
一种自动波峰炉焊锡机的助焊剂喷涂装置及方法.pdf

努力****向丝

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动波峰炉焊锡机的助焊剂喷涂装置及方法.pdf
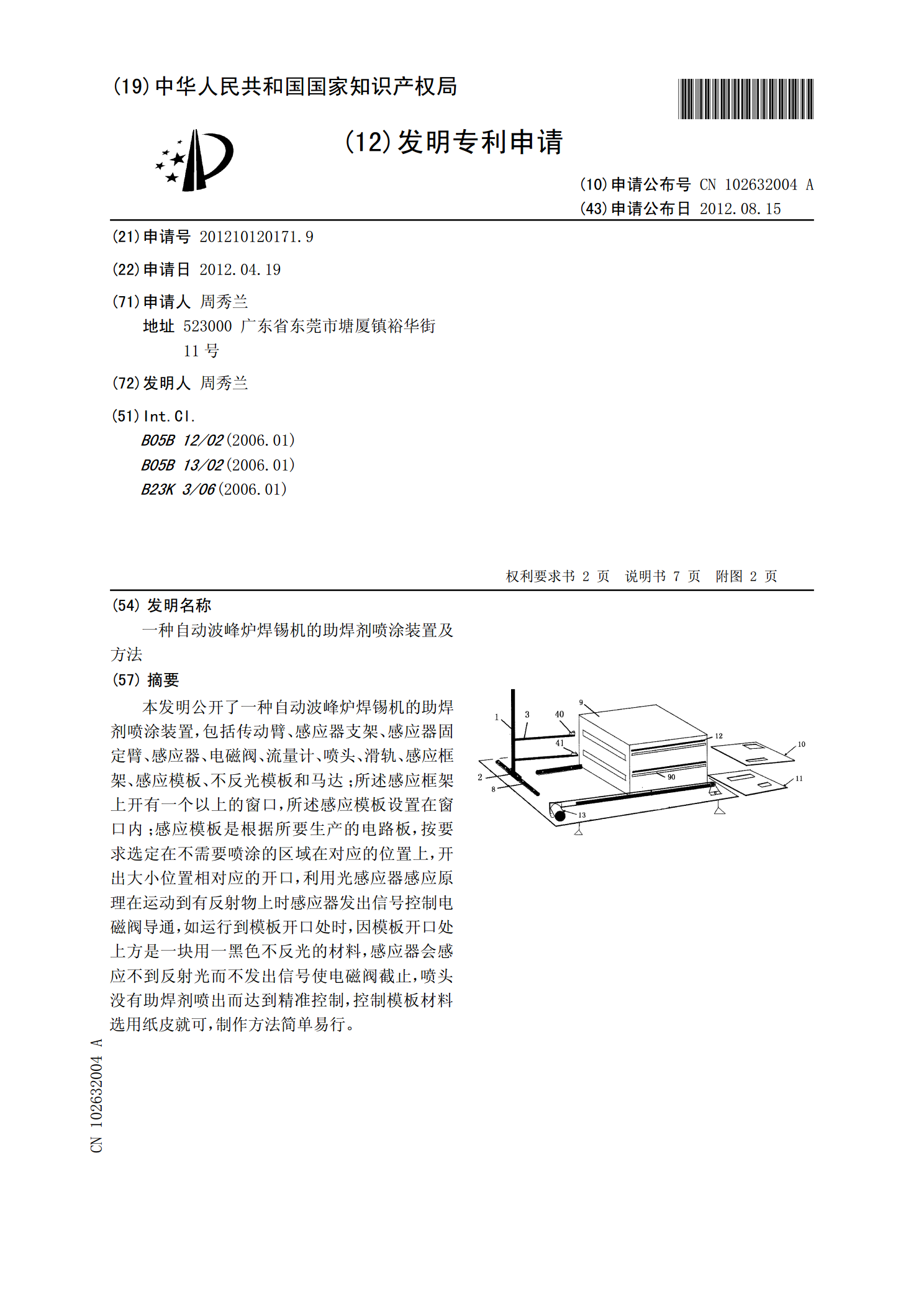
本发明公开了一种自动波峰炉焊锡机的助焊剂喷涂装置,包括传动臂、感应器支架、感应器固定臂、感应器、电磁阀、流量计、喷头、滑轨、感应框架、感应模板、不反光模板和马达;所述感应框架上开有一个以上的窗口,所述感应模板设置在窗口内;感应模板是根据所要生产的电路板,按要求选定在不需要喷涂的区域在对应的位置上,开出大小位置相对应的开口,利用光感应器感应原理