
定位定点式空气淬火装置及其使用方法.pdf

小长****6淑

1/7

2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
定位定点式空气淬火装置及其使用方法.pdf
一种定位定点式空气淬火装置,在炉壳的进口处装有风机,该风机与恒温空调相连;在炉壳的出口处装有空气淬火室,风机通过管道与空气淬火室的用于安放铸件并进行空气淬火的位置连接。其使用方法是:将该空气淬火装置置于固熔炉与时效炉的工位之间并形成环状排列;通过搬入搬出机器人将铸件放入固熔炉内进行固熔处理;后由该机器人将铸件在20秒以内移入定位定点式空气淬火装置的空气淬火室,与此同时风机和恒温空调同时开启,以恒定的风温及风速对铸件进行空气淬火处理,后由该机器人将铸件放入时效炉内进行时效处理,后由该机器人将符合工艺条件的铸
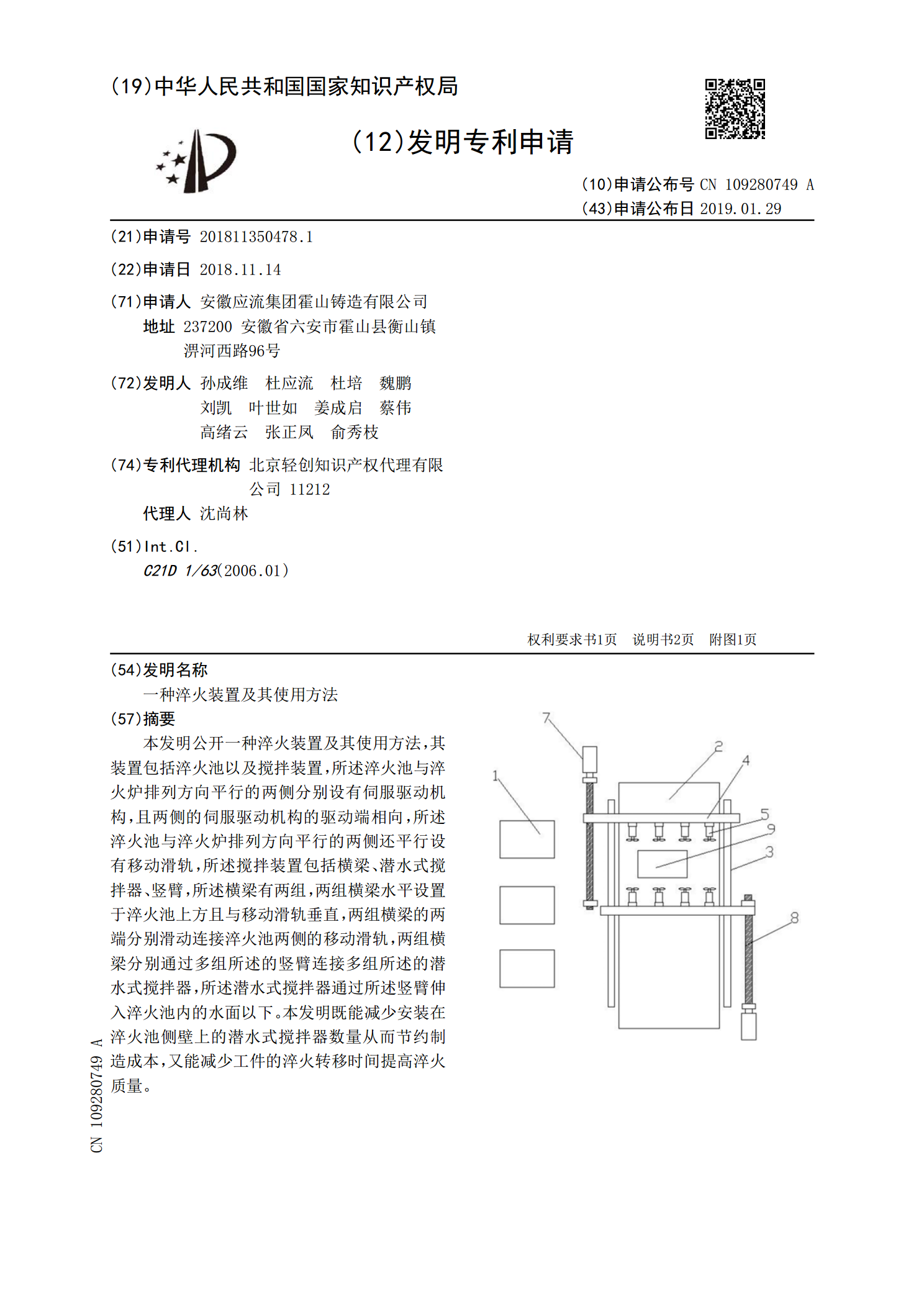
一种淬火装置及其使用方法.pdf
本发明公开一种淬火装置及其使用方法,其装置包括淬火池以及搅拌装置,所述淬火池与淬火炉排列方向平行的两侧分别设有伺服驱动机构,且两侧的伺服驱动机构的驱动端相向,所述淬火池与淬火炉排列方向平行的两侧还平行设有移动滑轨,所述搅拌装置包括横梁、潜水式搅拌器、竖臂,所述横梁有两组,两组横梁水平设置于淬火池上方且与移动滑轨垂直,两组横梁的两端分别滑动连接淬火池两侧的移动滑轨,两组横梁分别通过多组所述的竖臂连接多组所述的潜水式搅拌器,所述潜水式搅拌器通过所述竖臂伸入淬火池内的水面以下。本发明既能减少安装在淬火池侧壁上的

一种吸附式定点甲醛净化机及其使用方法.pdf
本发明公开了一种吸附式定点甲醛净化机及其使用方法,该装置包括外壳体、第一活动板和第二活动板,所述外壳体上下两侧端位置均固定设置有