
一种双金属包长碳纤维复合材料压力充芯连铸设备与工艺.pdf

Wi****m7

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双金属包长碳纤维复合材料压力充芯连铸设备与工艺.pdf
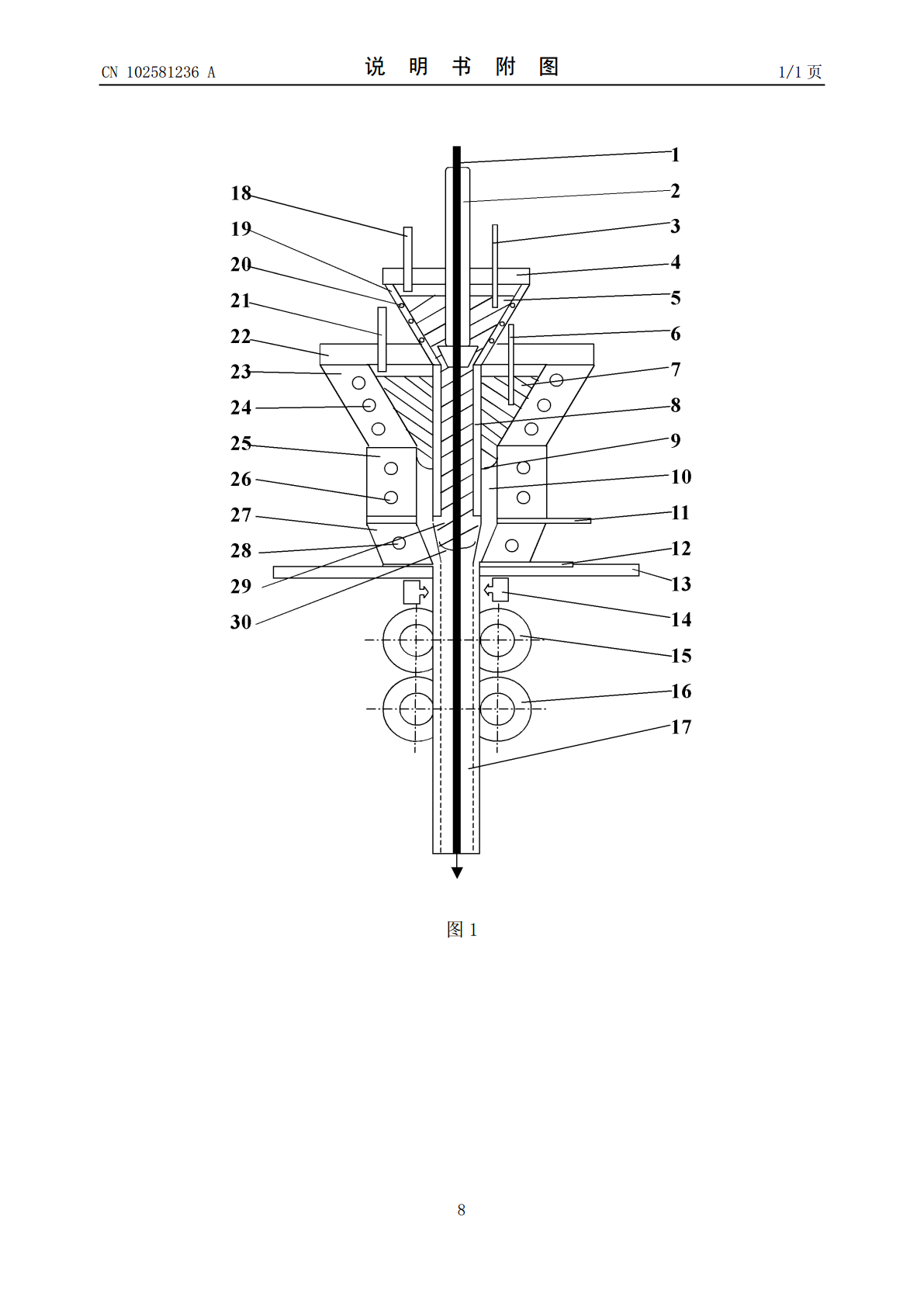
一种双金属包长碳纤维复合材料压力充芯连铸设备与工艺,连铸设备由内层金属塞棒和碳纤维导向管、内层金属测温仪、内层金属加压盖、外层金属测温仪、充芯管、外层金属管测温仪、复合界面加压装置、隔热隔水板、二次冷却装置、牵引辊、精整辊、内层金属液加压管、内层金属控温炉、外层金属液加压管、外层金属加压盖、外层金属液控温炉、外层金属液控温结晶器、复合界面加压装置、加热元件、控温元件组成。内层金属在内层金属控温炉中熔化和保温,通过充芯管填充到已凝固的外层金属管内孔和其中有一束长碳纤维之中,与内层金属和碳纤维熔合和凝固成复合

