
用于大功率柴油机连杆的增碳调质工艺.pdf

志玉****爱啊

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于大功率柴油机连杆的增碳调质工艺.pdf
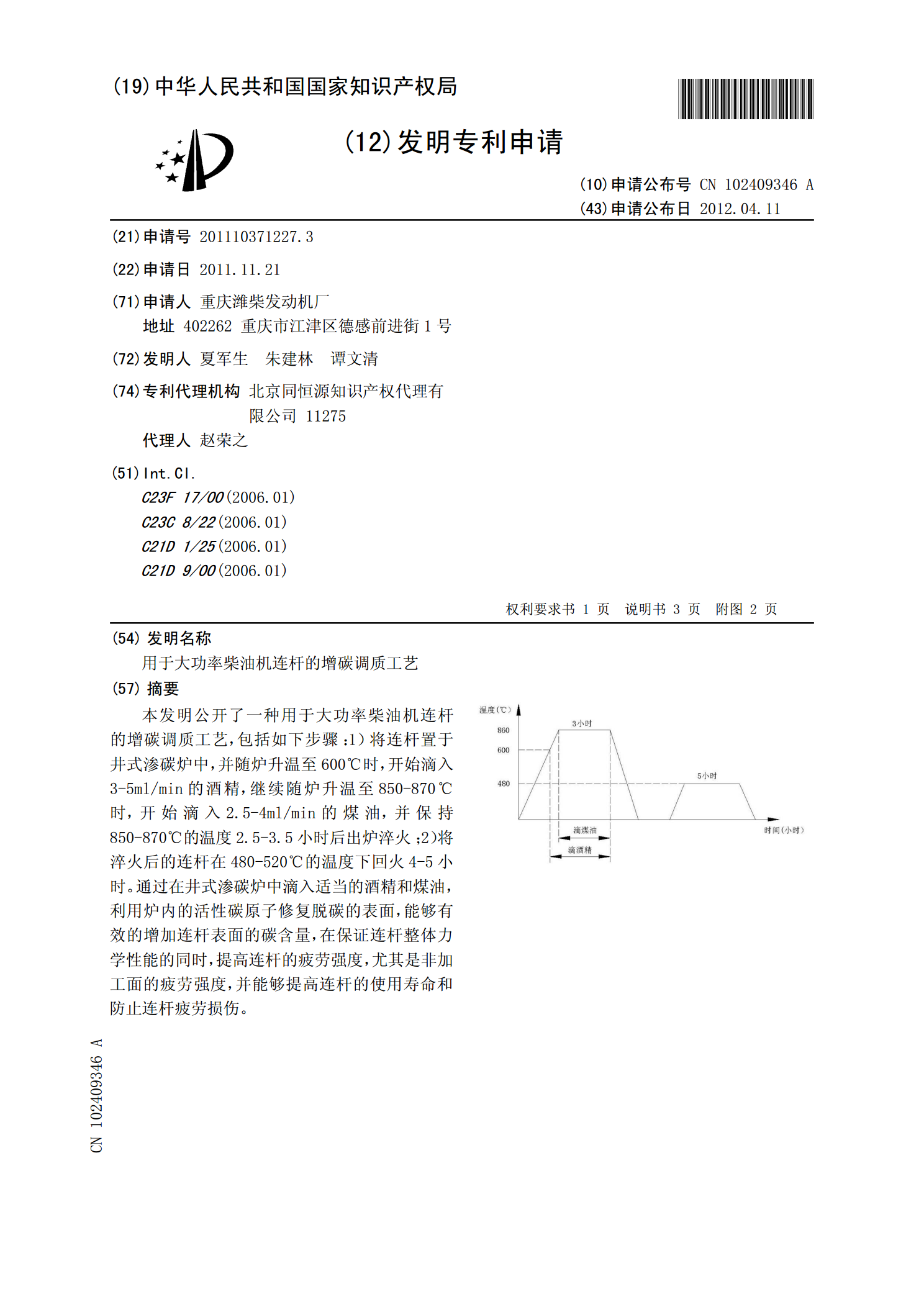
本发明公开了一种用于大功率柴油机连杆的增碳调质工艺,包括如下步骤:1)将连杆置于井式渗碳炉中,并随炉升温至600℃时,开始滴入3-5ml/min的酒精,继续随炉升温至850-870℃时,开始滴入2.5-4ml/min的煤油,并保持850-870℃的温度2.5-3.5小时后出炉淬火;2)将淬火后的连杆在480-520℃的温度下回火4-5小时。通过在井式渗碳炉中滴入适当的酒精和煤油,利用炉内的活性碳原子修复脱碳的表面,能够有效的增加连杆表面的碳含量,在保证连杆整体力学性能的同时,提高连杆的疲劳强度,尤其是非加

