
一种电磁炉线盘的制作工艺.pdf

含秀****66


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电磁炉线盘的制作工艺.pdf
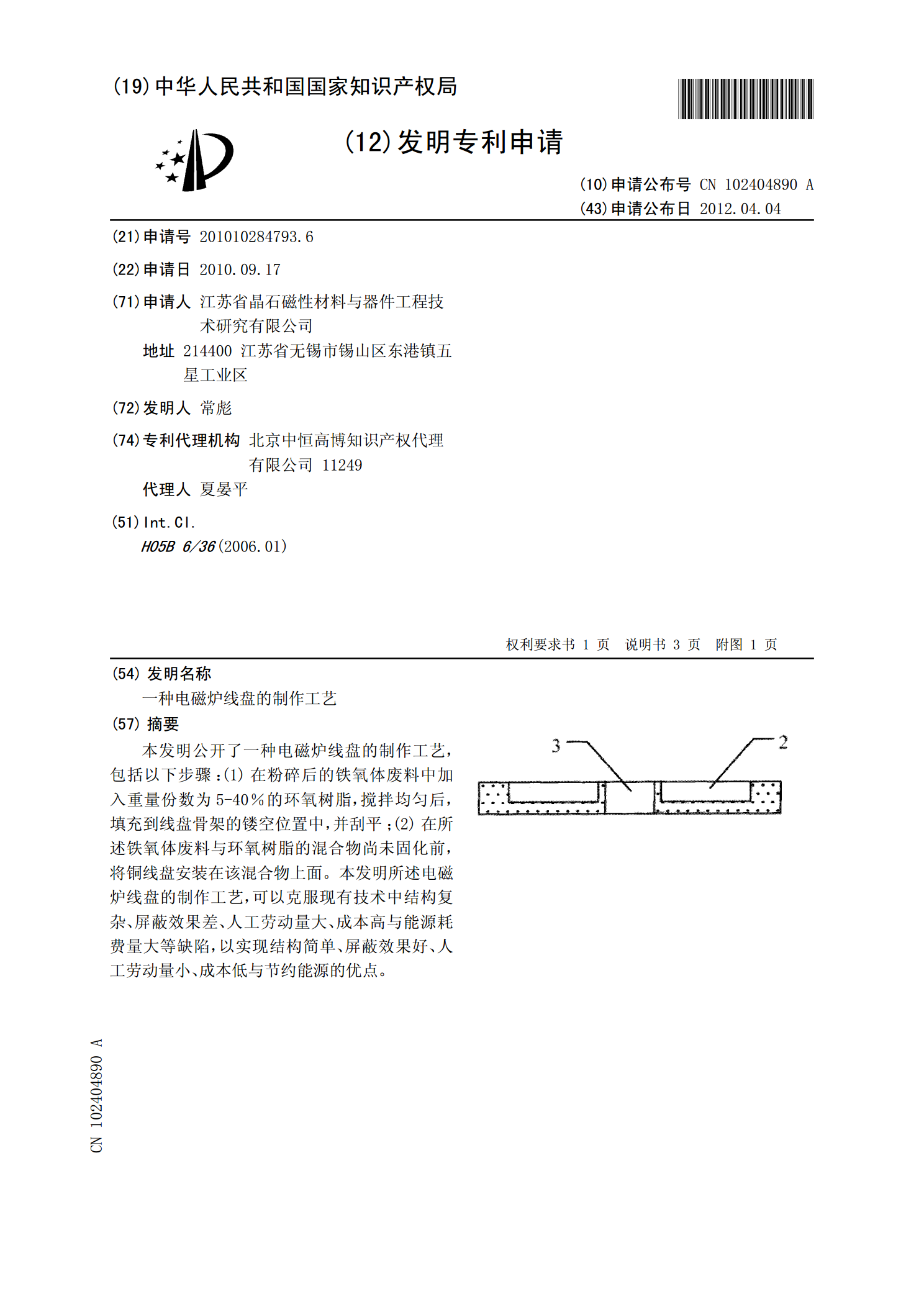
本发明公开了一种电磁炉线盘的制作工艺,包括以下步骤:(1)在粉碎后的铁氧体废料中加入重量份数为5-40%的环氧树脂,搅拌均匀后,填充到线盘骨架的镂空位置中,并刮平;(2)在所述铁氧体废料与环氧树脂的混合物尚未固化前,将铜线盘安装在该混合物上面。