
一种挤压轮用热作模具钢及其制造方法.pdf

努力****元恺


1/8

2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种挤压轮用热作模具钢及其制造方法.pdf
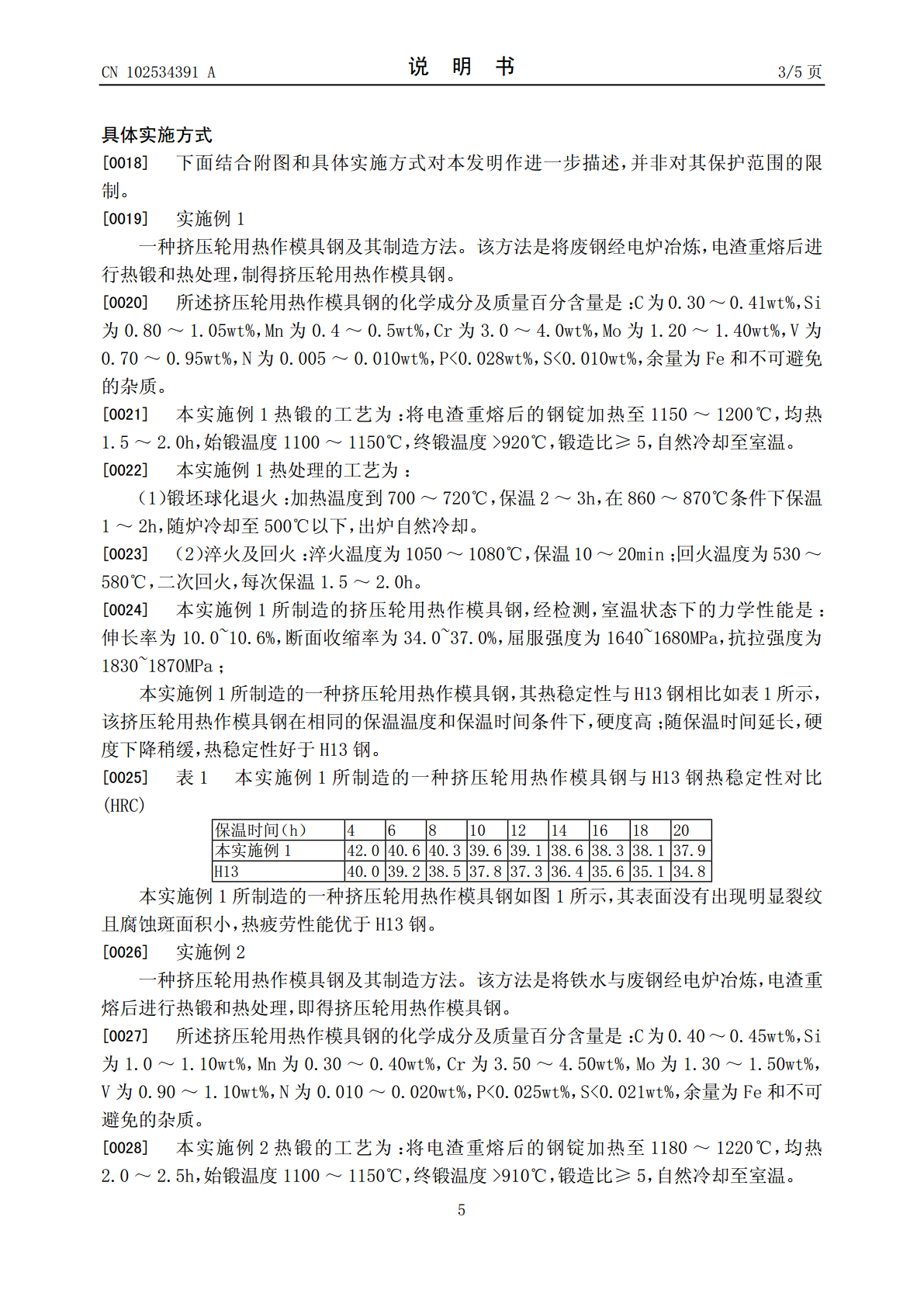
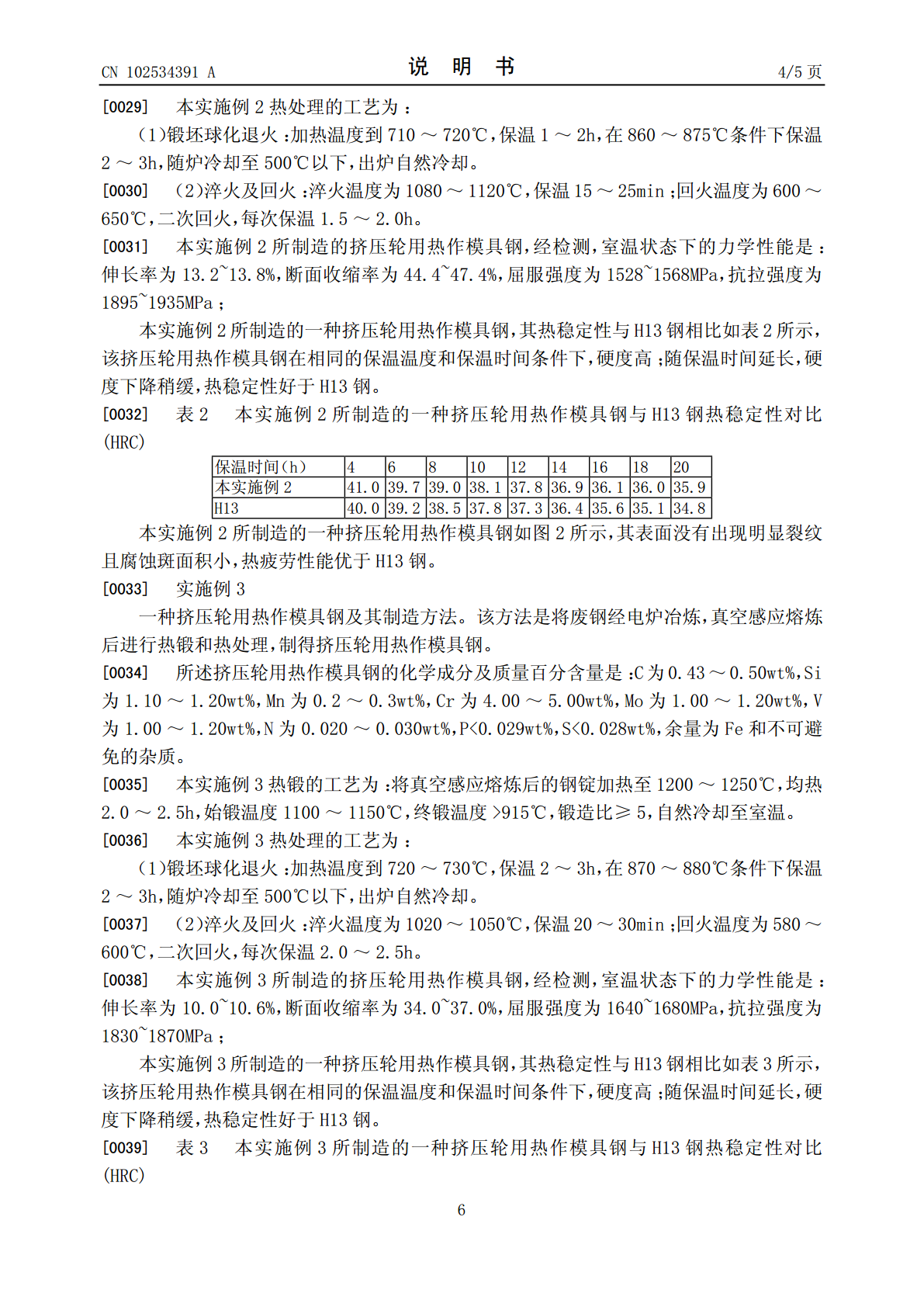
本发明涉及一种挤压轮用热作模具钢及其制造方法。其技术方案是:将废钢或铁水与废钢经电炉冶炼、电渣重熔或真空感应熔炼后进行热锻,然后在700~880℃球化退火;1020~1120℃淬火和530~650℃回火处理,其硬度可达40~52HRC,抗拉强度达1850~1955MPa。该模具钢的化学成分及质量百分含量是:C为0.30~0.50wt%,Si为0.80~1.20wt%,Mn为0.2~0.5wt%,Cr为3.00~5.00wt%,Mo为1.00~1.50wt%,V为0.70~1.20wt%,N为0.005~0

