
PVC复合材料改性发泡剂、微发泡PVC复合材料及其制备方法.pdf

是你****优呀


1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
PVC复合材料改性发泡剂、微发泡PVC复合材料及其制备方法.pdf
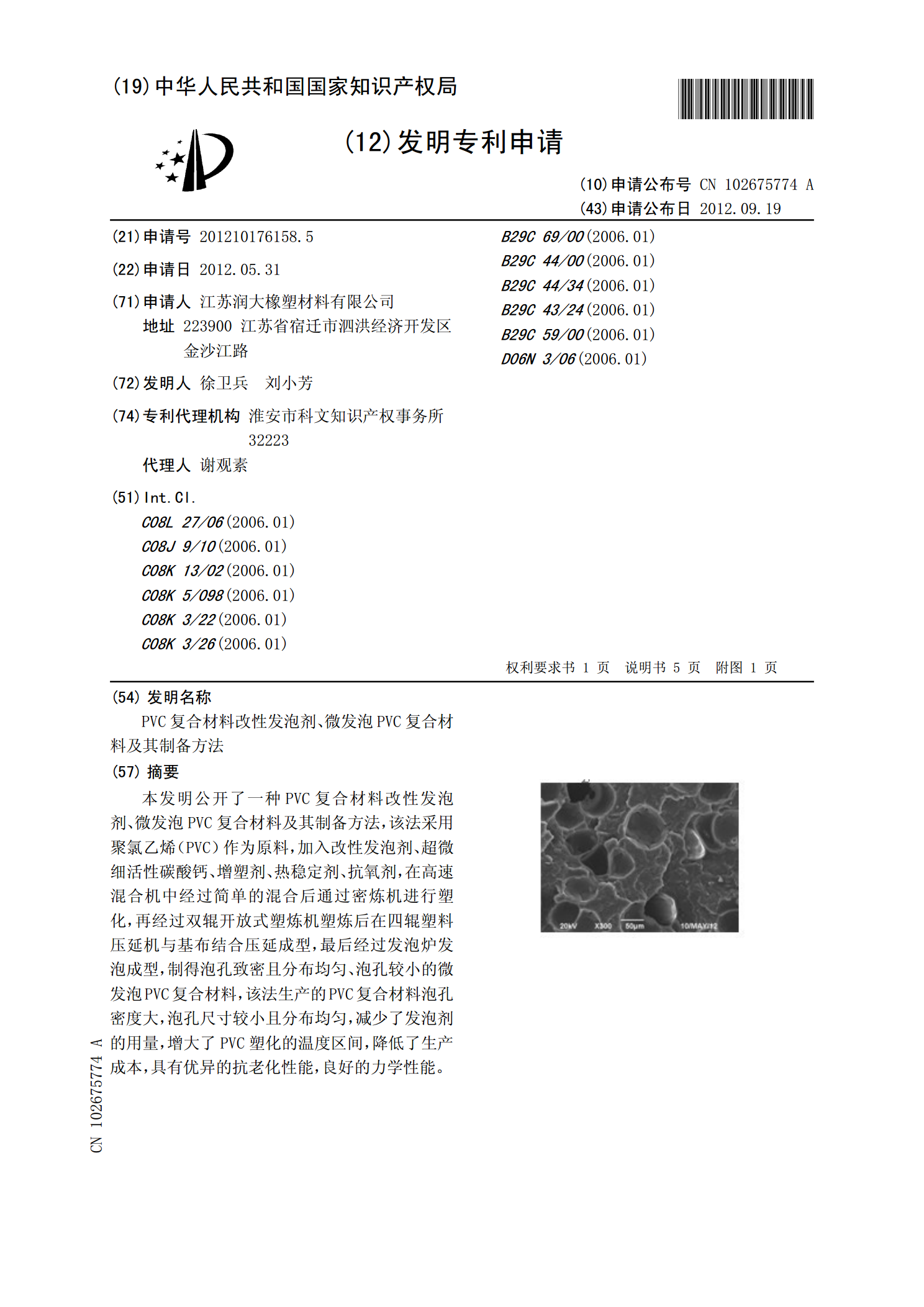
本发明公开了一种PVC复合材料改性发泡剂、微发泡PVC复合材料及其制备方法,该法采用聚氯乙烯(PVC)作为原料,加入改性发泡剂、超微细活性碳酸钙、增塑剂、热稳定剂、抗氧剂,在高速混合机中经过简单的混合后通过密炼机进行塑化,再经过双辊开放式塑炼机塑炼后在四辊塑料压延机与基布结合压延成型,最后经过发泡炉发泡成型,制得泡孔致密且分布均匀、泡孔较小的微发泡PVC复合材料,该法生产的PVC复合材料泡孔密度大,泡孔尺寸较小且分布均匀,减少了发泡剂的用量,增大了PVC塑化的温度区间,降低了生产成本,具有优异的抗老化性能

