
干熄焦炉壳拼装和安装的方法.pdf

一吃****永贺


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
干熄焦炉壳拼装和安装的方法.pdf
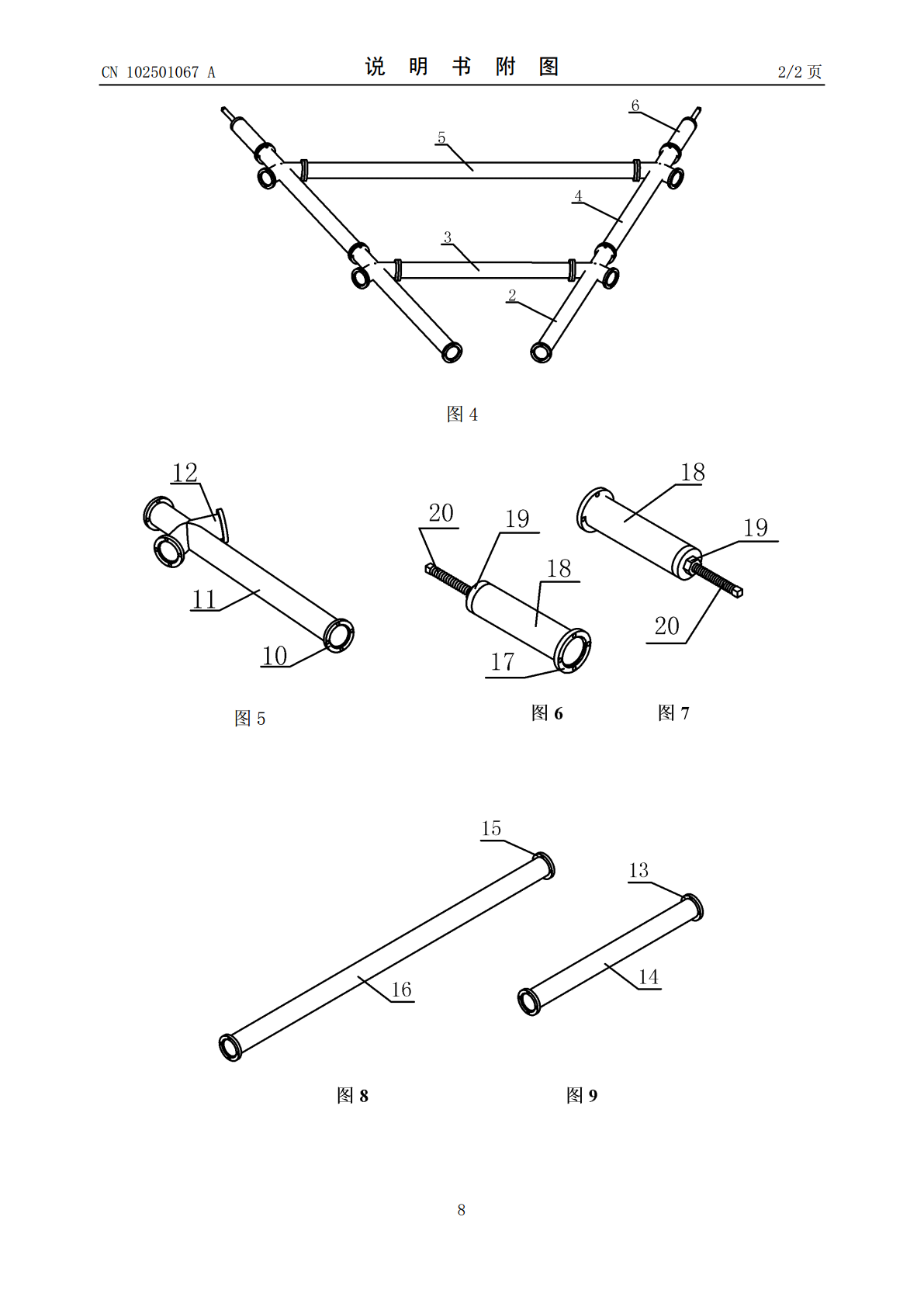
本发明涉及的干熄焦炉壳拼装和安装的方法,其是采用一个主要由胎具中心座、第一增加节、第一连接件、第二增加节、第二连接件和伸缩调节头组成的正圆度调整胎具,实施对干熄焦炉壳的正圆度的调整与检测的方法,该方法步骤包括干熄焦炉壳的拼装、所有干熄焦炉壳各段各圈的安装及其正圆度的调整。本发明成功地解决了以往施工中壳体中心偏差、半径难以控制的问题,并且具有施工方便、成本低和提高了安装质量等优点。