柴油机连杆调质工艺的改进.docx
柴油机连杆调质工艺的改进柴油机连杆调质工艺的改进摘要:连杆是柴油机中重要的传动机构之一,其工艺质量直接影响发动机的可靠性和使用寿命。本文主要探讨柴油机连杆调质工艺的改进,包括材料选择、热处理工艺和工艺参数控制等方面。通过改进工艺和技术手段,提高连杆的强度、硬度和疲劳寿命,进而提高柴油机的性能和可靠性。1.引言柴油机连杆作为发动机中重要的传动机构,承受着高速旋转、较大载荷和频繁往复运动等工况要求,因此其材料和工艺质量直接影响发动机的可靠性和使用寿命。为了提高柴油机的性能和可靠性,不断改进连杆调质工艺势在必行

柴油机连杆调质工艺的研究.docx
柴油机连杆调质工艺的研究标题:柴油机连杆调质工艺的研究摘要:柴油机作为重要的内燃机,其连杆材料对其性能和寿命具有重要影响。本文围绕柴油机连杆的调质工艺展开研究,探讨了热处理参数对连杆性能的影响,并提出了优化调质工艺的建议。通过实验数据和分析结果,证明了采用适当的调质工艺可以显著提高柴油机连杆的强度和可靠性。1.引言柴油机作为一种重要的动力装置,广泛应用于交通运输、工程机械、发电等领域。柴油机的连杆是其关键零部件之一,负责将活塞的往复运动转化为连续的旋转运动,对发动机的性能和寿命具有重要影响。因此,提高连杆
柴油机连杆加工工艺研究.pdf
答辩委员会主席:——密级:——编号:——柴油机连杆加工工艺研究盟学位授予单位及代码:盘查堡王盍堂学科专业名称及代码:扭越剑造丛墓自动丝研究方向:趣岱扭撼壹ㄗ曹±指导教师:史里拯熬援究生:塑量生分类号:§銺申请学位级别:亟研论文评阅人摘要连杆是柴油机运动的主要关键件之一它工作的稳定性、可靠性对柴油机的整机质量至关重要质量轻、精度高的连杆有助于降低柴油机的能耗和噪声。本文在研究了国内外内燃机连杆的基础上根据我国柴油机连杆加工的现状以及连杆结构的特点和精度要求分析了如何对连杆

柴油机连杆加工工艺研究.docx
柴油机连杆加工工艺研究柴油机连杆加工工艺研究摘要:柴油机连杆作为内燃机的重要部件之一,其加工工艺对于柴油机的性能和使用寿命具有重要影响。本文通过对柴油机连杆加工工艺的研究,分析了不同加工工艺对连杆性能的影响,并提出了一种优化的加工方法。结果表明,通过合理选择工艺参数和加工工序,可以提高连杆的强度和耐磨性,从而提高柴油机的性能和使用寿命。关键词:柴油机连杆;加工工艺;性能;使用寿命引言柴油机是一种常见的内燃机类型,广泛应用于汽车、船舶和工程机械等领域。作为柴油机内部的关键部件之一,连杆的质量和性能对于柴油机