
埋弧焊用焊剂生产工艺.pdf

永梅****33

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
埋弧焊用焊剂生产工艺.pdf
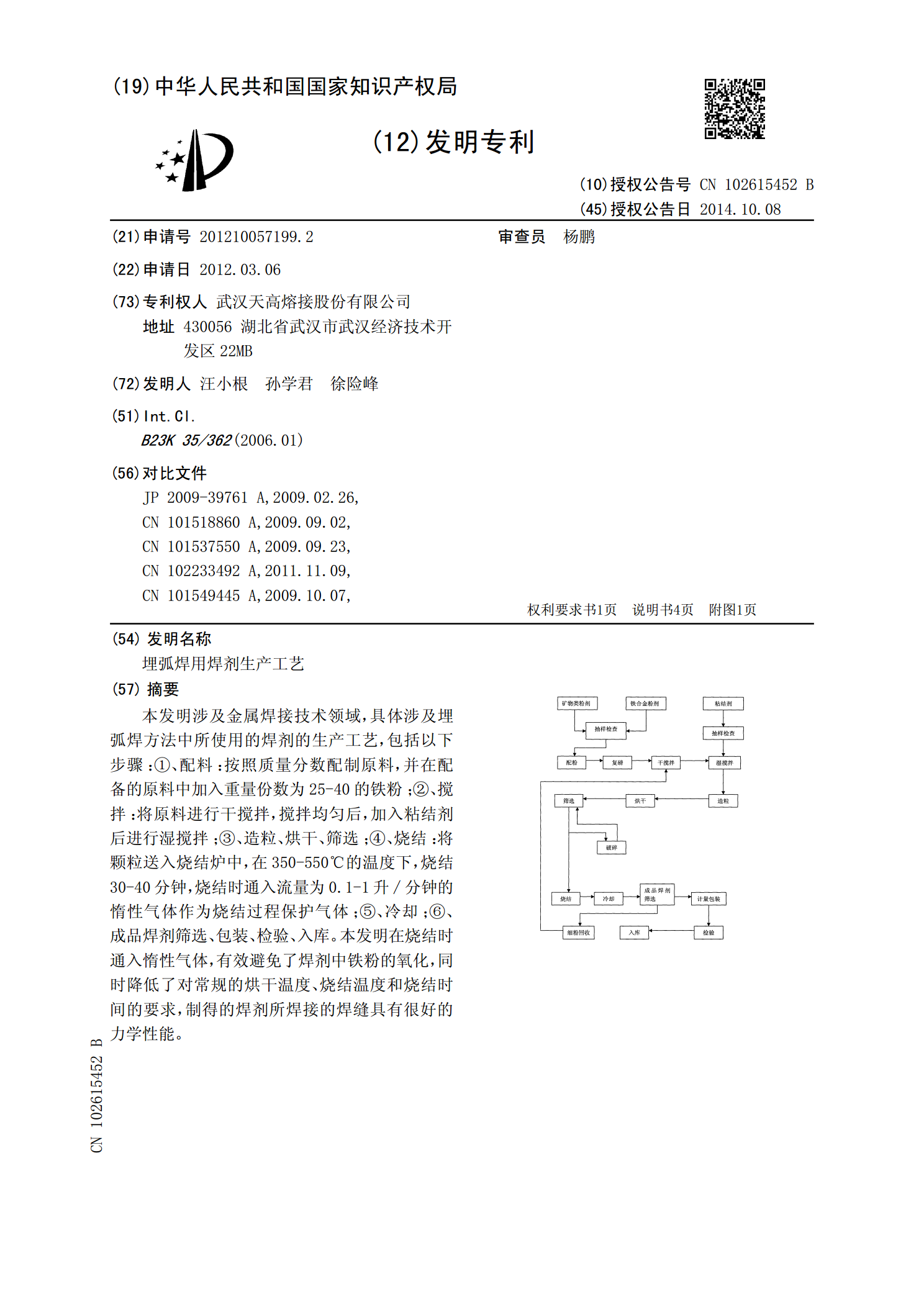
本发明涉及金属焊接技术领域,具体涉及埋弧焊方法中所使用的焊剂的生产工艺,包括以下步骤:①配料:按照质量分数配制原料,并在配备的原料中加入重量份数为25-40的铁粉;②搅拌:将原料进行干搅拌,搅拌均匀后,加入粘结剂后进行湿搅拌;③造粒、烘干、筛选;④烧结:将颗粒送入烧结炉中,在350-550℃的温度下,烧结30-40分钟,烧结时通入流量为0.1-1升/分钟的惰性气体作为烧结过程保护气体;⑤冷却;⑥成品焊剂筛选、包装、检验、入库。本发明在烧结时通入惰性气体,有效避免了焊剂中铁粉的氧化,同时降低了对常规的烘干温
