
一种高强钢连续热处理的冷却方法.pdf

闪闪****魔王


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强钢连续热处理的冷却方法.pdf
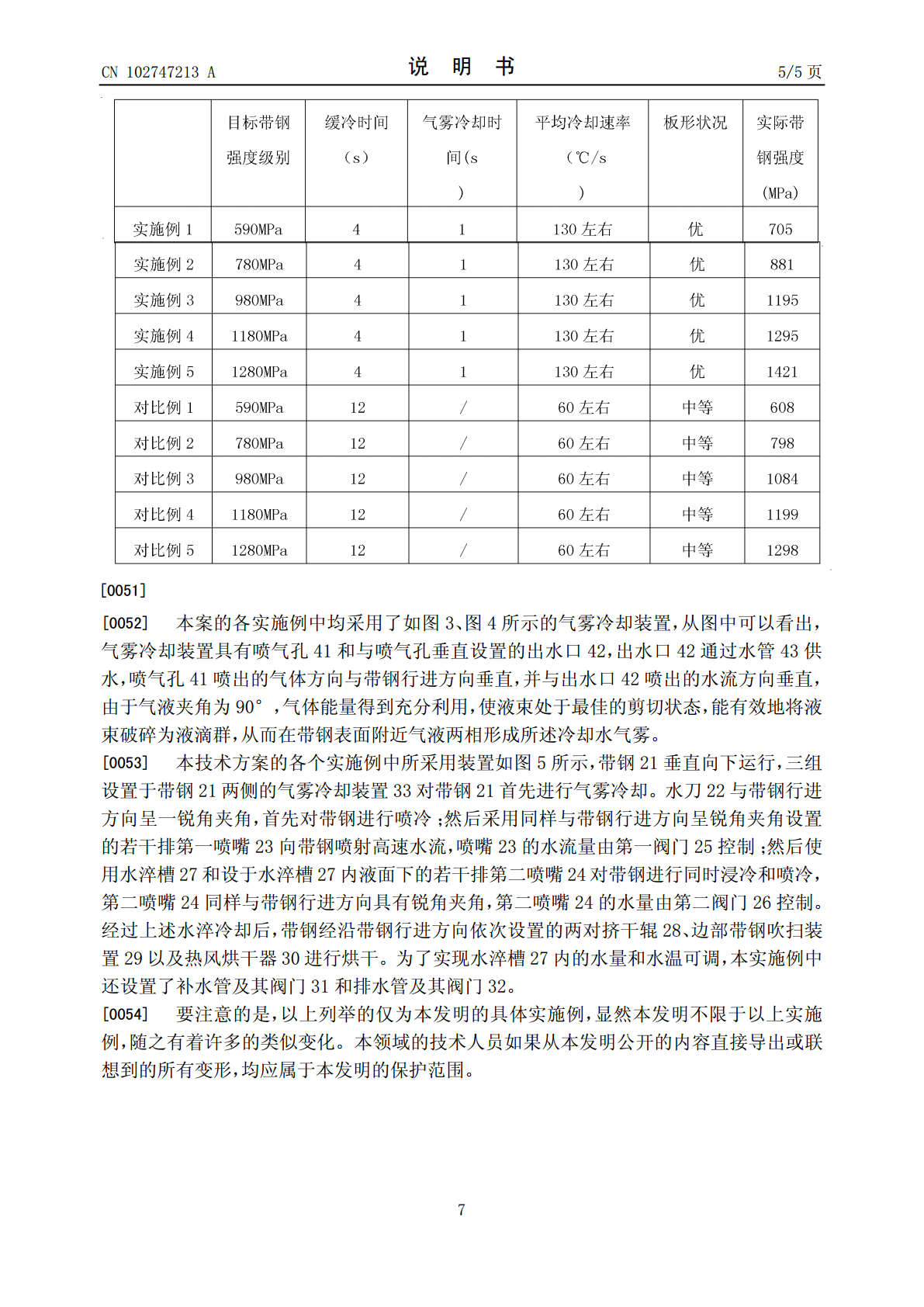
本发明公开了一种高强钢连续热处理的冷却方法,其包括下列步骤:(1)将经过连续退火炉均热段的带钢表面进行喷气缓冷;(2)采用一气雾冷却装置喷射冷却水气雾对带钢表面进行气雾冷却;(3)采用一冷却水喷射装置向带钢表面喷射层状水柱,所述层状水柱的喷射方向与带钢的行进方向呈锐角夹角;(4)采用一第一喷嘴装置向带钢表面喷射高速水流,所述高速水流的速度设置为将带钢表面的蒸汽气泡和蒸汽膜吹离带钢表面;(5)将带钢浸没在冷却水中,并采用一设置于冷却水液面下的第二喷嘴装置向带钢表面喷射高速水流,所述高速水流的速度设置为将带钢

