
热轧带钢生产线出炉辊道轴承座快速冷却装置.pdf

书生****萌哒

1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热轧带钢生产线出炉辊道轴承座快速冷却装置.pdf
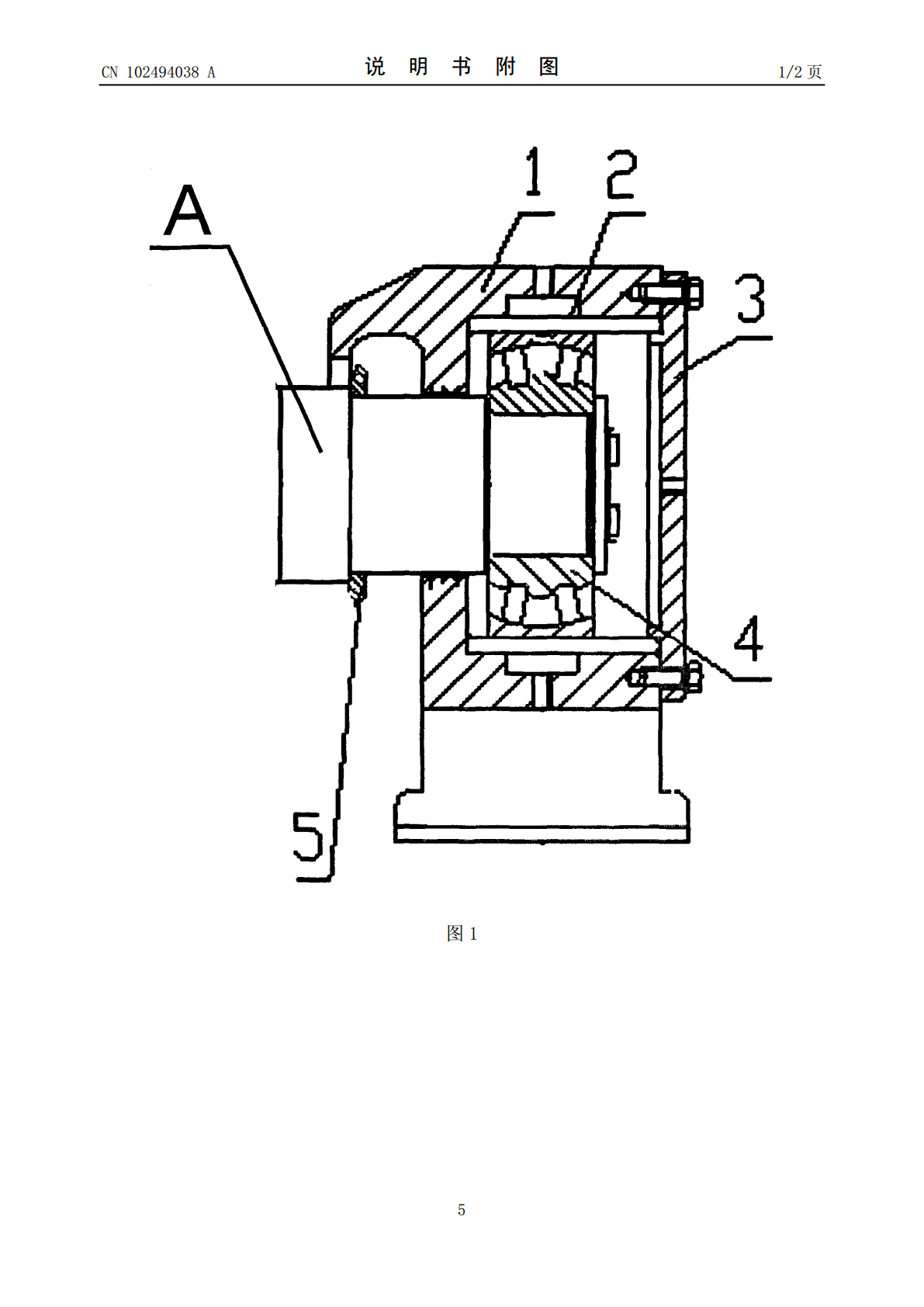
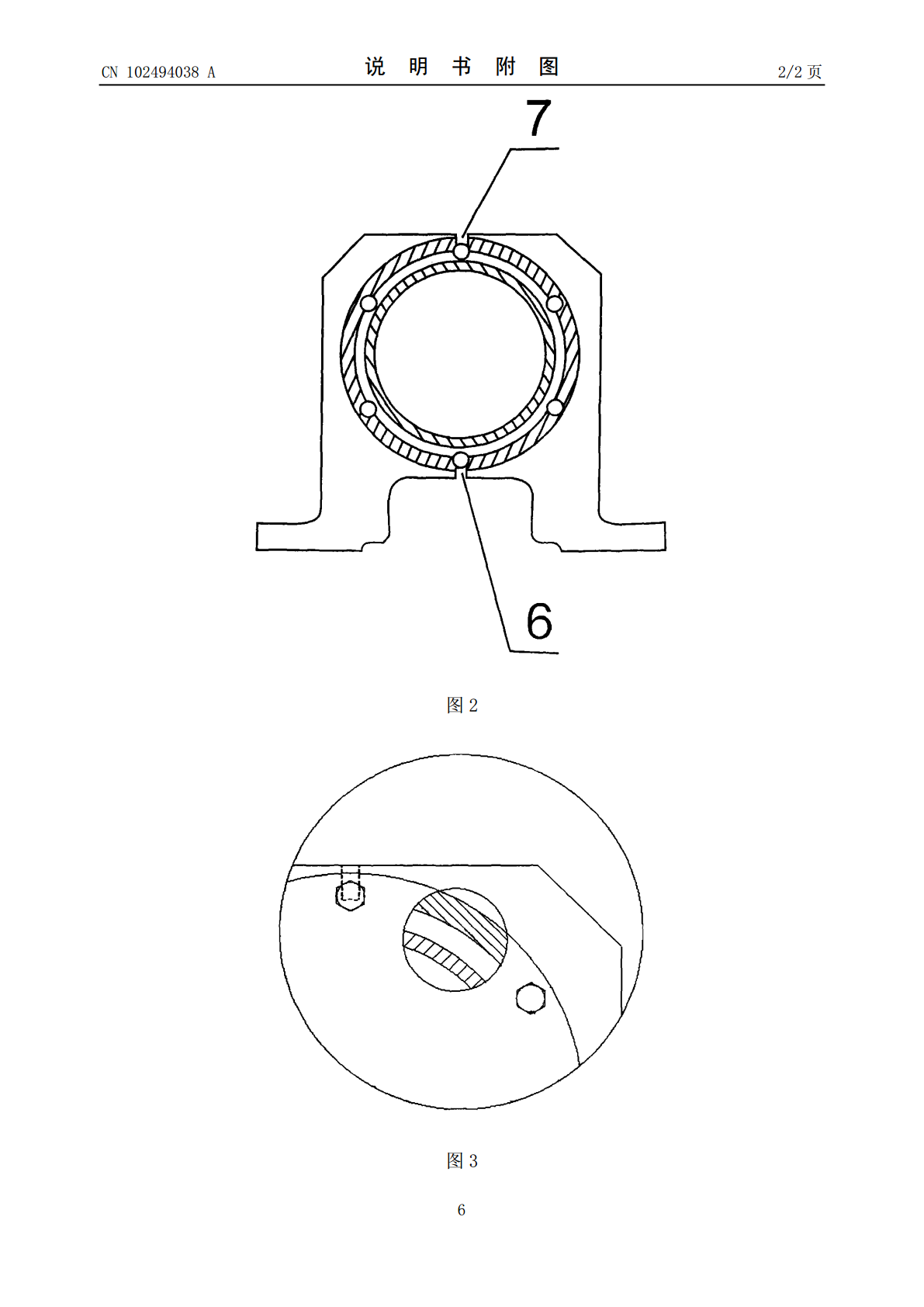
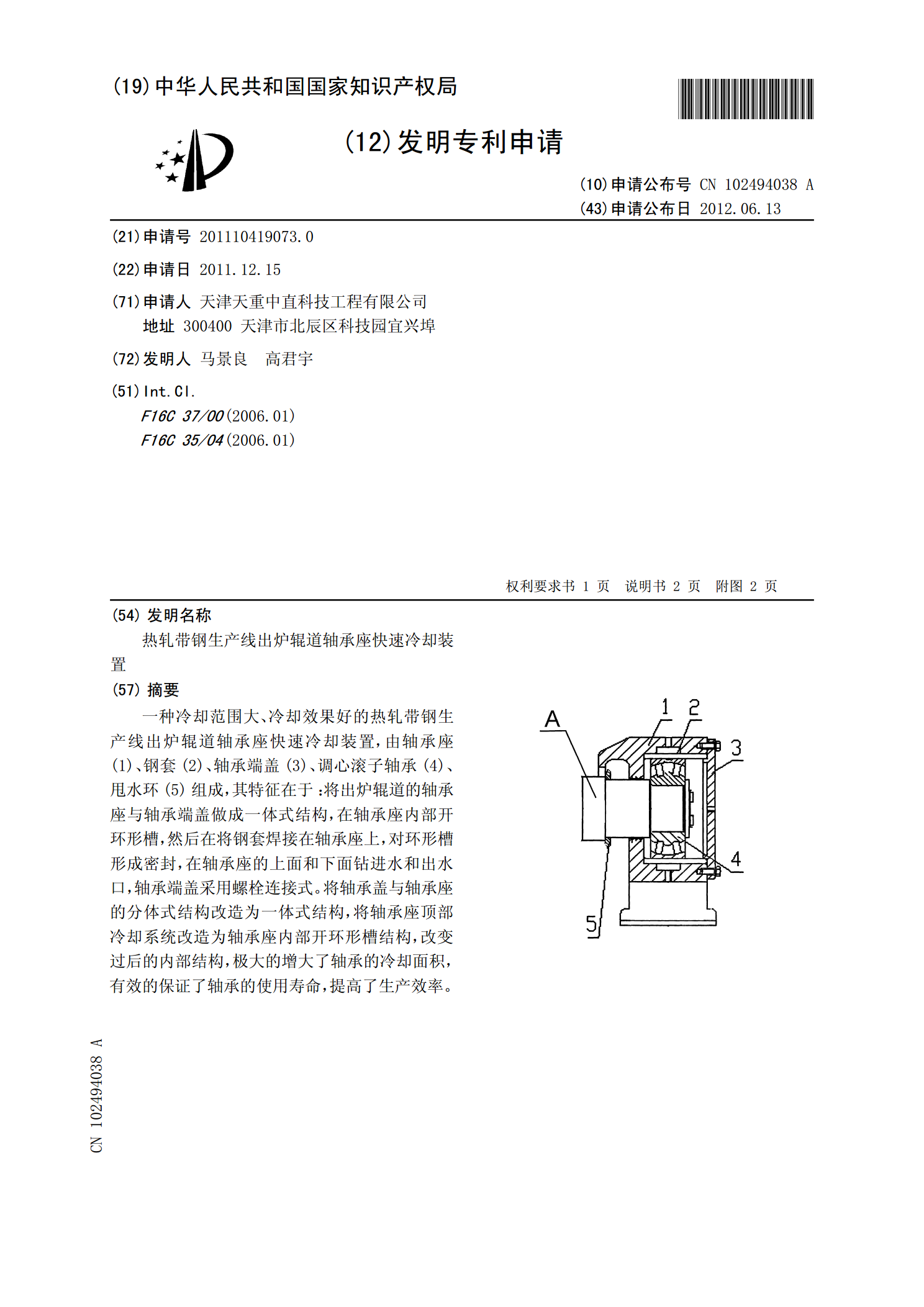