本发明所述电磁炉线盘的制作工艺,可以克服现有技术中结构复杂、屏蔽效果差、人工劳动量大、成本高与能源耗费量大等缺陷,以实现结构简单、屏蔽效果好、人工劳动量小、成本低与节约能源的优点。
电磁炉线盘及线盘绕线工艺.pdf
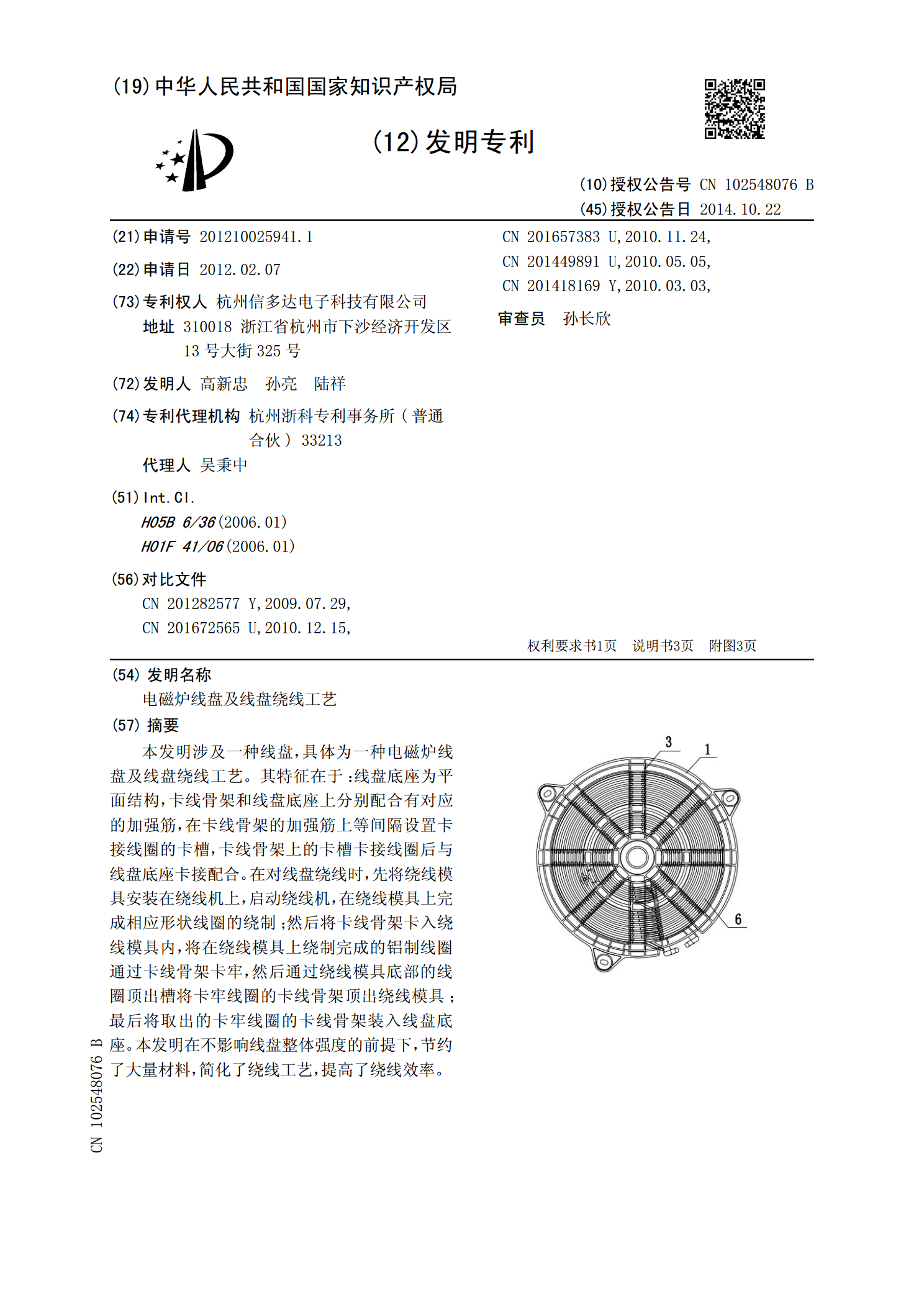
本发明涉及一种线盘,具体为一种电磁炉线盘及线盘绕线工艺。其特征在于:线盘底座为平面结构,卡线骨架和线盘底座上分别配合有对应的加强筋,在卡线骨架的加强筋上等间隔设置卡接线圈的卡槽,卡线骨架上的卡槽卡接线圈后与线盘底座卡接配合。在对线盘绕线时,先将绕线模具安装在绕线机上,启动绕线机,在绕线模具上完成相应形状线圈的