收纳杆,所述收纳杆前端中心位置水平开设有第一滑槽,所述收纳杆内部位置活动卡接设置有支撑杆,所述支撑杆前端右侧位置活动安装设置有滑块,所述滑块活动穿过第一滑槽延伸至收纳杆外侧位置,所述支撑杆下端位置开设有第一限位槽,所述收纳杆前端位置开设有第二滑槽,所述第一限位块下端位置固定设置有操作块。本发明定期按压按压块,使得活动块做挤压第四弹簧移动,使得第二限位块脱离第三限位槽内部位置,然后
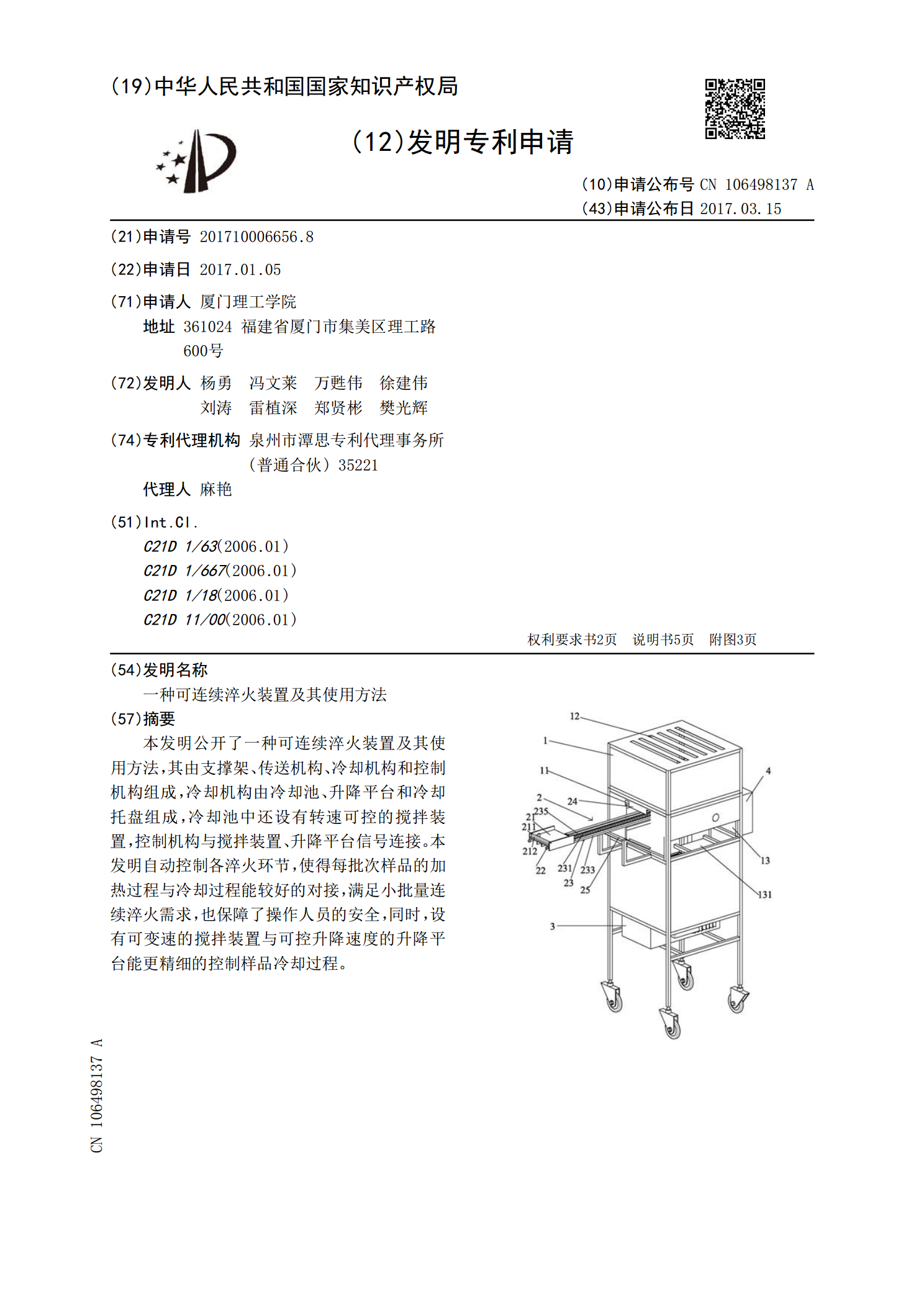
一种可连续淬火装置及其使用方法.pdf
本发明公开了一种可连续淬火装置及其使用方法,其由支撑架、传送机构、冷却机构和控制机构组成,冷却机构由冷却池、升降平台和冷却托盘组成,冷却池中还设有转速可控的搅拌装置,控制机构与搅拌装置、升降平台信号连接。