一种冷却范围大、冷却效果好的热轧带钢生产线出炉辊道轴承座快速冷却装置,由轴承座(1)、钢套(2)、轴承端盖(3)、调心滚子轴承(4)、甩水环(5)组成,其特征在于:将出炉辊道的轴承座与轴承端盖做成一体式结构,在轴承座内部开环形槽,然后在将钢套焊接在轴承座上,对环形槽形成密封,在轴承座的上面和下面钻进水和出水口,轴承端盖采用螺栓连接式。将轴承盖与轴承座的分体式结构改造为一体式结构,将轴承座顶部冷却系统改造为轴承座内部开环形槽结构,改变过后的内部结构,极大的增大了轴承的冷却面积,有效的保证了轴承的使用寿命,提
一种热轧带钢夹送辊快速冷却装置.pdf
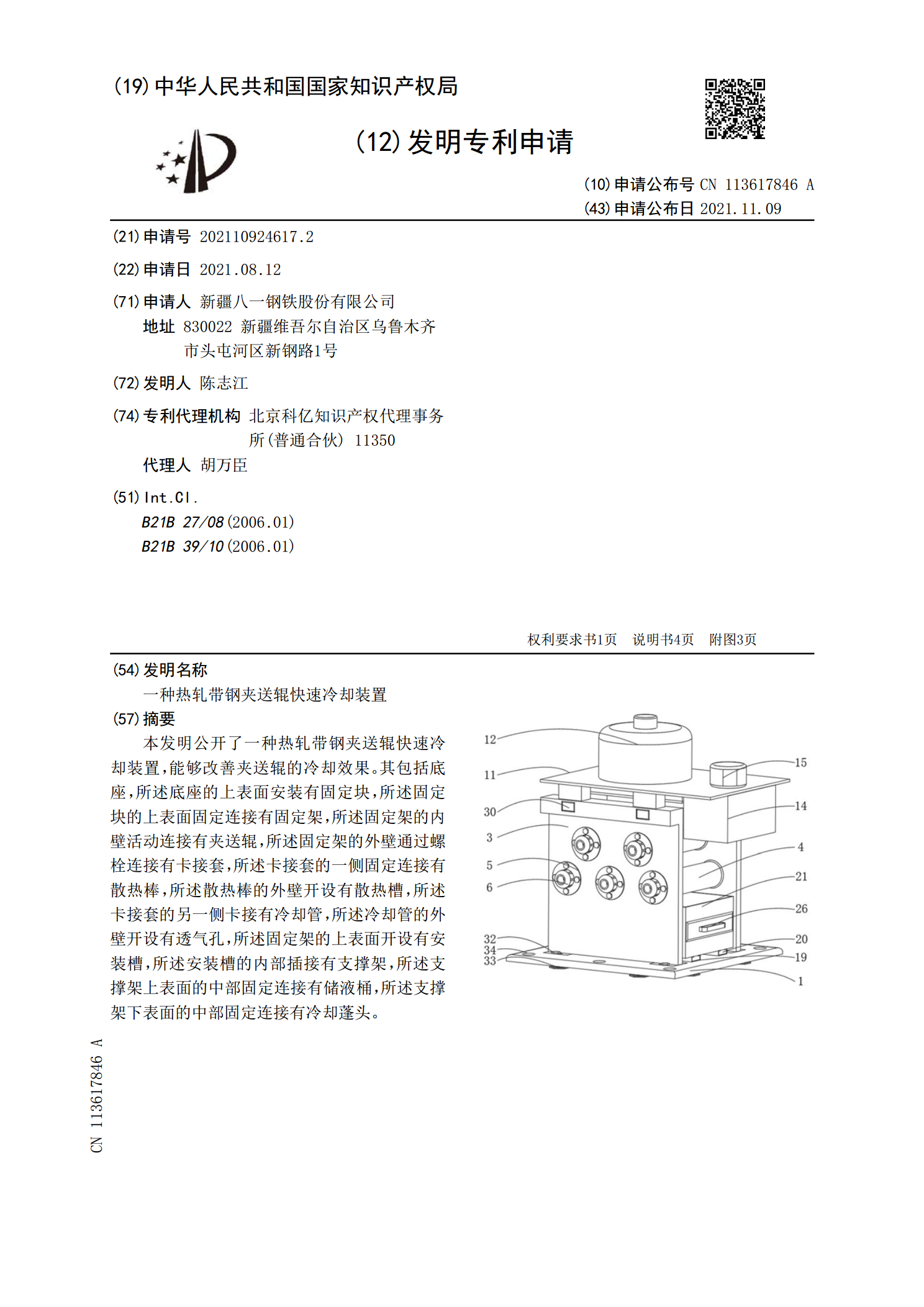