绕制;然后将卡线骨架卡入绕线模具内,将在绕线模具上绕制完成的铝制线圈通过卡线骨架卡牢,然后通过绕线模具底部的线圈顶出槽将卡牢线圈的卡线骨架顶出绕线模具;最后将取出的卡牢线圈的卡线骨架装入线盘底座。本发
一种电磁炉线盘.pdf
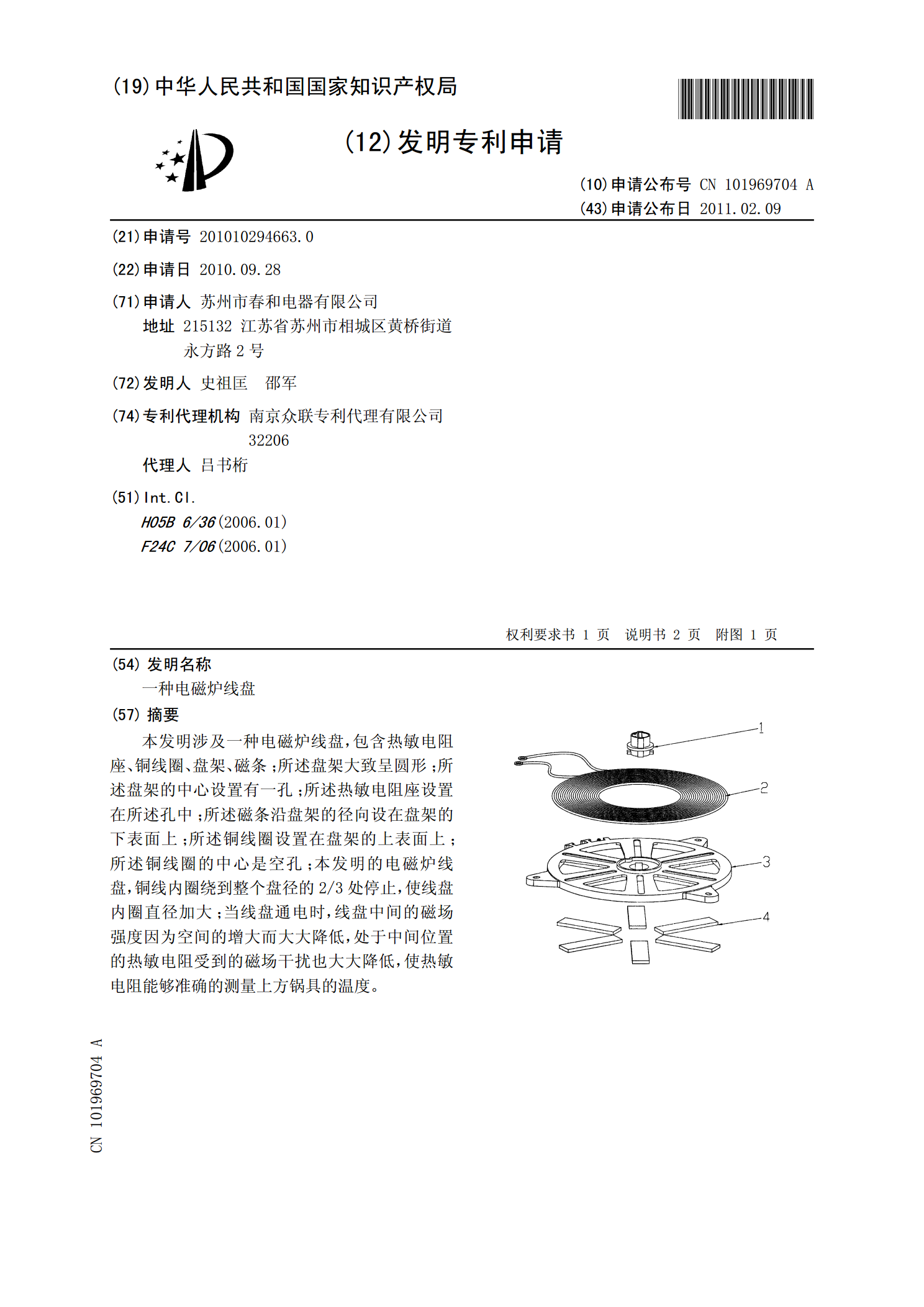
本发明涉及一种电磁炉线盘,包含热敏电阻座、铜线圈、盘架、磁条;所述盘架大致呈圆形;所述盘架的中心设置有一孔;所述热敏电阻座设置在所述孔中;所述磁条沿盘架的径向设在盘架的下表面上;所述铜线圈设置在盘架的上表面上;所述铜线圈的中心是空孔;本发明的电磁炉线盘,铜线