在运动到有反射物上时感应器发出信号控制电磁阀导通,如运行到模板开口处时,因模板开口处上方是一块用一黑色不反光的材料,感应器会感应不到反射光而不发出信号使电磁阀截止,喷

一种波峰焊的助焊剂喷涂方法及装置.pdf
本发明公开了一种波峰焊的助焊剂喷涂装置,包括助焊剂喷雾设备;还包括隔板,隔板上开设有与板卡的插件零件的上锡孔尺寸一致的喷雾孔,且喷雾孔的位置与插件零件的上锡孔位置一致。本发明还公开了一种波峰焊的助焊剂喷涂方法,包括:将板卡置于助焊剂喷雾设备的助焊剂喷头处,并遮挡板卡的插件零件的上锡孔以外的区域;对上锡孔喷助焊剂;取消对板卡的遮挡,并将板卡退出助焊剂喷雾设备的助焊剂喷头处。应用该助焊剂喷涂装置及方法,助焊剂喷雾设备形成的喷雾受阻挡作用,穿过喷雾孔附着在喷雾孔对应的上锡孔上,而不会落于板卡的插件零件以外的区域
一种波峰焊锡炉的节能装置及其节能方法.pdf
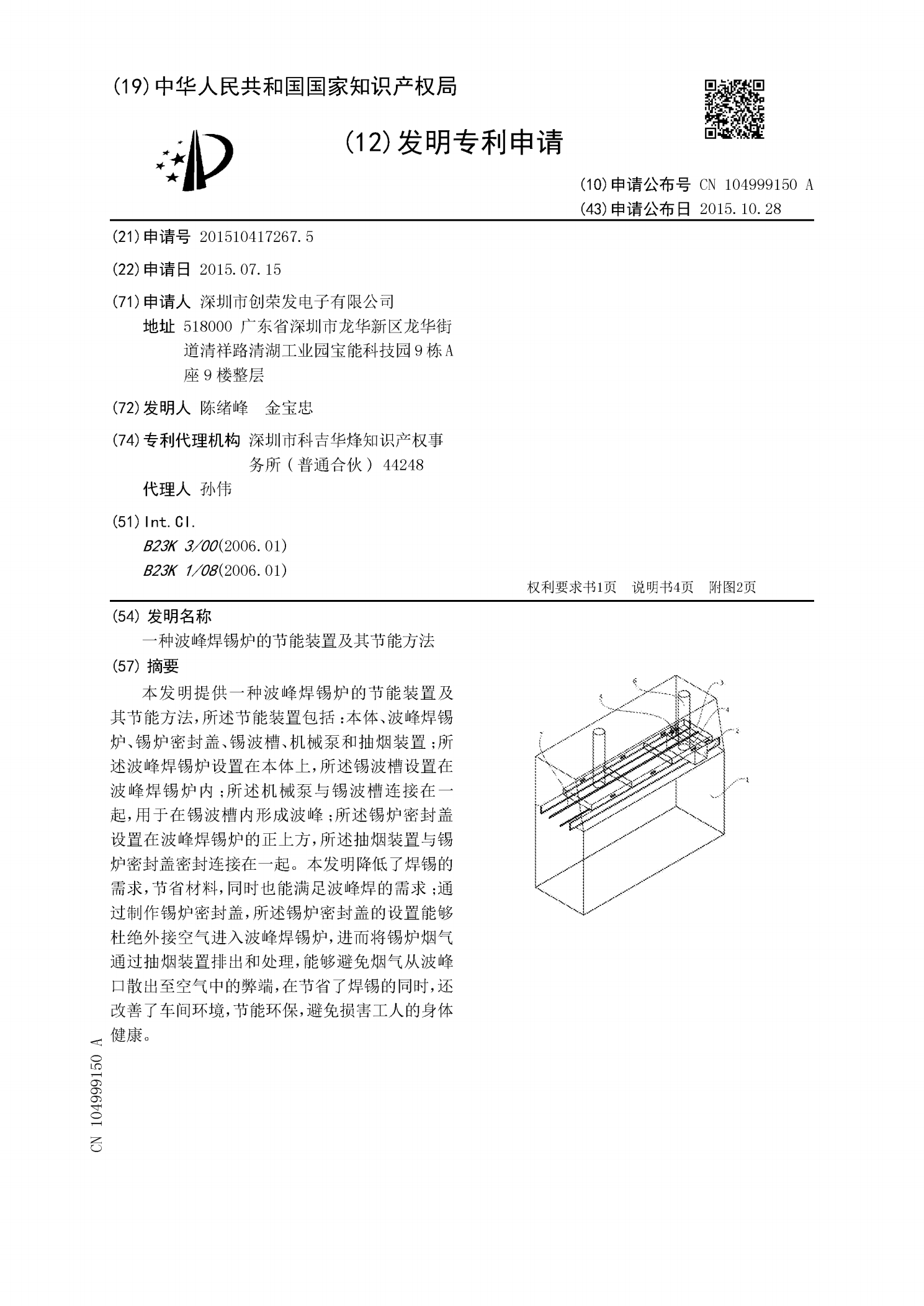
本发明提供一种波峰焊锡炉的节能装置及其节能方法,所述节能装置包括:本体、波峰焊锡炉、锡炉密封盖、锡波槽、机械泵和抽烟装置;所述波峰焊锡炉设置在本体上,所述锡波槽设置在波峰焊锡炉内;所述机械泵与锡波槽连接在一起,用于在锡波槽内形成波峰;所述锡炉密封盖设置在波峰焊锡炉的正上方,所述抽烟装置与锡炉密封盖密封连接在一起。本发明降低了焊锡的需求,节省材料,同时也能满足波峰焊的需求;通过制作锡炉密封盖,所述锡炉密封盖的设置能够杜绝外接空气进入波峰焊锡炉,进而将锡炉烟气通过抽烟装置排出和处理,能够避免烟气从波峰口散出至