本发明公开了一种热轧带钢夹送辊快速冷却装置,能够改善夹送辊的冷却效果。其包括底座,所述底座的上表面安装有固定块,所述固定块的上表面固定连接有固定架,所述固定架的内壁活动连接有夹送辊,所述固定架的外壁通过螺栓连接有卡接套,所述卡接套的一侧固定连接有散热棒,所述散热棒的外壁开设有散热槽,所述卡接套的另一侧卡接有冷却管,所述冷却管的外壁开设有透气孔,所述固定架的上表面开设有安装槽,所述安装槽的内部插接有支撑架,所述支撑架上表面的中部固定连接有储液桶,所述支撑架下表面的中部固定连接有冷却蓬头。

一种热轧带钢生产线狭小空间辊道更换装置.pdf
本实用新型涉及一种热轧带钢生产线狭小空间辊道更换装置,属于冶金生产设备技术领域。技术方案是:辊道驱动电机(25)驱动辊道更换装置总成(29)移动;基座(3)上设有辊子架(5)和立柱套(14),辊子架(5)上设有辊位(22),辊位(22)内放置辊子(1);立柱套(14)内设有转轴(7),转轴顶部与轨道梁(13)一端连接,轨道梁通过转轴转动;轨道梁(13)为工字梁,两侧设有轨道,轨道内滑动设置电动倒链(12),电动倒链(12)设有起重挂钩,起重挂钩钩挂在辊子上。本实用新型的有益效果是:能够对狭小空间辊道内的单
可快速更换的热轧输出辊道装置.pdf