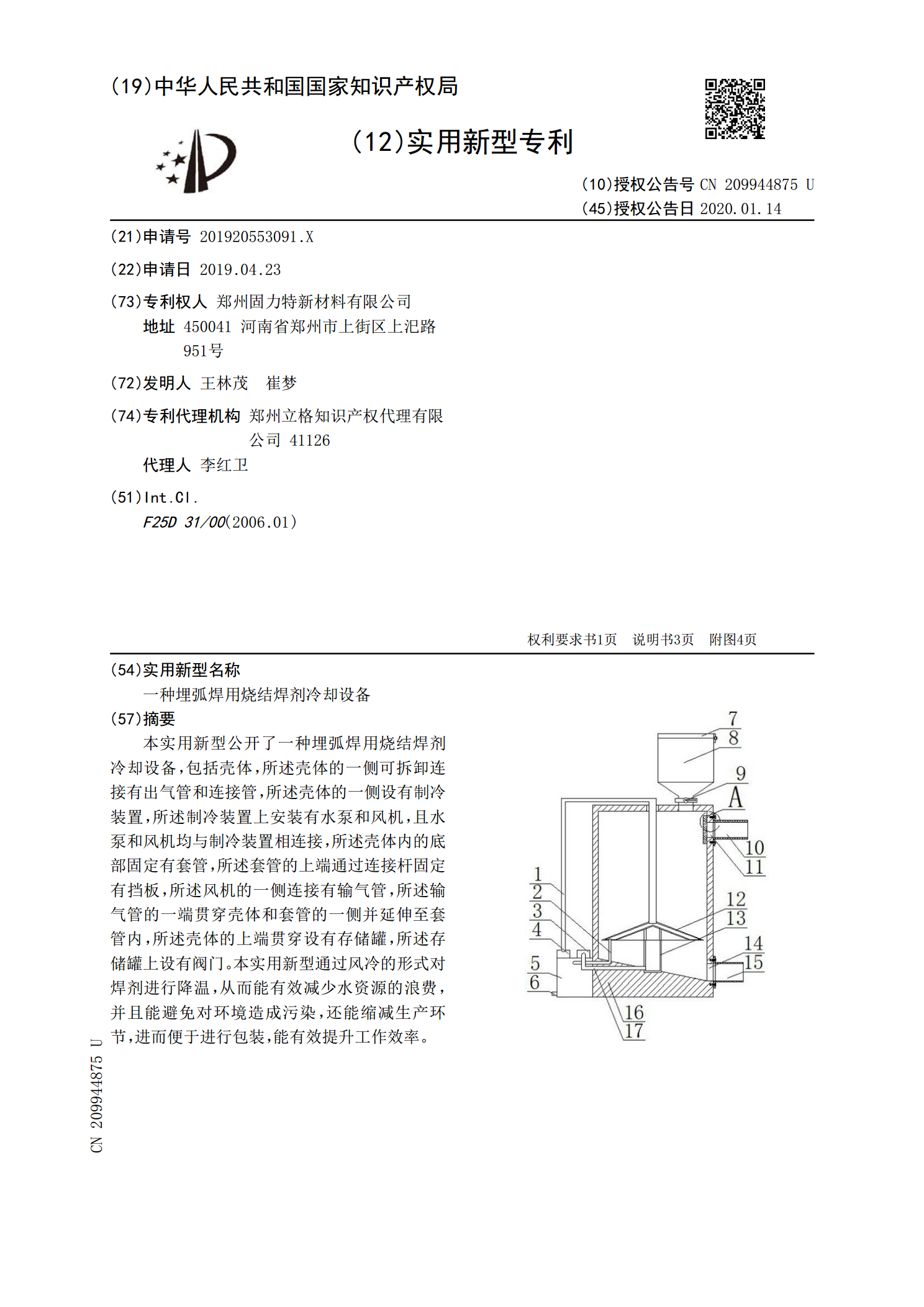
一种埋弧焊用烧结焊剂冷却设备.pdf
本实用新型公开了一种埋弧焊用烧结焊剂冷却设备,包括壳体,所述壳体的一侧可拆卸连接有出气管和连接管,所述壳体的一侧设有制冷装置,所述制冷装置上安装有水泵和风机,且水泵和风机均与制冷装置相连接,所述壳体内的底部固定有套管,所述套管的上端通过连接杆固定有挡板,所述风机的一侧连接有输气管,所述输气管的一端贯穿壳体和套管的一侧并延伸至套管内,所述壳体的上端贯穿设有存储罐,所述存储罐上设有阀门。本实用新型通过风冷的形式对焊剂进行降温,从而能有效减少水资源的浪费,并且能避免对环境造成污染,还能缩减生产环节,进而便于进行
