
一种接地棒制造工艺.pdf

猫巷****雪凝

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种接地棒制造工艺.pdf
本发明公开了一种接地棒制造工艺,属于接地部件制造技术领域。现有接地棒制造技术存在着污染大、生产成本高、产品中两金属之间的结合力差等缺陷。本发明具体工艺步骤如下:1)、初级前处理:碱洗酸洗之后,再用水洗;2)、冷拉;3)、校直;4)、二次酸洗;5)、二次水洗;6)、机械抛光;7)、干燥处理;8)、电炉镀铜;9)、电炉镀锌;10)、结晶冷却;11)、冷收线;12)、截断成型。本发明避免了镀层之中出现裂纹和气孔,降低了生产成本,并提高了抗拉强度和产品品质。
一种预制棒的制造工艺.pdf
本申请公开了一种预制棒的制造工艺,包括以下步骤:1)在芯棒的一端设置辅助支撑结构,将芯棒安装在沉积床的两个转动卡盘上,进行松散体的沉积操作;2)沉积操作完成后,将沉积床转动90°,使松散体竖直设置且辅助支撑结构位于松散体的上部;3)通过对辅助支撑结构施加作用力,将松散体移出沉积床,移入加热炉中进行烧结操作,得到预制棒。本申请的制造工艺,在松散体沉积完成后,通过将沉积床转动90°从而使松散体竖直,将松散体移出后可以快速的进行玻璃化(烧结操作),从而能够大大提高加工效率。通过设置辅助支撑结构方便松散体与对应的