抗静电PVC复合材料的制备方法.pdf
本发明涉及一种抗静电PVC复合材料的制备方法,该方法包括:将前驱体输送至管式电阻炉中进行高温活化得到催化剂,将催化剂制粉并改性后输送至管式电阻炉中并在氢氮气氛条件下通入碳源生长石墨烯得到石墨烯‑氧化钙复合粉体;将石墨烯‑氧化钙复合物粉体与水按照预设质量比在消化釜中进行消化并陈化,将石墨烯‑氢氧化钙复合物粉体输送至碳化釜中并通入石灰窑窑气进行碳化得到石墨烯‑碳酸钙复合物粉体;将石墨烯‑碳酸钙复合物粉体与PVC进行混合,经双螺杆挤出机熔融共混得到抗静电PVC复合材料。本发明提出的制备方法,有效解决了石墨烯的团

PVC木粉复合材料的制备及其性能的研究.docx
PVC木粉复合材料的制备及其性能的研究一、综述随着科学技术的不断发展,新型材料的研制和应用已经成为材料科学领域的热点问题。其中PVC木粉复合材料作为一种具有优良性能的新型材料,近年来受到了广泛关注。本文将对PVC木粉复合材料的制备方法、性能及其在各个领域的应用进行综述,以期为相关研究提供参考。首先我们将介绍PVC木粉复合材料的制备方法。目前PVC木粉复合材料的制备主要采用机械法、化学法和热塑性加工法等。其中机械法主要包括粉碎、混合、造粒等步骤;化学法主要是通过添加改性剂、固化剂等实现PVC木粉复合材料的制
PVC塑胶发泡瑜伽垫及其制备方法.pdf
本发明属于体育器材及其制备,特别是指一种PVC塑胶发泡瑜伽垫及其制备方法。将有效量的PVC糊树脂、增塑改性树脂、EVA增韧树脂、稳定剂、改性纳米粒子和发泡剂混合均匀,再加入增塑剂搅拌均匀成膏状混合物;采用连续刮涂法将膏状混合物涂布在网布上,在发泡炉中进行塑化、发泡后成型,然后循环冷却、定型得到发泡垫。本发明解决了现有产品中脆性大,力学性能差,特别是防滑性和回弹性不好,抗菌效果差的问题,具有产品的防滑性、回弹性和力学性能得到明显提高,产品的抗菌效果好等优点。

一种氧化锌/石墨烯复合材料改性PVC型材及其制备方法.pdf
本发明涉及一种氧化锌/石墨烯复合材料改性PVC型材及其制备方法,按重量份数计,包括如下组分PVC70~80份、助剂15~20份、ACM增韧剂10~20份、纳米碳酸钙3~8份、氧化锌/石墨烯复合材料1~3份、润滑剂0.3~0.5份、单甘酯0.4~0.6份;相比于现有技术制得的PVC型材,具有更加优良的耐低温性能。