
一种海洋平台桩腿主旋管用弦管制造工艺.pdf

纪阳****公主


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种海洋平台桩腿主旋管用弦管制造工艺.pdf
本发明涉及一种海洋平台桩腿主旋管用弦管制造工艺,其创新点在于所述步骤为:预热:选择高强度管材水平放置到电炉内预热,加热过程保证管材整体热透;一次火焰切割:将热透的管材放置到火焰切割平台上,由气割机沿中心线切割;切割采用间断切割,割断一段长度后间隔一定的距离再割断;消应力处理;二次火焰切割:完成消应力处理后管材出炉,再放置到火焰切割平台上切断管材未割断的连接段;打磨校正后进行检验。直接采用高强度管材为原料进行切割,通过预热、一次间断切断、消应力处理、二次切割的方式并结合严格、精确的切割参数控制实现弦管的制造
海洋钻井平台桩腿主旋管整体加热自动焊接工艺及其专用工装.pdf
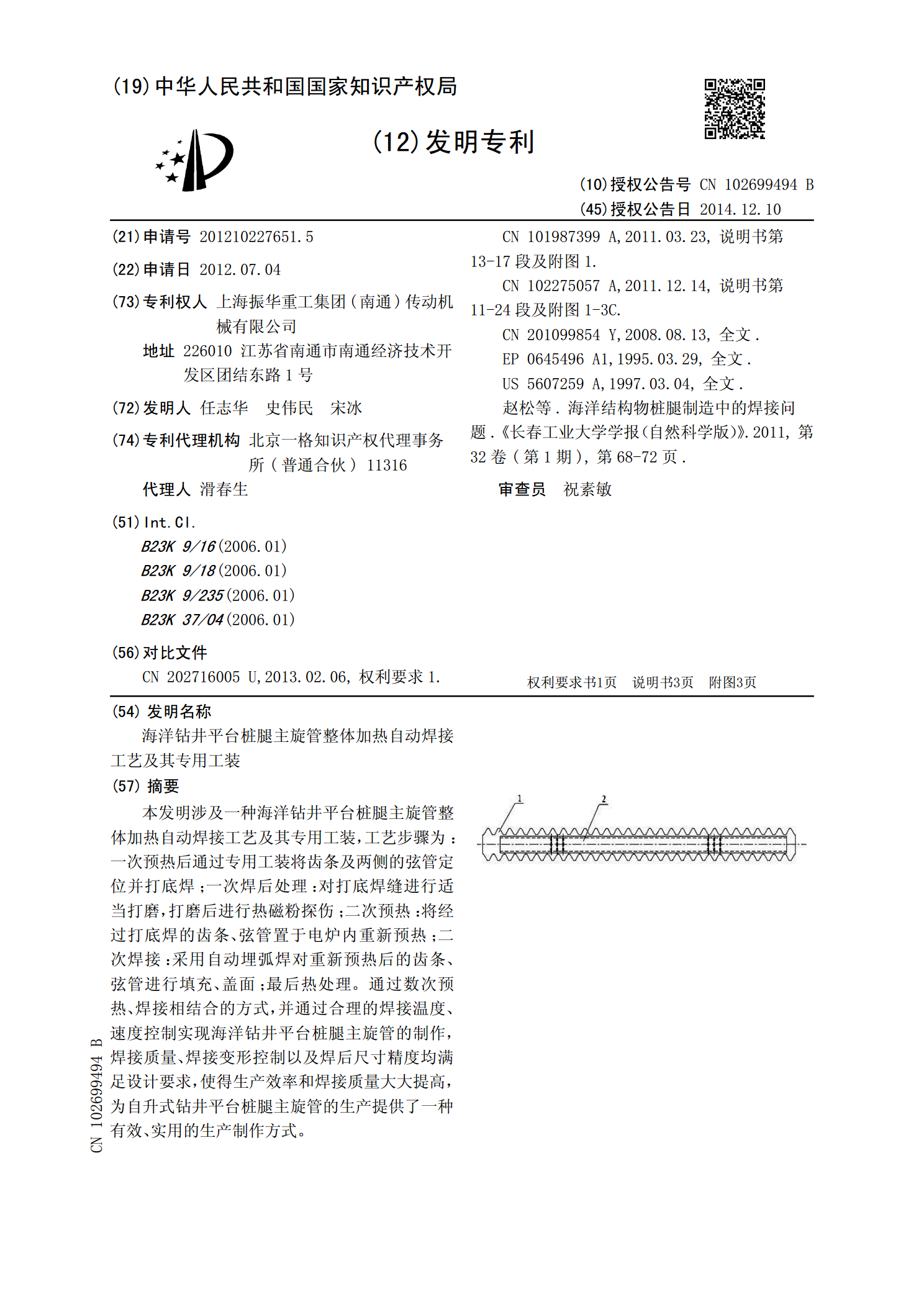
本发明涉及一种海洋钻井平台桩腿主旋管整体加热自动焊接工艺及其专用工装,工艺步骤为:一次预热后通过专用工装将齿条及两侧的弦管定位并打底焊;一次焊后处理:对打底焊缝进行适当打磨,打磨后进行热磁粉探伤;二次预热:将经过打底焊的齿条、弦管置于电炉内重新预热;二次焊接:采用自动埋弧焊对重新预热后的齿条、弦管进行填充、盖面;最后热处理。通过数次预热、焊接相结合的方式,并通过合理的焊接温度、速度控制实现海洋钻井平台桩腿主旋管的制作,焊接质量、焊接变形控制以及焊后尺寸精度均满足设计要求,使得生产效率和焊接质量大大提高,为