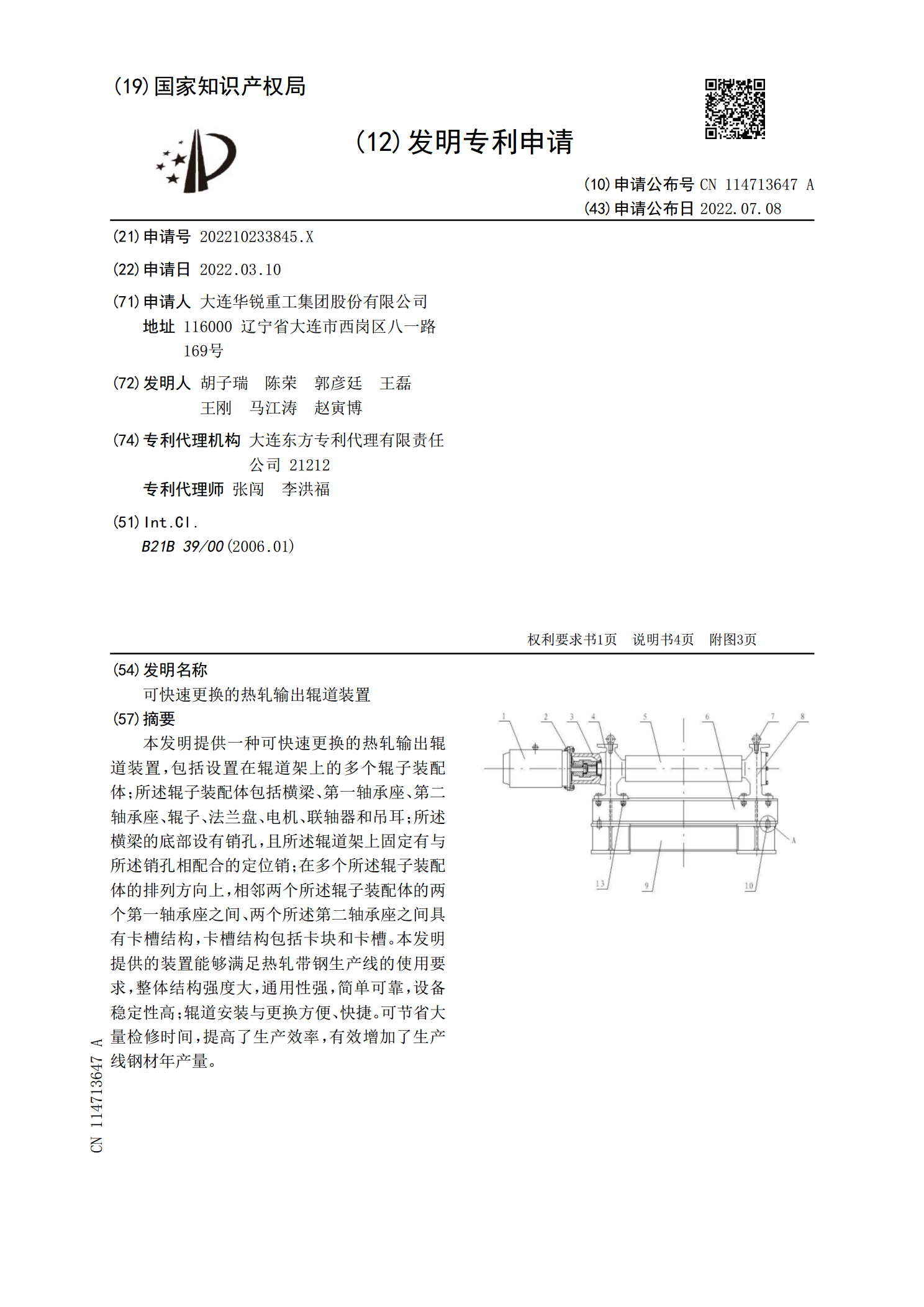
本发明提供一种可快速更换的热轧输出辊道装置,包括设置在辊道架上的多个辊子装配体;所述辊子装配体包括横梁、第一轴承座、第二轴承座、辊子、法兰盘、电机、联轴器和吊耳;所述横梁的底部设有销孔,且所述辊道架上固定有与所述销孔相配合的定位销;在多个所述辊子装配体的排列方向上,相邻两个所述辊子装配体的两个第一轴承座之间、两个所述第二轴承座之间具有卡槽结构,卡槽结构包括卡块和卡槽。本发明提供的装置能够满足热轧带钢生产线的使用要求,整体结构强度大,通用性强,简单可靠,设备稳定性高;辊道安装与更换方便、快捷。可节省大量检修

密集型快速冷却技术在热轧带钢生产线的应用.docx
密集型快速冷却技术在热轧带钢生产线的应用密集型快速冷却技术在热轧带钢生产线的应用随着科学技术的飞速发展和工业化的迅猛发展,带钢的生产受到了越来越多的关注。其中,热轧带钢作为一种很重要的材料,在新型基础设施建设和各种大型工程中占据了非常重要的地位。然而,热轧带钢在生产过程中,需要进行冷却以使其能够得到最佳的性能和质量,同时提高带钢的生产效率。因此,密集型快速冷却技术的应用,可以在很大程度上提高带钢的生产效率和质量,降低生产成本,成为现代热轧带钢生产的重要手段。一、密集型快速冷却技术密集型快速冷却技术是热轧带