通过连续冷却热处理轮胎的钢增强元件的方法.pdf
本发明涉及一种用于热处理轮胎的钢增强元件(F)的方法,所述方法包括通过连续冷却降低增强元件温度的步骤:从奥氏体范围的初始温度经过至少一个钢转变范围至铁素体‑珠光体范围的最终温度,至少一个转变范围不同于贝氏体范围。温度降低步骤包括奥氏体微观结构至铁素体‑珠光体微观结构的转变(C2,C3)。在降低步骤的过程中严格降低增强元件的温度。在钢微观结构的转变(C2,C3)过程中,温度降低的平均速度大于或等于30℃.s
一种高强钢的激光焊接及热处理方法.pdf
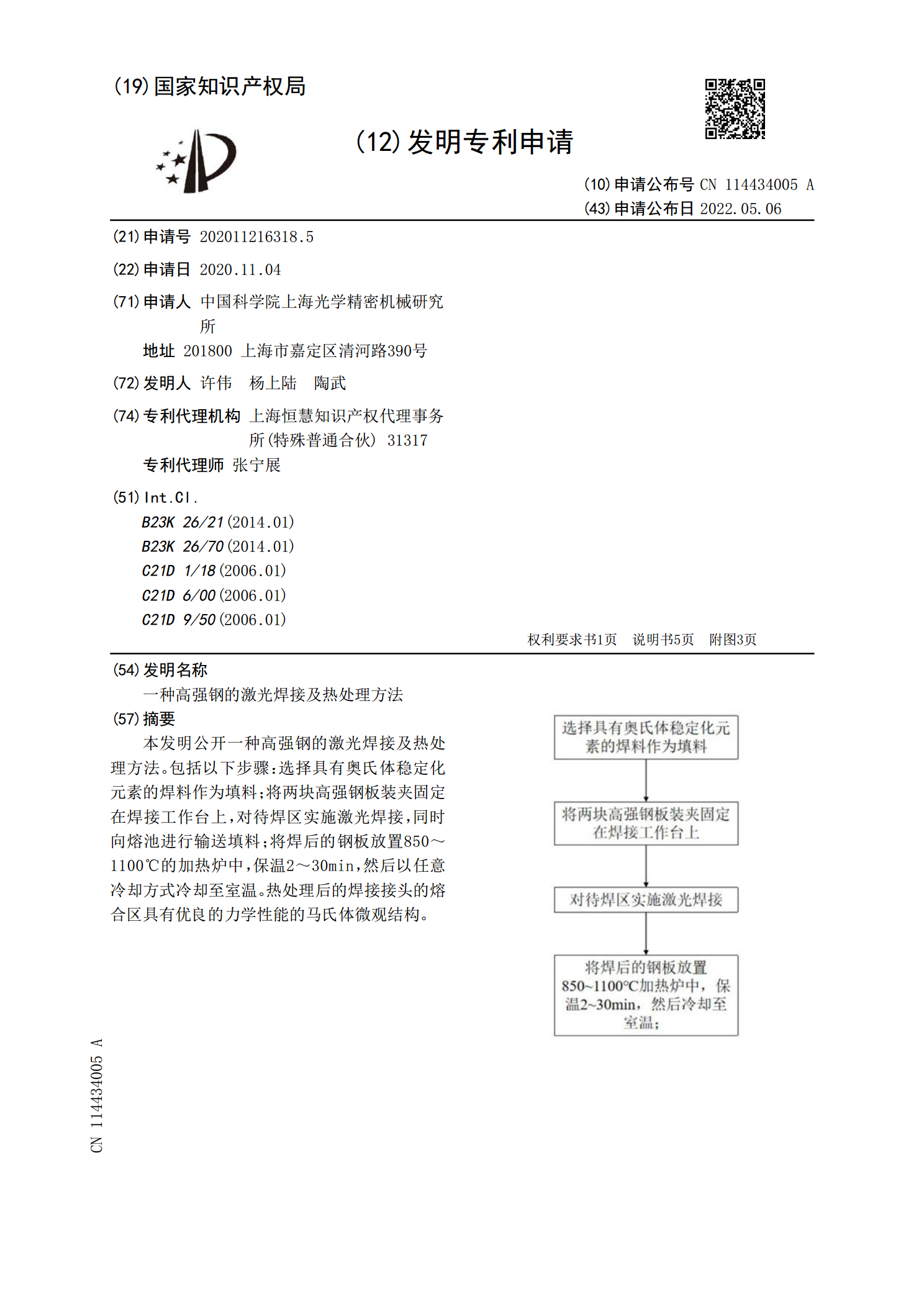
本发明公开一种高强钢的激光焊接及热处理方法。包括以下步骤:选择具有奥氏体稳定化元素的焊料作为填料;将两块高强钢板装夹固定在焊接工作台上,对待焊区实施激光焊接,同时向熔池进行输送填料;将焊后的钢板放置850~1100℃的加热炉中,保温2~30min,然后以任意冷却方式冷却至室温。热处理后的焊接接头的熔合区具有优良的力学性能的马氏体微观结构。

C-Mn-Ni高强钢的连续冷却相变研究.docx
C-Mn-Ni高强钢的连续冷却相变研究摘要C-Mn-Ni高强钢具有优异的力学性能和耐腐蚀性能,广泛应用于船舶、海洋工程等领域。本文通过对C-Mn-Ni高强钢的连续冷却相变研究,探讨了相变细化和偏析的机理,以及影响相变的因素。研究表明,过高或过低的冷却速率都会影响C-Mn-Ni高强钢的相变行为。关键词:C-Mn-Ni高强钢;连续冷却;相变AbstractC-Mn-Nihigh-strengthsteelhasexcellentmechanicalpropertiesandcorrosionresistanc

C-Mn-Ni高强钢的连续冷却相变研究.docx
C-Mn-Ni高强钢的连续冷却相变研究标题:C-Mn-Ni高强钢的连续冷却相变研究摘要:C-Mn-Ni高强钢因其优异的力学性能在工程领域中得到广泛应用。本论文旨在研究C-Mn-Ni高强钢的连续冷却相变行为,以深入了解相变过程对钢材性能的影响。实验结果表明,冷却速率对相变行为具有显著的影响。通过对冷却速率的控制,可以调控钢材的显微组织和力学性能,从而满足不同工程要求。本研究对于进一步优化C-Mn-Ni高强钢的热处理工艺具有重要意义。关键词:C-Mn-Ni高强钢、连续冷却、相变、力学性能、热处理工艺引言:C-