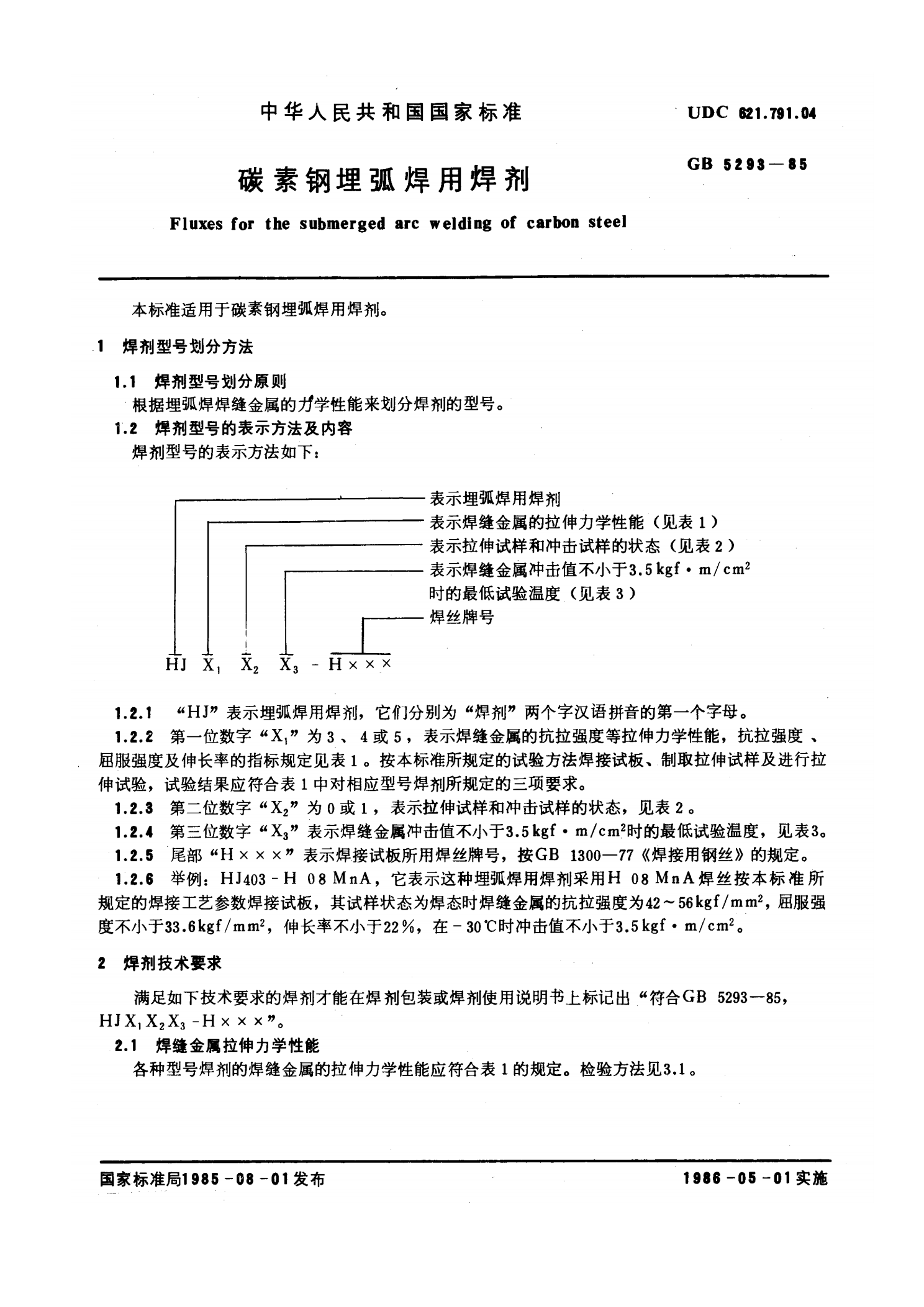
GB5293-85碳素钢埋弧焊用焊剂.pdf

埋弧自动焊用焊剂项目可行性报告发改委标准范本.pdf
发改委立项用埋弧自动焊用焊剂项目可行性研究报告(用于立项、批地、融资、技改等)中国产业竞争情报网http://www.chinacir.com.cn/xmky/目录PART1可行性研究报告专家答疑.........................................................................-1-1、什么是可行性研究报告?....................................................................