一种接地棒.pdf
本发明公开了一种接地棒,包括接地棒本体,接地棒本体包括柱型棒体以及安装在柱型棒体底部的锥形棒头,柱型棒体和锥形棒头通过螺纹连接,柱型棒体和锥形棒头锁紧后两者之间留有间隙;柱型棒体的弧形面上设有若干通孔,通孔的与柱型棒体的侧面平行且长度等于柱型棒体的侧面的直径,相邻通孔的上下间距相同;接地棒本体还包括一插销,插销可自由嵌入任意通孔内,插销的一端设有一螺母,螺母上还设有一可自由拆卸的螺栓。本发明的优点在于:其结构简单、制作容易、操作简便,既能便于接地棒打入大地,又便于取出,且避免误伤的安全隐患。
一种接地棒.pdf
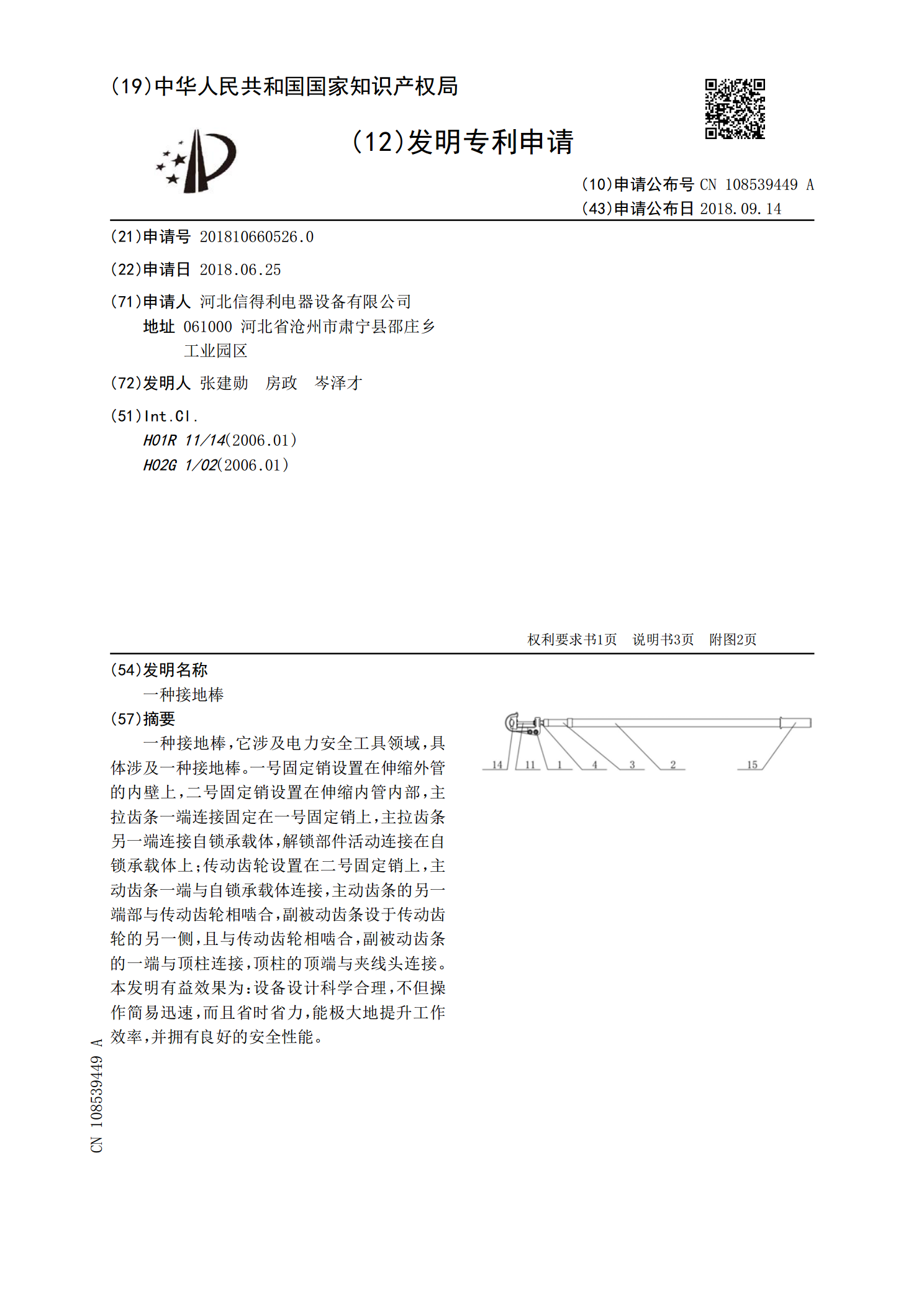
一种接地棒,它涉及电力安全工具领域,具体涉及一种接地棒。一号固定销设置在伸缩外管的内壁上,二号固定销设置在伸缩内管内部,主拉齿条一端连接固定在一号固定销上,主拉齿条另一端连接自锁承载体,解锁部件活动连接在自锁承载体上;传动齿轮设置在二号固定销上,主动齿条一端与自锁承载体连接,主动齿条的另一端部与传动齿轮相啮合,副被动齿条设于传动齿轮的另一侧,且与传动齿轮相啮合,副被动齿条的一端与顶柱连接,顶柱的顶端与夹线头连接。本发明有益效果为:设备设计科学合理,不但操作简易迅速,而且省时省力,能极大地提升工作效率,并拥

一种高效接地棒.pdf
一种高效接地棒。涉及电力用具领域,尤其涉及接地棒的改进。提出了一种结构精巧、稳定性好且调节方便的高效接地棒。所述棒体与中心轴之间通过单向棘轮相连接,所述挂钩设于棒体的一侧、且挂钩底端与中心轴的一端固定相连;所述调节组件包括驱动盘、驱动杆和手柄,所述驱动盘的中心固定连接在中心轴远离挂钩的一端,所述手柄套接在棒体远离中心轴的一端,所述驱动杆的一端铰接在驱动盘的盘面上、且另一端铰接在手柄的顶端;具有调节方式简单、劳动强度低以及稳定性好的特点,使用时具有可方便的对挂钩和棒体之间的夹角进行调节,并可稳定锁止的特点。