铜包铝、铅包锡层状复合材料压力充芯连铸.docx
铜包铝、铅包锡层状复合材料压力充芯连铸一、引言层状复合材料是通过不同材料压合制造的材料,具有优异的性能,已经广泛应用于航空、汽车、能源和电子等领域。其中,铜包铝和铅包锡层状复合材料是制造高功率器件、模块化电路板和电子封装材料的重要材料,因其具有高导电性、高力学强度、耐腐蚀性好、可焊性和良好的机械性能,成为当前研究的热点之一。本文主要以铜包铝和铅包锡层状复合材料压力充芯连铸为研究对象,探讨其材料制备、制备工艺和应用研究等方面的进展,以期为更好地实现应用提供一定的理论基础和科学指导。二、铜包铝层状复合材料铜包

气压顶出充芯连铸制备双金属复合材料试验研究.docx
气压顶出充芯连铸制备双金属复合材料试验研究气压顶出充芯连铸是一种用于制备双金属复合材料的先进工艺。该工艺是在金属连铸工艺的基础上发展而来的,利用了高气压顶出技术在芯心区域进行压缩使得不同金属之间形成了良好的组织结合,从而达到制备双金属复合材料的目的。本文主要从以下几个方面展开对气压顶出充芯连铸制备双金属复合材料试验研究的讨论:一、研究方法和试验过程本研究使用了气压顶出充芯连铸设备来进行试验。在制备双金属复合材料的过程中,首先要确定芯心区域的金属材料,并进行预热处理。然后利用气压顶出技术将芯心区域进行压缩。
一种铜包铝排型材压力连铸轧制工艺.pdf
一种铜包铝排型材压力连铸轧制工艺,包括以下步骤:1)熔炼铝;2)铝液注入至铜管内;3)双金属加热;4)轧制;5)整形;6)氧化清洗;7)表面钝化处理;8)入库;本发明的有益效果是:采用熔炼炉将铝液直接压力注射到需要规格的铜管内,注入适量的氮气,将空气排出,然后将双金属材料进行热处理,使其达到连轧的目的,最终达到双金属在逐渐变形过程中接触面达到原子间冶金固液结合的要求。用本发明生产的铜包铝排型材的密度仅为纯铜排的36%~41%左右,其长度是同等重量、同等规格的纯铜排的2.4~2.7倍抗拉强度,比纯铜排高1.

铜包铝双金属连铸复合导线退火工艺的研究.docx
铜包铝双金属连铸复合导线退火工艺的研究铜包铝双金属连铸复合导线退火工艺的研究摘要:铜包铝双金属连铸复合导线具有较高的导电能力和良好的耐腐蚀性能,因此在电力输电行业得到广泛应用。然而,由于双金属连铸复合导线在制造过程中易受到微观组织和力学性能不均匀的影响,导致导线的可靠性和使用寿命降低。为了提高铜包铝双金属连铸复合导线的性能,本文通过对导线的退火工艺进行研究,探索最佳的退火工艺参数。关键词:铜包铝双金属连铸复合导线;退火工艺;微观组织;力学性能引言:铜包铝双金属连铸复合导线由铜包铝复合板材经过连铸拉伸成型而