本发明自动控制各淬火环节,使得每批次样品的加热过程与冷却过程能较好的对接,满足小批量连续淬火需求,也保障了操作人员的安全,同时,设有可变速的搅拌装置与可控升降速度的升降平台能更精细的控制样品冷却过程。
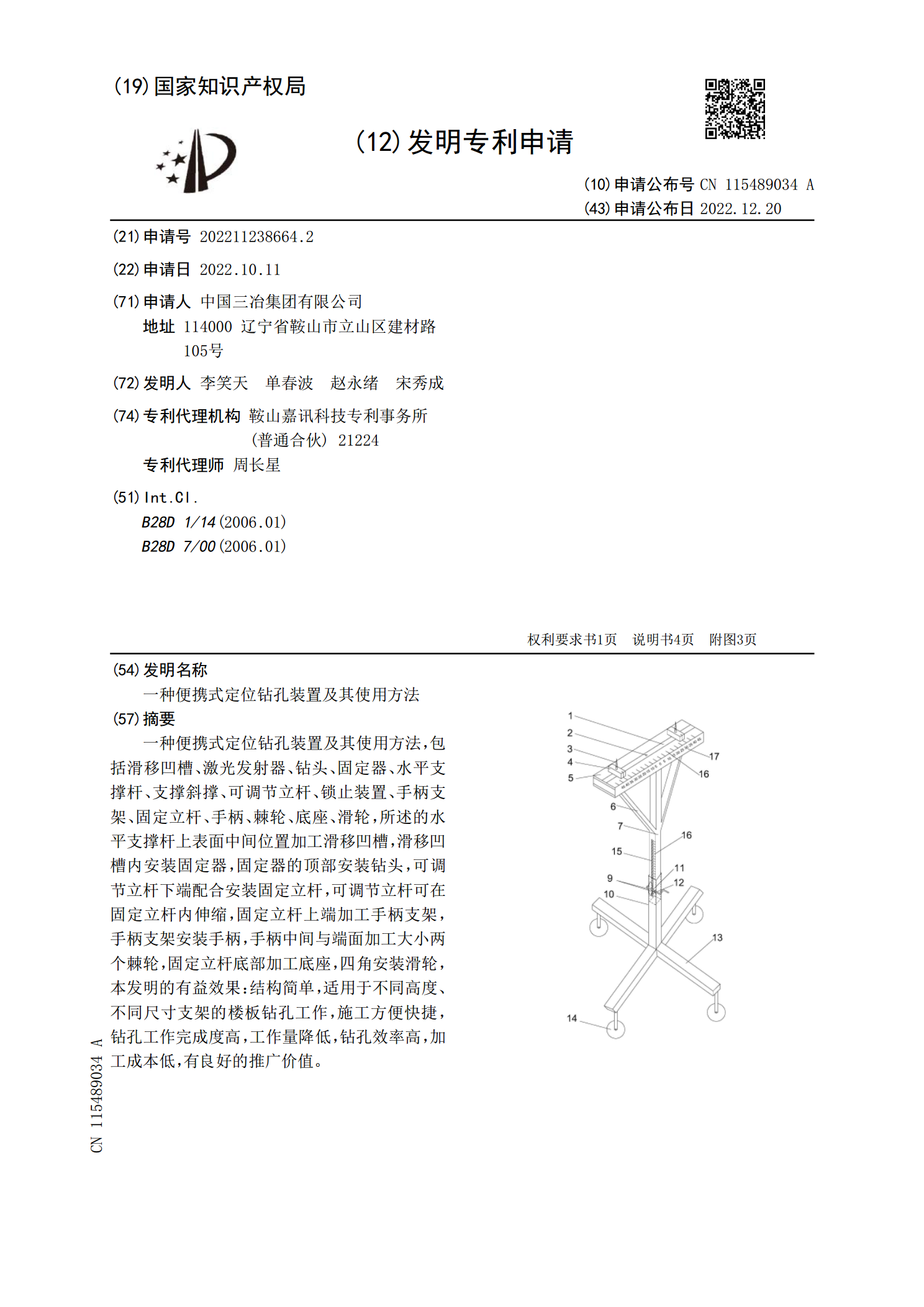
一种便携式定位钻孔装置及其使用方法.pdf
一种便携式定位钻孔装置及其使用方法,包括滑移凹槽、激光发射器、钻头、固定器、水平支撑杆、支撑斜撑、可调节立杆、锁止装置、手柄支架、固定立杆、手柄、棘轮、底座、滑轮,所述的水平支撑杆上表面中间位置加工滑移凹槽,滑移凹槽内安装固定器,固定器的顶部安装钻头,可调节立杆下端配合安装固定立杆,可调节立杆可在固定立杆内伸缩,固定立杆上端加工手柄支架,手柄支架安装手柄,手柄中间与端面加工大小两个棘轮,固定立杆底部加工底座,四角安装滑轮,本发明的有益效果:结构简单,适用于不同高度、不同尺寸支架的楼板钻孔工作,施工方便快捷