
用于双向压制的半固态金属粉末成形装置.pdf

一只****生物

1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于双向压制的半固态金属粉末成形装置.pdf
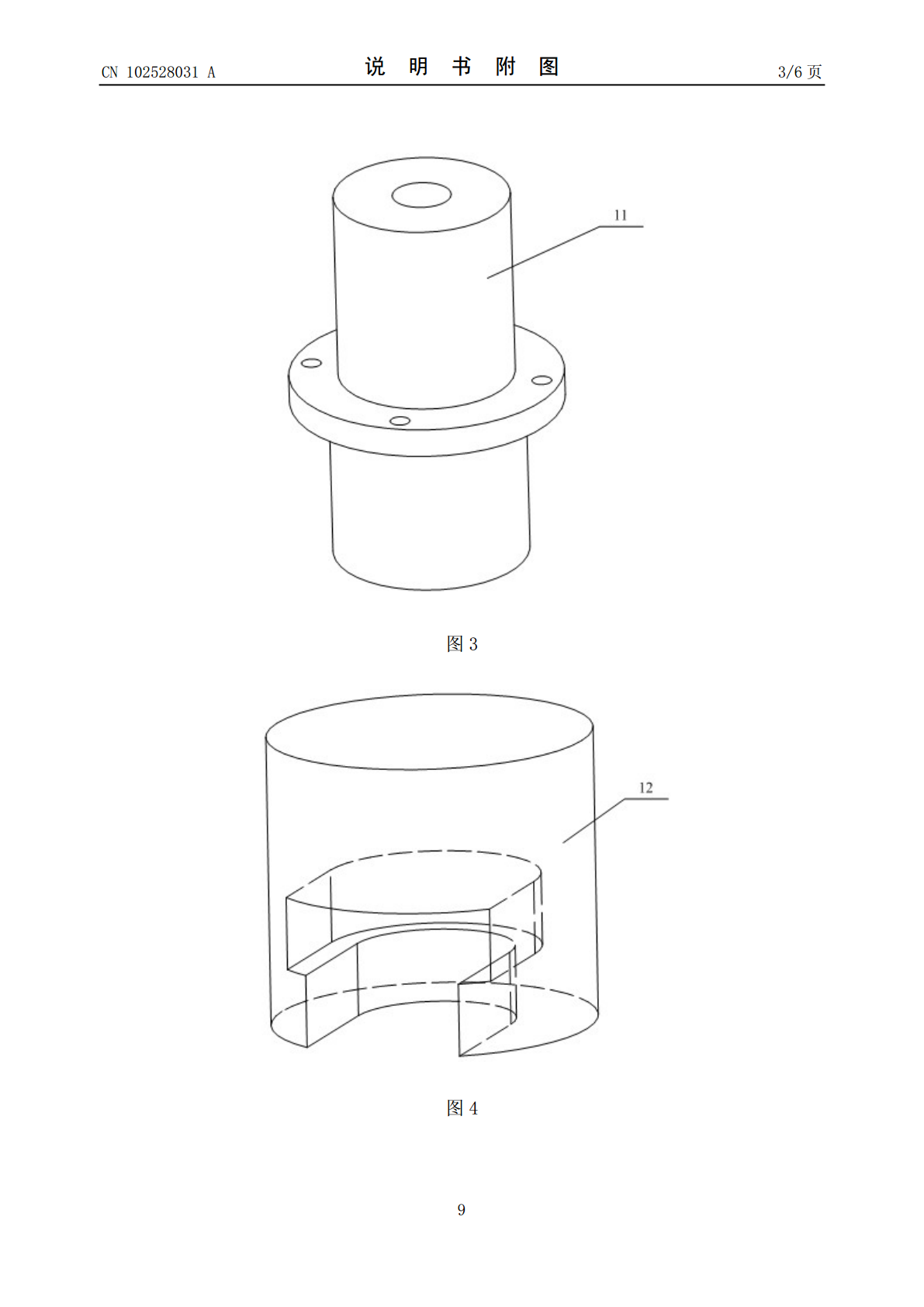
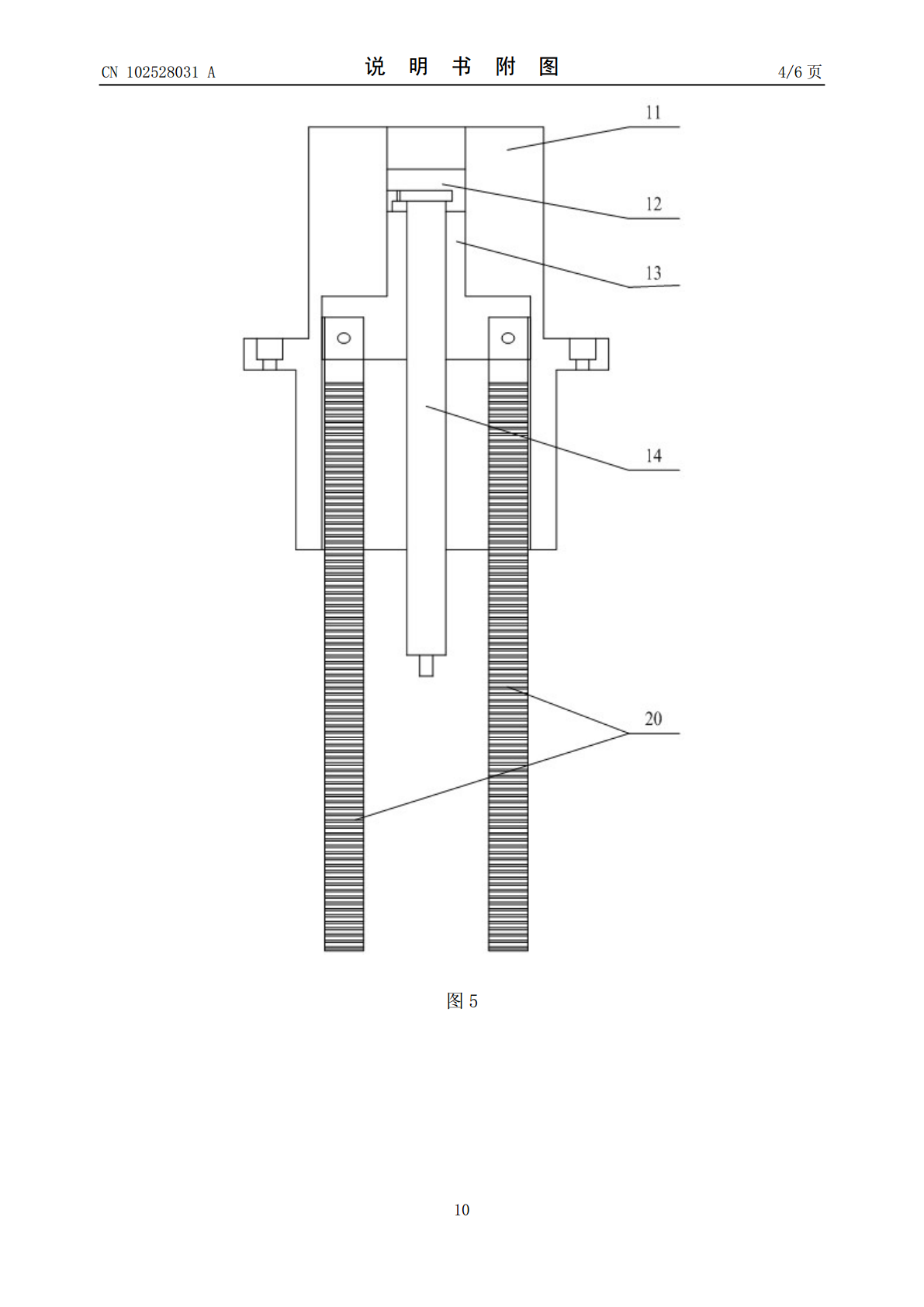
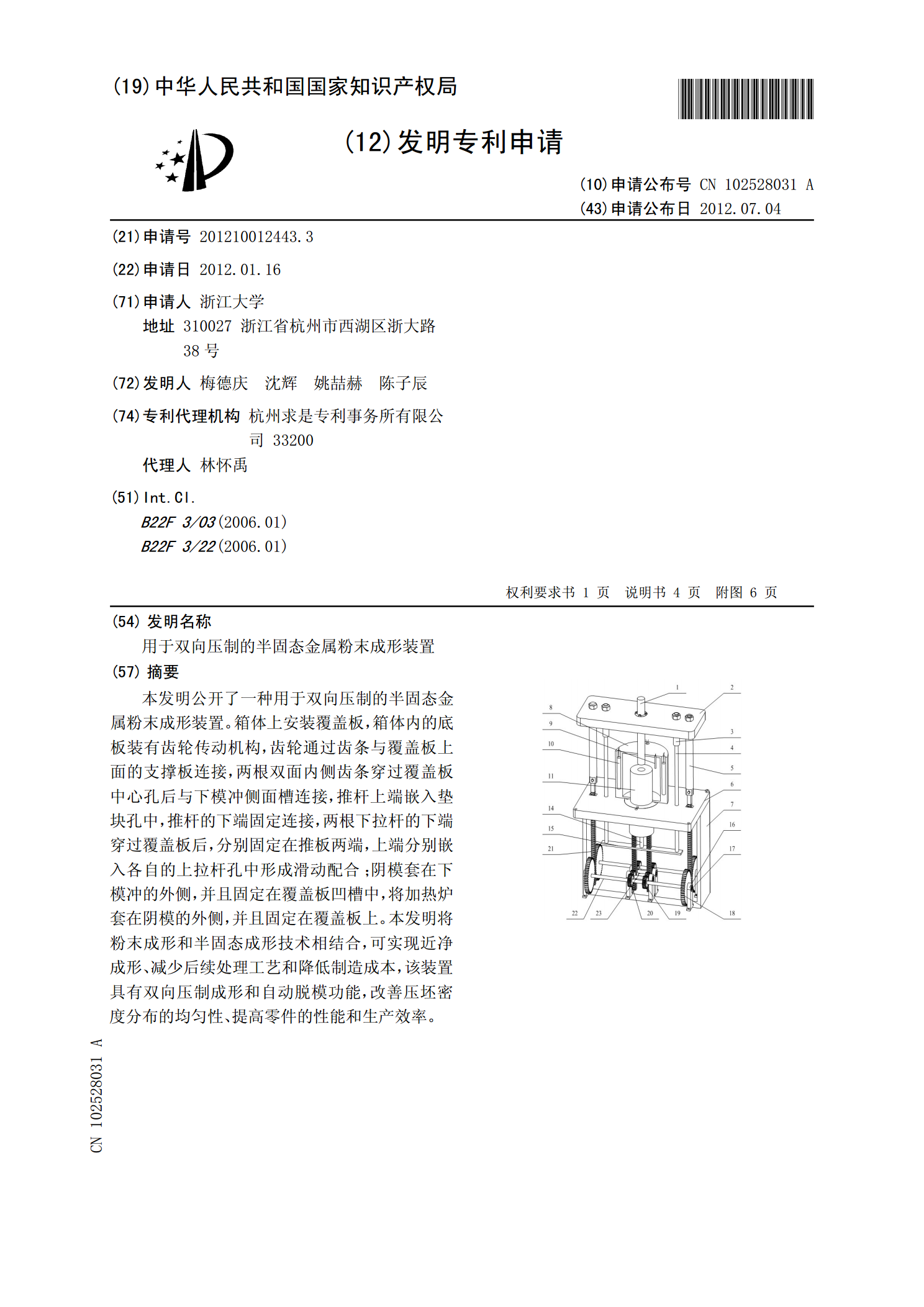
本发明公开了一种用于双向压制的半固态金属粉末成形装置。箱体上安装覆盖板,箱体内的底板装有齿轮传动机构,齿轮通过齿条与覆盖板上面的支撑板连接,两根双面内侧齿条穿过覆盖板中心孔后与下模冲侧面槽连接,推杆上端嵌入垫块孔中,推杆的下端固定连接,两根下拉杆的下端穿过覆盖板后,分别固定在推板两端,上端分别嵌入各自的上拉杆孔中形成滑动配合;阴模套在下模冲的外侧,并且固定在覆盖板凹槽中,将加热炉套在阴模的外侧,并且固定在覆盖板上。