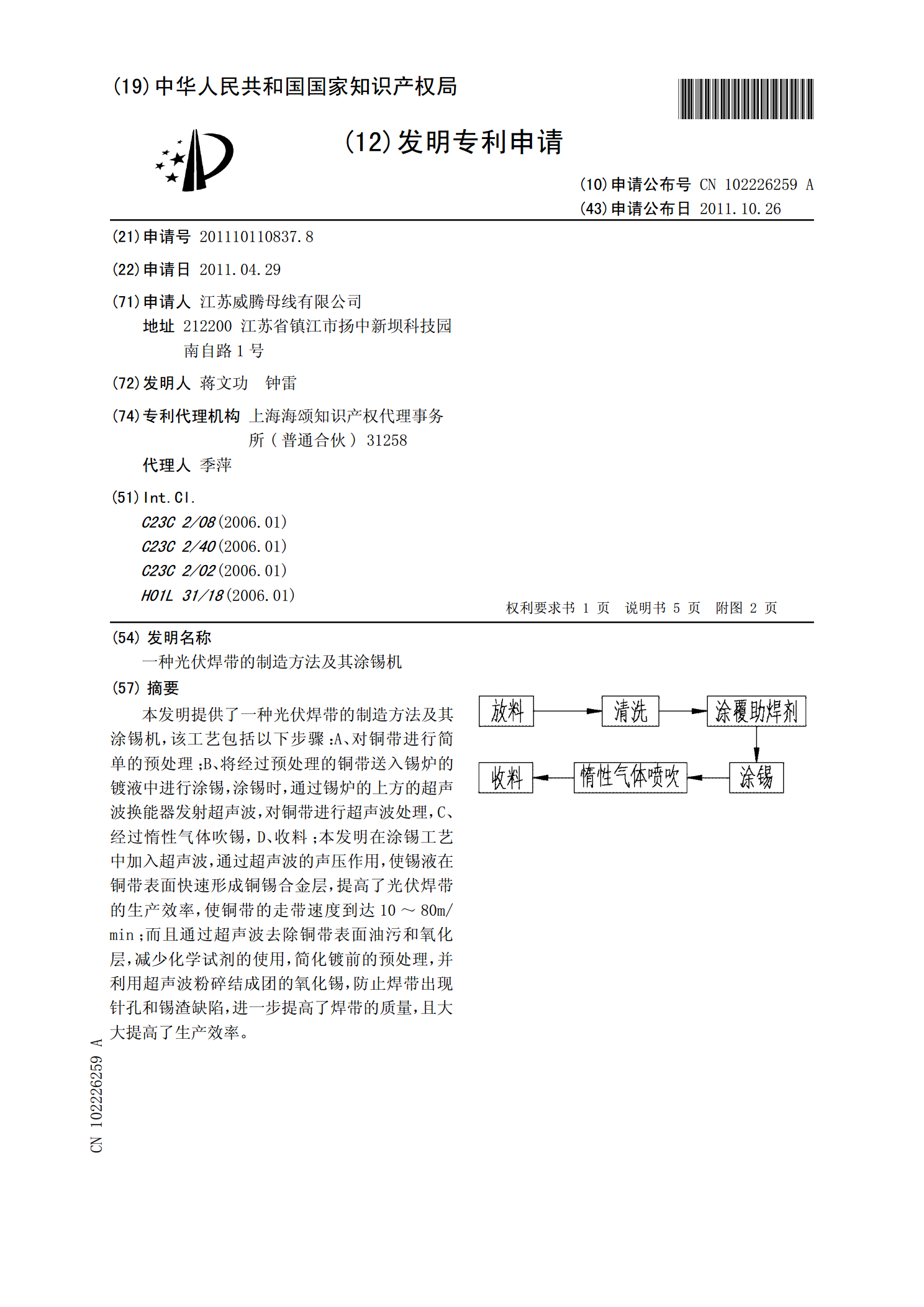
本发明提供了一种光伏焊带的制造方法及其涂锡机,该工艺包括以下步骤:A、对铜带进行简单的预处理;B、将经过预处理的铜带送入锡炉的镀液中进行涂锡,涂锡时,通过锡炉的上方的超声波换能器发射超声波,对铜带进行超声波处理,C、经过惰性气体吹锡,D、收料;本发明在涂锡工艺中加入超声波,通过超声波的声压作用,使锡液在铜带表面快速形成铜锡合金层,提高了光伏焊带的生产效率,使铜带的走带速度到达10~80m/min;而且通过超声波去除铜带表面油污和氧化层,减少化学试剂的使用,简化镀前的预处理,并利用超声波粉碎结成团的氧化锡,