干熄焦炉壳上锥体制作及安装方法.pdf
本发明公开了一种干熄焦炉壳上锥体制作及安装方法,包括如下步骤:将干熄焦炉壳上锥体放样成扇形样板,在制作平面上按实际比例画出扇形样板的轮廓;将钢板铺满整个扇形样板轮廓,并焊接形成扇形钢板;在扇形钢板上设置4个吊耳,中间两个吊耳通过钢丝绳与吊车吊钩连接,两侧两个吊耳通过手拉葫芦和钢丝绳与吊车吊钩连接;吊车将扇形钢板起吊后,在扇形钢板内侧设置3个吊耳,3个吊耳通过滑轮、手拉葫芦和钢丝绳调节扇形钢板下端的收拢,形成锥形钢板;将锥形钢板焊接制成干熄焦炉壳上锥体,将干熄焦炉壳上锥体起吊与干熄焦炉壳体直段对接,完成安装
一种干熄焦炉炉壳的激光测量安装方法.pdf
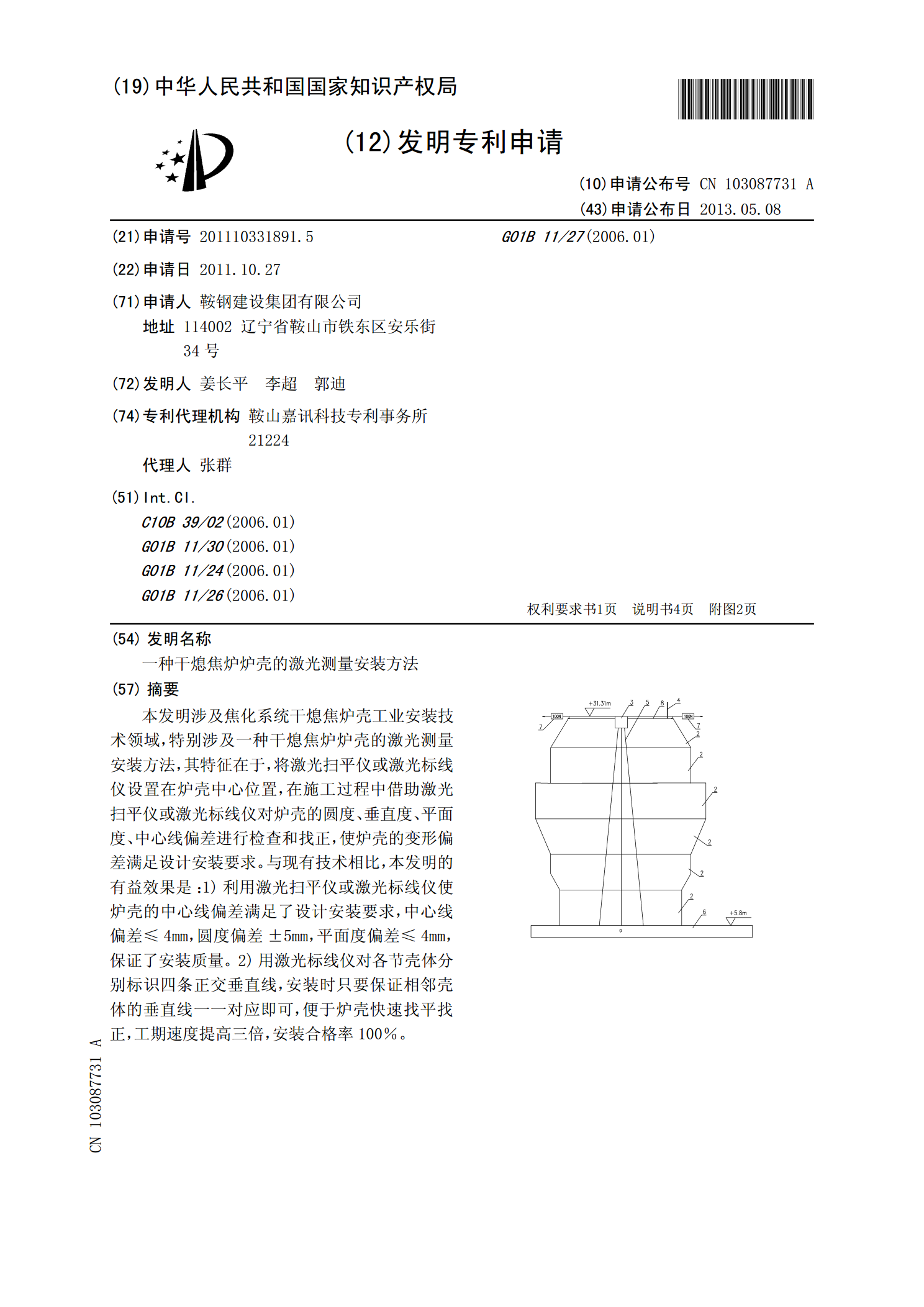
本发明涉及焦化系统干熄焦炉壳工业安装技术领域,特别涉及一种干熄焦炉炉壳的激光测量安装方法,其特征在于,将激光扫平仪或激光标线仪设置在炉壳中心位置,在施工过程中借助激光扫平仪或激光标线仪对炉壳的圆度、垂直度、平面度、中心线偏差进行检查和找正,使炉壳的变形偏差满足设计安装要求。与现有技术相比,本发明的有益效果是:1)利用激光扫平仪或激光标线仪使炉壳的中心线偏差满足了设计安装要求,中心线偏差≤4mm,圆度偏差±5mm,平面度偏差≤4mm,保证了安装质量。2)用激光标线仪对各节壳体分别标识四条正交垂直线,安装时只