内圈绕到整个盘径的2/3处停止,使线盘内圈直径加大;当线盘通电时,线盘中间的磁场强度因为空间的增大而大大降低,处于中间位置的热敏电阻受到的磁场干扰也大大降低,使热敏电阻能够准确的测量上方锅具的温度。
一种用绞线制作的电磁炉加热线圈盘.pdf
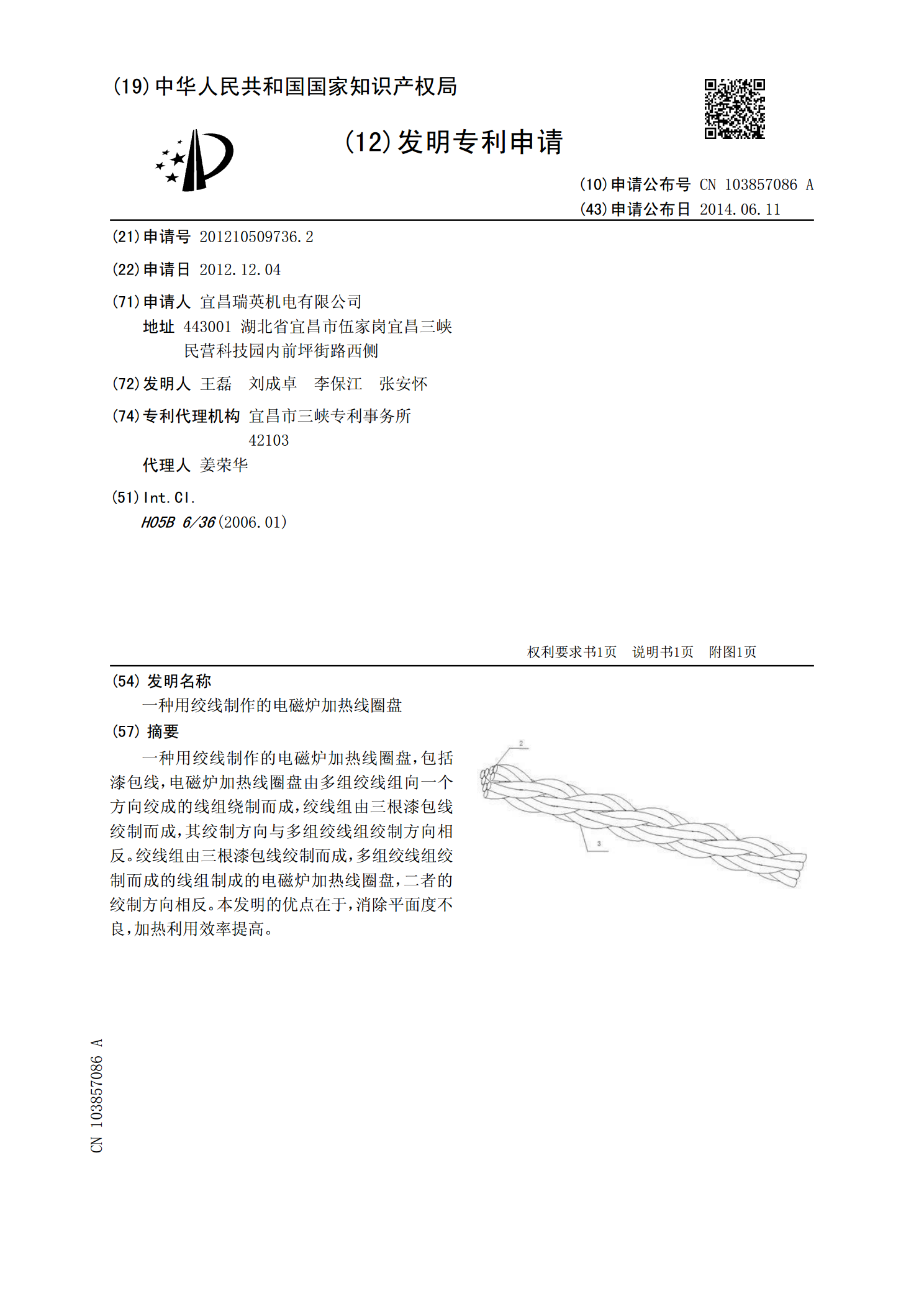
一种用绞线制作的电磁炉加热线圈盘,包括漆包线,电磁炉加热线圈盘由多组绞线组向一个方向绞成的线组绕制而成,绞线组由三根漆包线绞制而成,其绞制方向与多组绞线组绞制方向相反。绞线组由三根漆包线绞制而成,多组绞线组绞制而成的线组制成的电磁炉加热线圈盘,二者的绞制方向相反。本发明的优点在于,消除平面度不良,加热利用效率提高。
