
一种软磁合金的真空热处理工艺.pdf

猫巷****觅蓉


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种软磁合金的真空热处理工艺.pdf
一种软磁合金的真空热处理工艺,其特征是具体工艺过程为:(1)准备:零件和试环用汽油或清洗液清洗干净,烘干,避免制件在清洗和清理过程中变形或磁性能降低,将零件和试环转入不锈钢退火盒内,零件和试环间撒氧化铝粉;(2)真空退火:真空度保持在(1~5)×10ˉ1Pa,按150~200℃/小时冷却到400℃,至冷到100-120℃转移到冷却室,温度为≤60-80℃出炉,零件出炉后取出零件空冷或风冷到室温,去净氧化铝粉,包装;(3)检验:外观保持光亮,无氧化、变形。本发明的有益之处在于:提供一种更加适合软磁合金材料特

一种软磁合金多功能复合磁场真空热处理装置.pdf
本发明公开了一种软磁合金多功能复合磁场真空热处理装置,该软磁合金多功能复合磁场真空热处理装置中包括炉体结构,横向磁场结构,纵向磁场结构,等效旋转磁场结构和真空结构;本发明的软磁合金多功能复合磁场真空热处理装置用于处理软磁合金磁芯,能够满足横向、纵向、旋转复合磁场叠加处理方式还能够满足单向需求磁场处理方式,能够让软磁合金磁芯处理方式有多种选择,从而使软磁合金的磁性能更加优越。

1J12DY软磁合金热处理工艺.docx
1J12DY软磁合金热处理工艺热处理工艺在金属材料加工中起着重要的作用,能够改善材料的性能和结构,提高材料的强度、硬度和耐磨性等。本文以1J12DY软磁合金为研究对象,探讨其热处理工艺及其对材料性能的影响。1J12DY软磁合金是一种具有优异磁性能的材料,常用于磁传感器、变压器和电化学设备等领域。其组成主要包括铁(Fe)、镍(Ni)、铜(Cu)和钼(Mo)等元素。为了进一步提高软磁合金的性能,需要通过热处理工艺来改善其组织结构和磁性能。首先,软磁合金材料的热处理工艺主要包括退火和时效两个步骤。退火过程是将材
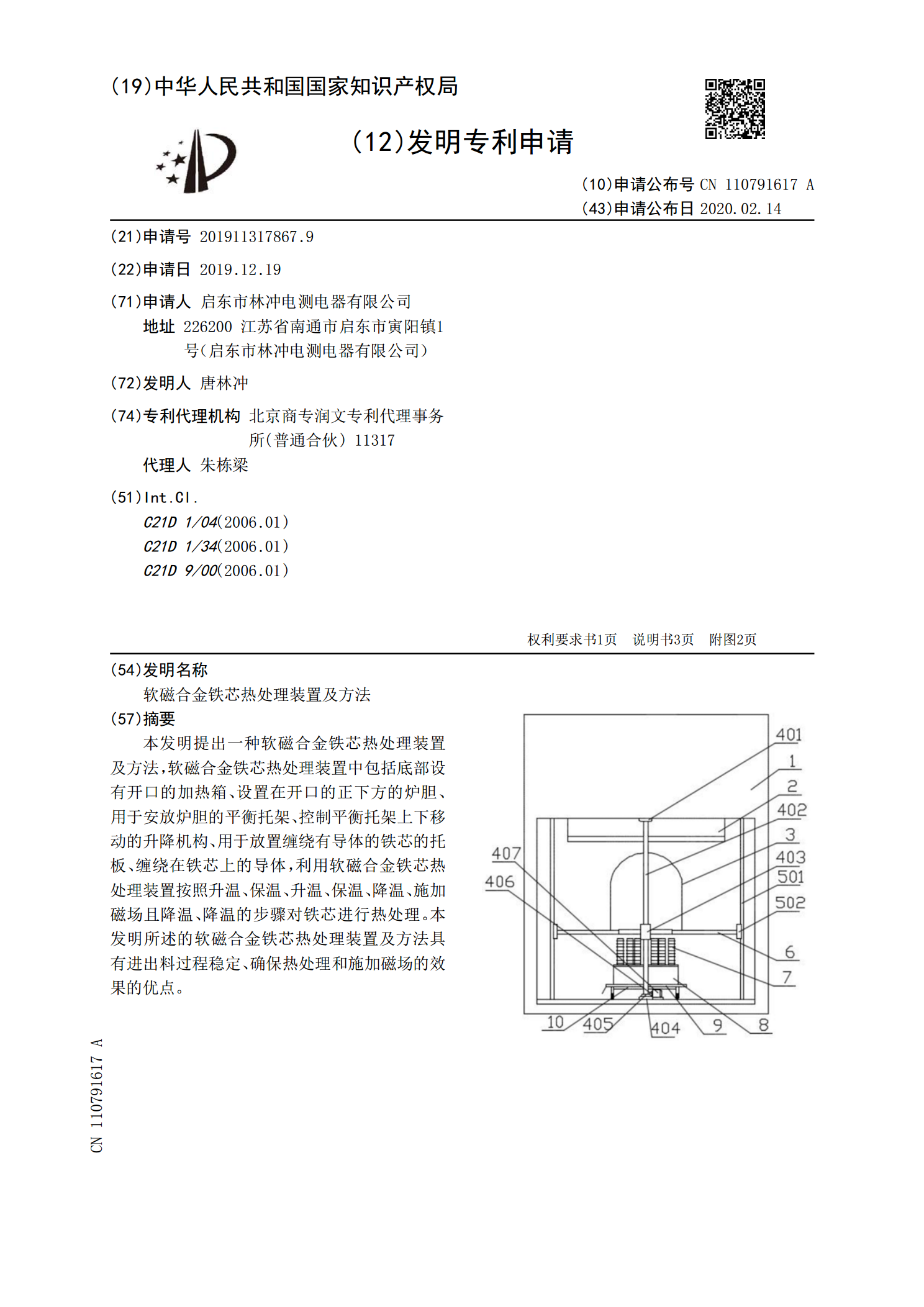
软磁合金铁芯热处理装置及方法.pdf
本发明提出一种软磁合金铁芯热处理装置及方法,软磁合金铁芯热处理装置中包括底部设有开口的加热箱、设置在开口的正下方的炉胆、用于安放炉胆的平衡托架、控制平衡托架上下移动的升降机构、用于放置缠绕有导体的铁芯的托板、缠绕在铁芯上的导体,利用软磁合金铁芯热处理装置按照升温、保温、升温、保温、降温、施加磁场且降温、降温的步骤对铁芯进行热处理。本发明所述的软磁合金铁芯热处理装置及方法具有进出料过程稳定、确保热处理和施加磁场的效果的优点。

一种软磁合金零件或试样的热处理装置.pdf
本发明属于合金及零件的热处理技术,涉及对软磁合金零件或试样的热处理装置的改进。其特征在于:有一个带有平台的支架(1),还有一个由小车(2)、铰链轴(3)、4个摇臂、横截面为半圆形的前炉体(5a)和后炉体(5b)、固定套(12)和限位套(13)组成移动加热装置。本发明提出了一种改进的软磁合金零件或试样的热处理装置,大大改善了磁场分布的均匀性,提高了磁性处理的效果;同时,通过分散管路和电路的分布,简化了绝缘和密封结构。