本发明将粉末成形和半固态成形技术相结合,可实现近净成形、减少后续处理工艺和降低制造成本,该装

一种用于半固态触变成形的钢铁坯料的制备方法及装置.pdf
本发明公开了一种用于半固态触变成形的钢铁坯料的制备方法及装置。所述方法通过控制熔融钢铁材料从液相线温度以上,经过温控结晶器冷却至半固态温度区间过程中的微观组织演变,获得具有均匀、且具有球化微观组织特征的半固态触变成形钢铁坯料。所述装置包括结晶器和成型模具;所述结晶器本体为柱状结构,其内竖向设有均匀分布呈蜂窝状的通孔,在所述通孔的周围均匀设置冷却水道,所述结晶器的上部向外延伸形成锥面入料端;所述成型模具设于结晶器的底部,其开口端与结晶器底部的出料端吻合;所述结晶器的温度通过调节冷却水管的冷却水流速进行控制。

半固态流变成形技术.pptx
第5章半固态金属流变成形技术半固态金属加工旳工艺流程图流变成形工艺流程示意图触变成形工艺流程图学习要求:掌握上述多种工艺旳原理和特点。5.1老式机械扰拌式流变成形老式机械搅拌流变压铸旳缺陷:机械搅拌制备旳半固态合金浆料旳保存比较麻烦,需要对保存增塌或储存室进行预先加热和保温,这在实际应用中很不以便。半固态合金浆料旳输送也不以便,要么输送容器为一次性消耗品,在流变成形时被压碎并混人浆料中而难以分离;要么半固态合金浆料轻易粘附在输送柑祸旳内壁,需要不断清理柑祸以及无法精确确保流变成形所需旳浆料体积,使流变成形

铝合金半固态触变成形中的坯料加热装置.pdf
本发明公开了一种铝合金半固态触变成形中的坯料加热装置,坩埚、坩埚底座、感应加热线圈、石英外套保温层均设置于感应加热炉炉体内,坩埚底座设置于感应加热炉炉体底部,用于支撑坩埚,坩埚侧壁设有热电偶检测孔,接触式热电偶可穿过热电偶检测孔接触坯料,透明石英玻璃炉盖设置于感应加热炉炉体顶部,控制器用于接受压力接触式热电偶探测到的温度并控制感应加热线圈和顶出装置的运行。本发明装置采用双级加热模式以及恰当的坩埚与线圈之间的参数设置,针对铝合金坯料能稳定地实现半固态状态,保证在加热过程中各处的温度均匀;而且操作简单,加热浆

铝合金的半固态成形技术.docx
铝合金的半固态成形技术铝合金的半固态成形技术摘要:铝合金是一种重要的结构材料,在航空、汽车、机械等领域有广泛应用。半固态成形技术是一种新型的铝合金加工方法,通过控制铝合金材料的凝固过程实现精密成形。本文将介绍铝合金的半固态成形技术的原理、发展及应用,并讨论其优势和存在的问题。一、引言铝合金是一种具有轻质、高强度和良好耐腐蚀性能的材料,因此在航空、汽车、机械等领域有着广泛的应用。传统的铝合金加工方法主要包括铸造、锻造和压力成形,然而这些方法所需的能耗较大,且易产生缺陷。半固态成形技术作为一种新型的铝合金加工