一种波峰焊焊锡材料自动供给装置.pdf
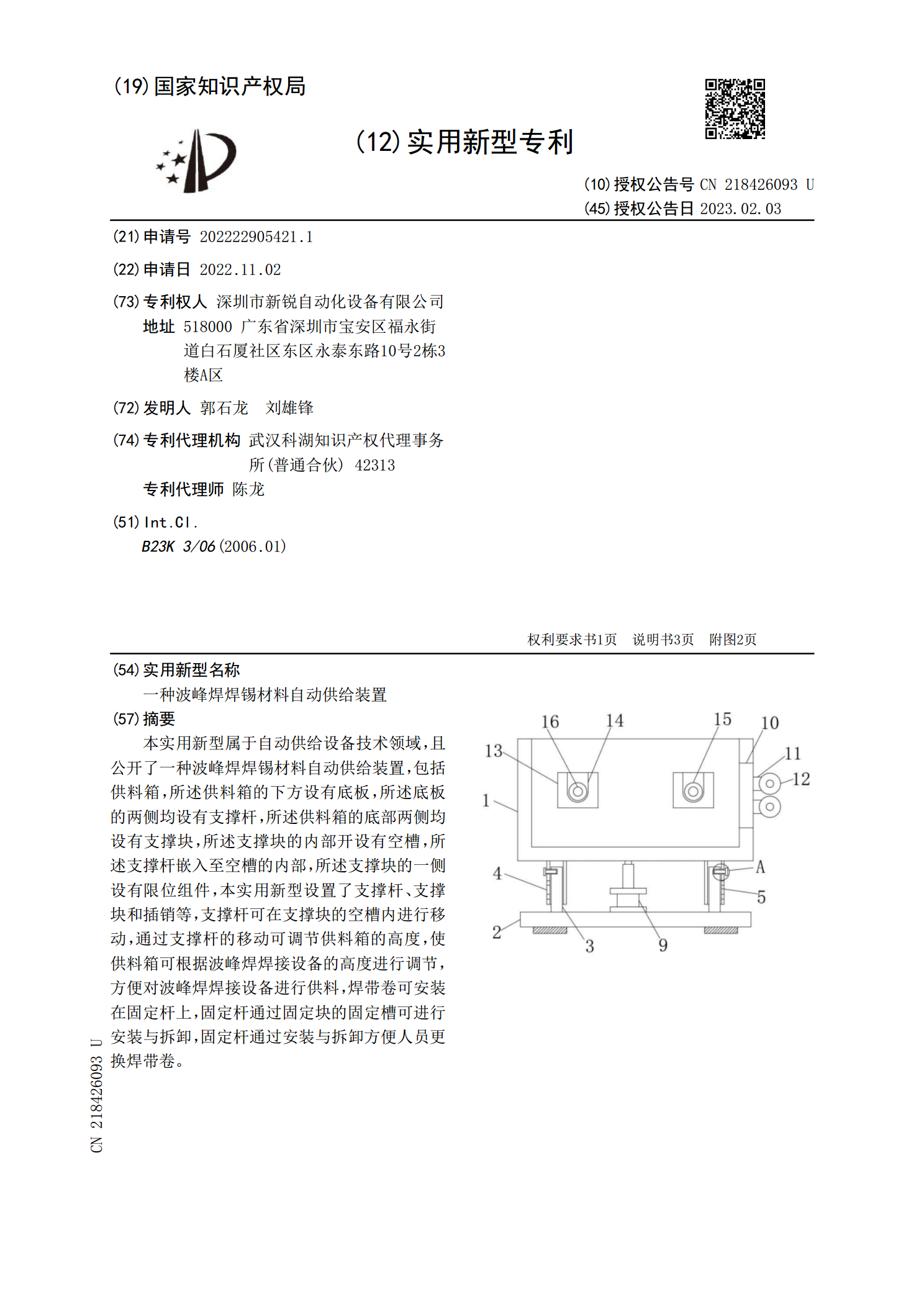
本实用新型属于自动供给设备技术领域,且公开了一种波峰焊焊锡材料自动供给装置,包括供料箱,所述供料箱的下方设有底板,所述底板的两侧均设有支撑杆,所述供料箱的底部两侧均设有支撑块,所述支撑块的内部开设有空槽,所述支撑杆嵌入至空槽的内部,所述支撑块的一侧设有限位组件,本实用新型设置了支撑杆、支撑块和插销等,支撑杆可在支撑块的空槽内进行移动,通过支撑杆的移动可调节供料箱的高度,使供料箱可根据波峰焊焊接设备的高度进行调节,方便对波峰焊焊接设备进行供料,焊带卷可安装在固定杆上,固定杆通过固定块的固定槽可进行安装与拆卸