干熄焦炉的升温方法.pdf
本发明公开了一种干熄焦炉的升温方法,该方法包括:步骤a:向干熄焦炉装冷焦,将冷焦堆成凹形形状,使得冷焦盖住中央风帽;步骤b:向干熄焦炉投入红焦,使得该红焦盖住步骤a中的冷焦;步骤c:向干熄焦炉投入冷焦,使得该冷焦盖住步骤b中的红焦,以对干熄焦炉进行烘炉;步骤d:向干熄焦炉通入惰性气体,以对干熄焦炉进行温风干燥;步骤e:向干熄焦炉直接投焦,在步骤e中,先向干熄焦炉投红焦,使得该红焦盖住步骤c中的冷焦,再向干熄焦炉投冷焦,使得该冷焦盖住步骤e中的红焦。通过本发明的方法实现烘炉质量、工期两不误的目标。

干熄焦炉及采用其制备干熄焦的方法.pdf
本发明公开了一种干熄焦炉及采用其制备干熄焦的方法,所述干熄焦炉包括干熄焦炉本体和安装在所述干熄焦炉本体炉口处的装料装置,所述干熄焦炉本体侧壁的上端设有吹入口,所述吹入口处设有第一阀门,所述吹入口用以向所述干熄焦炉本体内吹入焦粉。如此可在干熄焦炉本体炉口被打开前或打开后立即向干熄焦炉本体内吹入焦粉,如此焦粉可与进入到干熄焦炉本体内的氧气接触并迅速发生氧化反应,如此减少落入到干熄焦炉本体内的红焦与进入到干熄焦炉本体内的氧气反应,从而降低红焦在干熄焦炉本体内熄焦过程中的损耗。