一种异形线盘电磁炉.pdf
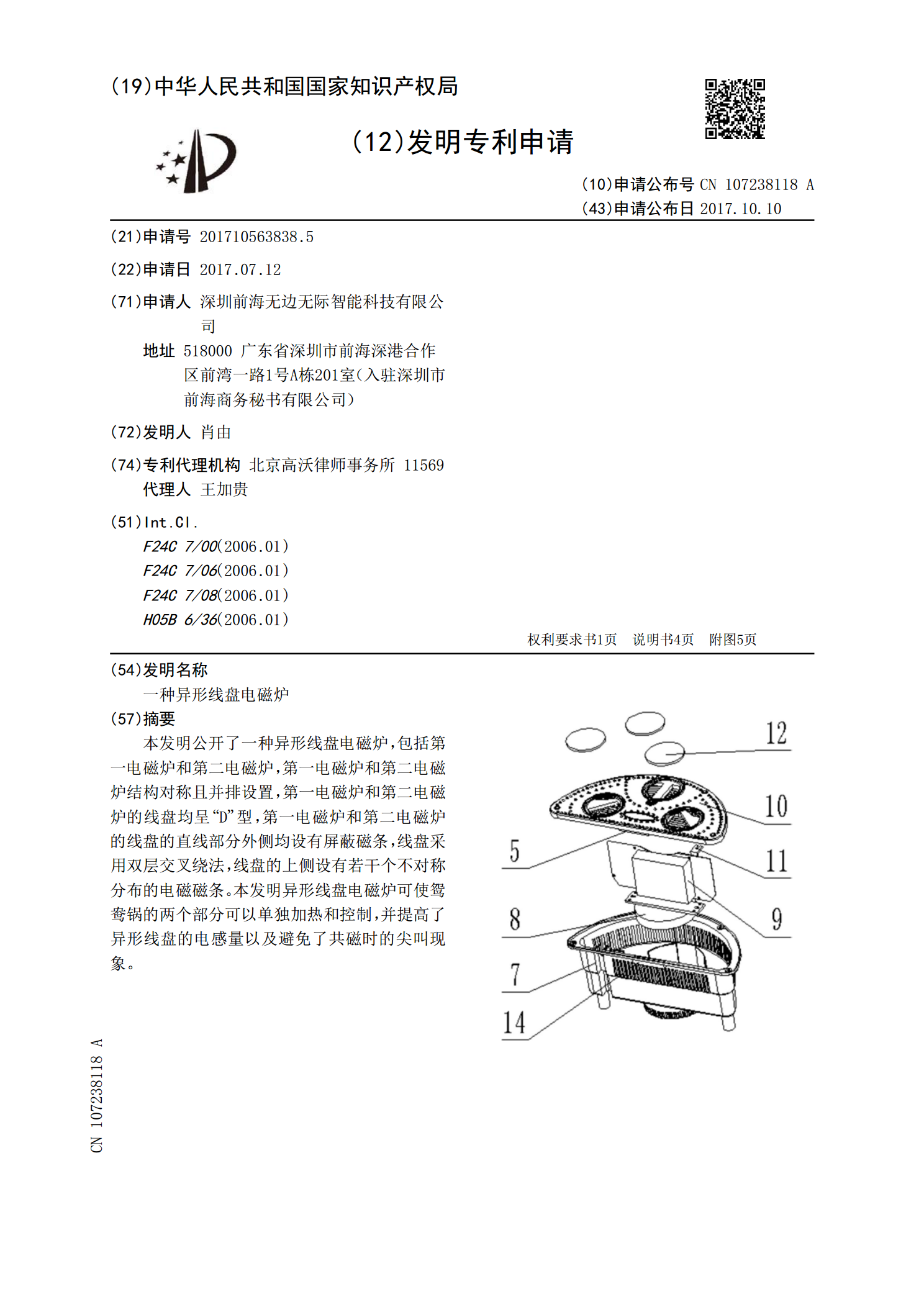
本发明公开了一种异形线盘电磁炉,包括第一电磁炉和第二电磁炉,第一电磁炉和第二电磁炉结构对称且并排设置,第一电磁炉和第二电磁炉的线盘均呈“D”型,第一电磁炉和第二电磁炉的线盘的直线部分外侧均设有屏蔽磁条,线盘采用双层交叉绕法,线盘的上侧设有若干个不对称分布的电磁磁条。本发明异形线盘电磁炉可使鸳鸯锅的两个部分可以单独加热和控制,并提高了异形线盘的电感量以及避免了共磁时的尖叫现象。