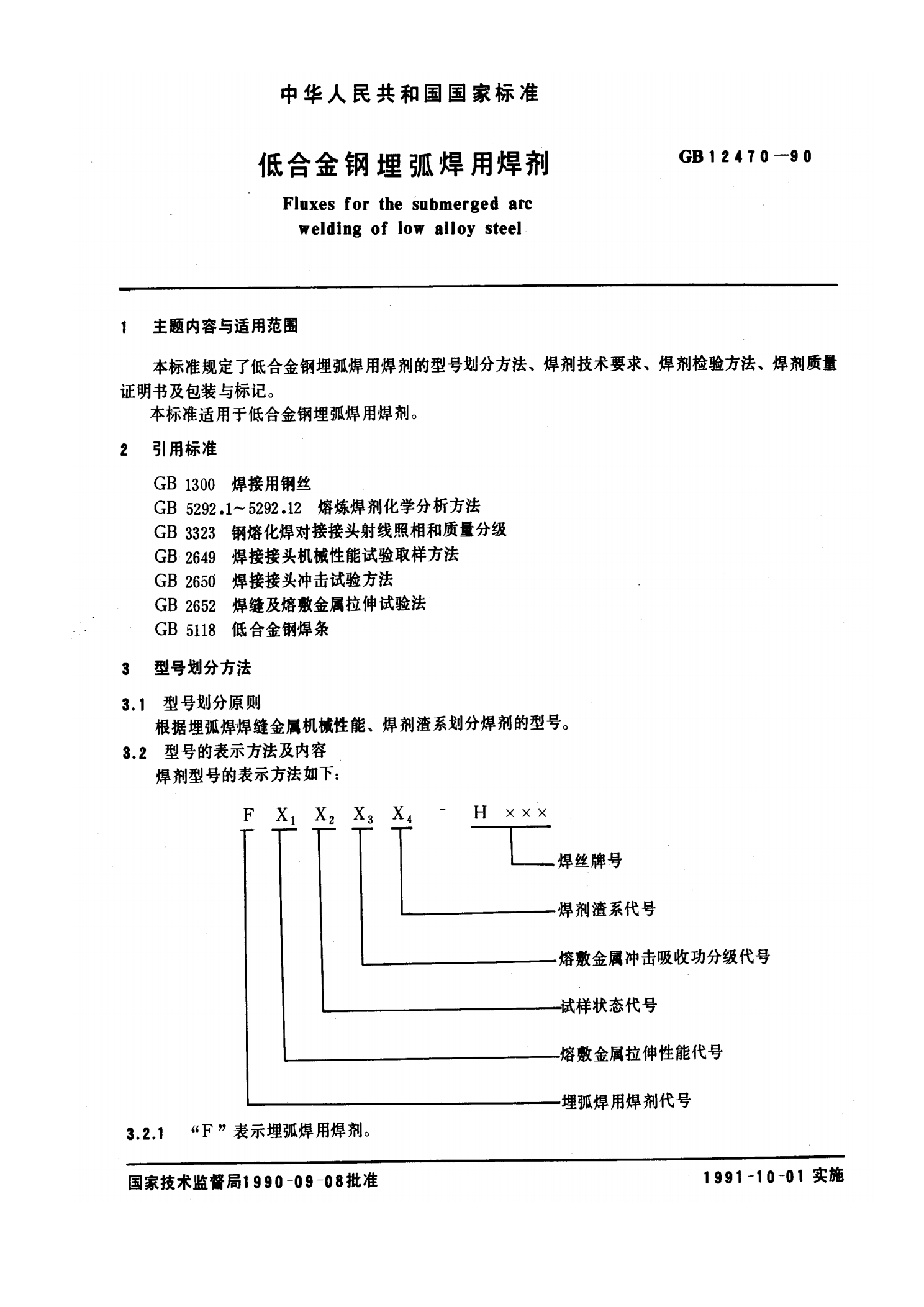
GB12470-90低合金钢埋弧焊用焊剂.pdf