一种热作模具钢中厚板制造方法.pdf
本发明涉及热作模具钢H13热作模具钢中厚板加热、控轧控冷、退火热处理,属于金属热加工领域。一种热作模具钢中厚板制造方法,包括以下步骤:步骤一:冶炼;步骤二:初轧机开坯;步骤三:中间坯加热;步骤四:中厚板轧机轧制及控制冷却;步骤五:电罩式炉氮基保护气氛退火:本发明采用钢锭、中间坯红送、红装技术降低了能源消耗,缩短了中厚板周期;设计了“中间坯高效均质化加热工艺+钢板控轧冷均细化技术+电罩炉氮基气氛保护退火”工艺,实现了热作模具钢H13中厚板组织、晶粒度的均细化,同时可以显著改善热作模具钢中厚板表面质量,降低氧

一种高性能热作模具钢的制造方法.pdf
本发明涉及高性能热作模具钢技术领域,具体为一种高性能热作模具钢的制造方法,其特征在于,包括以下步骤:步骤一:冶炼,步骤二:锻造工艺,步骤三:扩散后出炉锻造,步骤四:锻后退火,步骤五:锻件超细化处理,步骤六:球化退火,本发明的钢种与现有H13钢相比较,钢锭在热加工前使用高温扩散工艺,可以减少高合金比带来的化学成分偏析问题,通过超细化处理+球化退火相结合,以此获得细小的晶粒和碳化物,使材料可以获得优良的球化组织(按照NADCA#207标准在AS1‑AS3),明显提升横向力学性能(横向无缺口冲击均值≥360J)

一种热作模具钢及其制备方法.pdf
本发明提供了一种热作模具钢的制备方法,包括:将合金原料进行EBT电炉熔炼、LF精炼和VD精炼,得到合金液;将所述合金液进行模铸,得到铸件;将所述铸件进行电渣重熔、一次退火、锻造和二次退火,得到热作模具钢。本发明通过采用“电炉+LF+VD+电渣重熔”冶炼PGH13电极棒,从钢材组织控制和热处理关键技术角度解决压铸模具钢的组织均匀性、组织精细化问题;同时结合压铸模具钢服役性能评价及失效行为研究提出高端压铸模具钢稳定化生产的关键工艺,最终使高端的热作模具钢工艺成熟、质量稳定、合格率高废品少、成材率稳定在较高水平
一种热作模具钢及其制备方法.pdf
本发明公开一种热作模具钢及其制备方法。钢中含有C:0.45%~0.55%,Cr:5.50%~6.50%,Si:0.85%~1.10%,Mn:0.30%~0.50%,Mo:1.20%~1.50%,V:0.60%~1.00%,P≤0.013%,S≤0.03%,Gd:0.15%~0.25%,La:0.10%~0.15%,Y:0.10%~0.15%,其余为Fe和不可避免的杂质。电炉熔炼,钢坯加热温度为1200~1280℃,保温2~4h,开轧温度1150~1250℃,终轧温度820~950℃,冷速5~10℃/s,终