
一种基于带钢力学性能预报模型的加热炉节能控制方法.pdf

书生****66

1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于带钢力学性能预报模型的加热炉节能控制方法.pdf
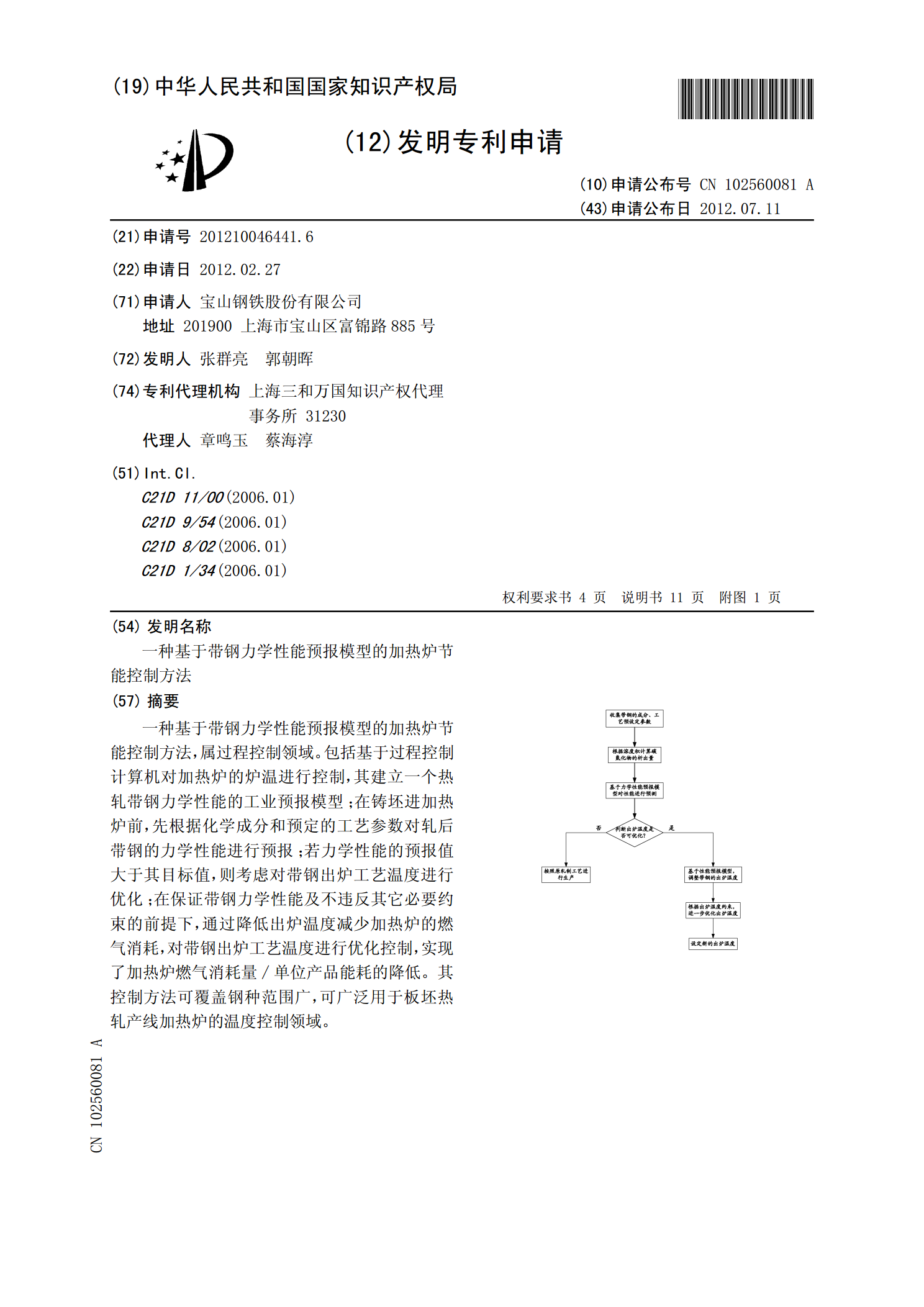
一种基于带钢力学性能预报模型的加热炉节能控制方法,属过程控制领域。包括基于过程控制计算机对加热炉的炉温进行控制,其建立一个热轧带钢力学性能的工业预报模型;在铸坯进加热炉前,先根据化学成分和预定的工艺参数对轧后带钢的力学性能进行预报;若力学性能的预报值大于其目标值,则考虑对带钢出炉工艺温度进行优化;在保证带钢力学性能及不违反其它必要约束的前提下,通过降低出炉温度减少加热炉的燃气消耗,对带钢出炉工艺温度进行优化控制,实现了加热炉燃气消耗量/单位产品能耗的降低。其控制方法可覆盖钢种范围广,可广泛用于板坯热轧产线

一种热轧带钢力学性能预报模型的适用性分析方法.docx
一种热轧带钢力学性能预报模型的适用性分析方法摘要:钢材的力学性能是许多应用领域主要考虑的因素之一。为了提高钢材的质量和使用效果,研究和预测钢材的力学性能具有重要的意义。本文将讨论一种热轧带钢力学性能预报模型的适用性分析方法,介绍该方法的理论基础、模型构建、实验验证和应用前景等,旨在为钢材力学性能预测提供一定的参考和指导。一、引言钢材是目前广泛应用于建筑、交通、机械制造等领域的重要材料之一。钢材的力学性能是其使用效果和安全性的主要保障,因此对钢材力学性能的研究和预测具有重要的意义。热轧带钢是一种重要的钢材品

基于改进堆叠自编码器的带钢力学性能预报模型.pptx
基于改进堆叠自编码器的带钢力学性能预报模型目录添加目录项标题模型概述背景介绍模型应用场景模型目标模型原理改进堆叠自编码器传统堆叠自编码器改进方案改进点详解改进效果评估带钢力学性能预报模型构建数据预处理特征提取模型训练与优化模型评估指标模型应用与效果分析应用实例介绍模型预测结果结果分析模型优缺点分析结论与展望研究结论研究不足与展望感谢观看

基于改进堆叠自编码器的带钢力学性能预报模型.docx
基于改进堆叠自编码器的带钢力学性能预报模型摘要本文基于改进堆叠自编码器的思想,研究了带钢力学性能预报模型的建立。首先,介绍了带钢的基本概念和力学性能指标,然后阐述了自编码器的原理以及堆叠自编码器的改进方法,结合神经网络的实现,实现了带钢力学性能的预测。最后,通过对比实验结果和传统方法的结果,验证了该模型的有效性。关键词:改进堆叠自编码器;带钢;力学性能;预测模型引言带钢作为一种重要的金属材料,在钢铁行业中占据着重要的地位。然而,带钢的力学性能往往受到生产过程的影响,难以预测。因此,建立一个可靠的力学性能预

基于深度学习的热轧带钢力学性能预报的任务书.docx
基于深度学习的热轧带钢力学性能预报的任务书一、任务描述本任务是基于深度学习技术,实现针对热轧带钢材料的力学性能预报。通过结合复杂材料的实验数据和深度学习技术,实现针对热轧带钢材料的力学性能预测,为材料设计、生产和应用提供支持和指导。二、任务背景钢材作为一种常见的材料,广泛应用于建筑、工程、汽车、航空、船舶等领域。其中热轧带钢是一种应用广泛的钢材,用途涉及机械制造、船舶制造、汽车制造、建筑材料等多个领域。然而,热轧带钢的力学性能受到多种因素的影响,且受到多种多样的力学载荷。因此,准确预测热轧带钢的力学性能是