一种波峰焊锡炉机构.pdf
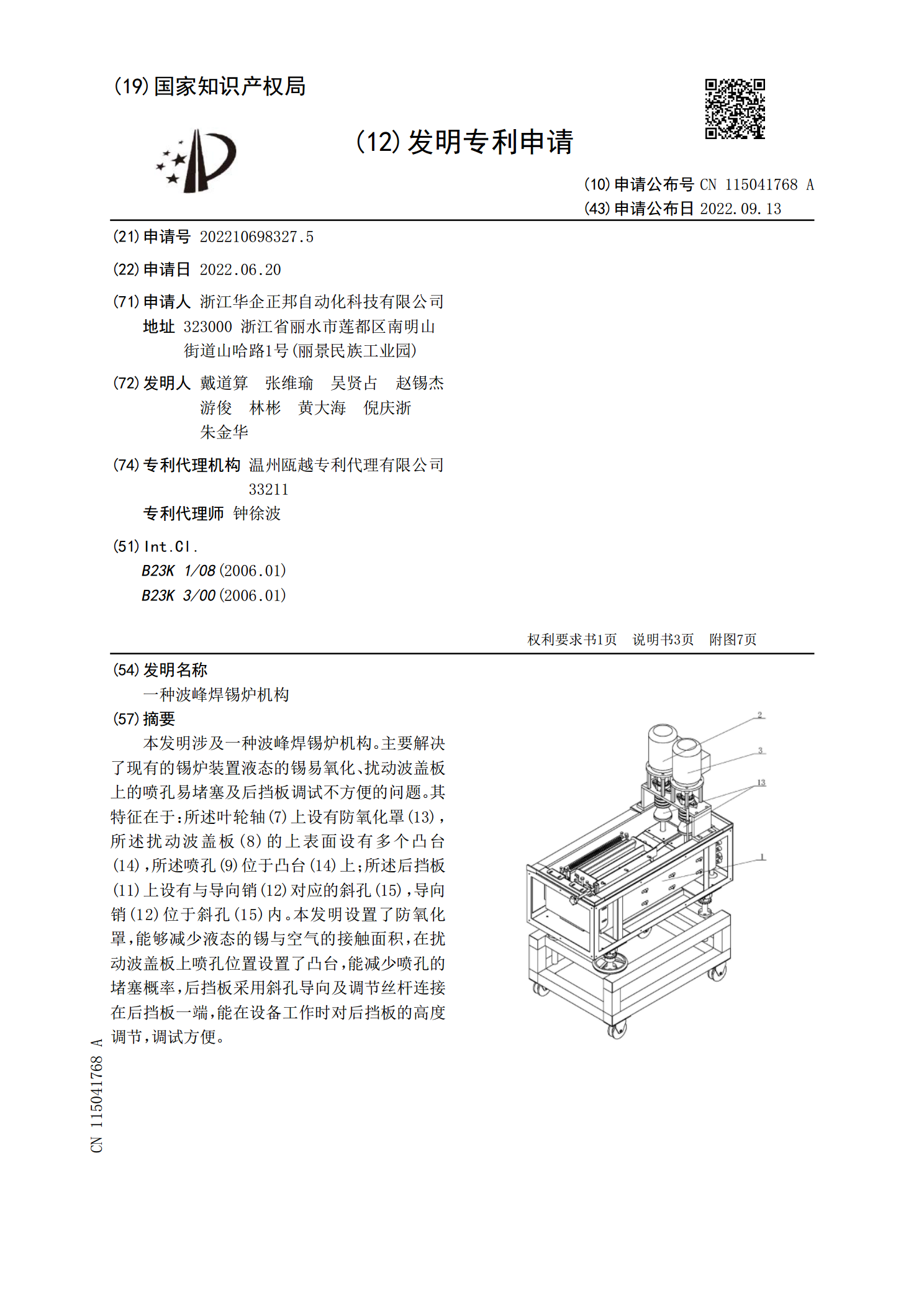
本发明涉及一种波峰焊锡炉机构。主要解决了现有的锡炉装置液态的锡易氧化、扰动波盖板上的喷孔易堵塞及后挡板调试不方便的问题。其特征在于:所述叶轮轴(7)上设有防氧化罩(13),所述扰动波盖板(8)的上表面设有多个凸台(14),所述喷孔(9)位于凸台(14)上;所述后挡板(11)上设有与导向销(12)对应的斜孔(15),导向销(12)位于斜孔(15)内。本发明设置了防氧化罩,能够减少液态的锡与空气的接触面积,在扰动波盖板上喷孔位置设置了凸台,能减少喷孔的堵塞概率,后挡板采用斜孔导向及调节丝杆连接在后挡板一端,能