一种齿条桩腿主弦管的锁紧装置.pdf
本发明公开了一种齿条桩腿主弦管的锁紧装置,通过将与主弦管齿条板的左右齿型相互啮合的嵌补齿条板从主弦管两侧嵌入,嵌补齿条板的上、下两侧分别连接有上圆弧套板和下圆弧套板,从而使得嵌补齿条板、上圆弧套板、下圆弧套板构成一个半圆抱箍,上圆弧套板、下圆弧套板的前端设置有带连接孔的连接挡板,两个半圆抱箍之间通过螺栓穿过连接挡板上的连接孔与螺母连接,从而组合成一套主弦管锁紧装置。本发明通过嵌补齿条板将力传递到三角桁架式齿条桩腿,实现三角桁架式齿条桩腿的吊装、顶升、滑移等操作,有效避免了在三角桁架式齿条桩腿上焊接受力工装
一种桩腿半弦管用高韧性钢及其制造方法.pdf
本发明涉及一种桩腿半弦管用高韧性钢及其制造方法,该高韧性钢的化学成分含量按重量百分比为:碳0.05-0.08%,硅≤0.10%,锰1.00-1.20%,磷≤0.012%、硫≤0.003%,铬0.70-1.00%,镍0.70-1.00%,钼0.30-0.50%,钛0.010-0.030%,硼0.0010-0.0020%,余量为铁及不可避免的杂质。本发明制造的高强度钢板最大厚度可达85mm,钢的强度水平高,达到790MPa以上水平,可承受50-100KJ/cm大线能量焊接,整厚度方向性能尤其韧性优异。

某自升式钻井平台桩腿弦管修复工艺.docx
某自升式钻井平台桩腿弦管修复工艺某自升式钻井平台桩腿弦管修复工艺摘要:自升式钻井平台是常用的海上浅水钻井设备,其桩腿弦管是支撑钻井平台的主要结构。然而,由于长期受海水侵蚀和运作负载的影响,桩腿弦管往往会出现磨损、腐蚀、裂纹等问题,对钻井平台的安全性和稳定性造成严重影响。因此,对桩腿弦管的修复工艺进行研究和改进具有重要意义。本论文主要研究了某自升式钻井平台桩腿弦管的修复工艺,对修复工艺的实施步骤和关键技术进行了深入探讨。首先,通过检测和评估桩腿弦管的损坏情况,确定修复的范围和程度。其次,采用不同的修复方法,