
片状石墨膜的制造模具及制造方法.pdf

努力****妙风


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
片状石墨膜的制造模具及制造方法.pdf
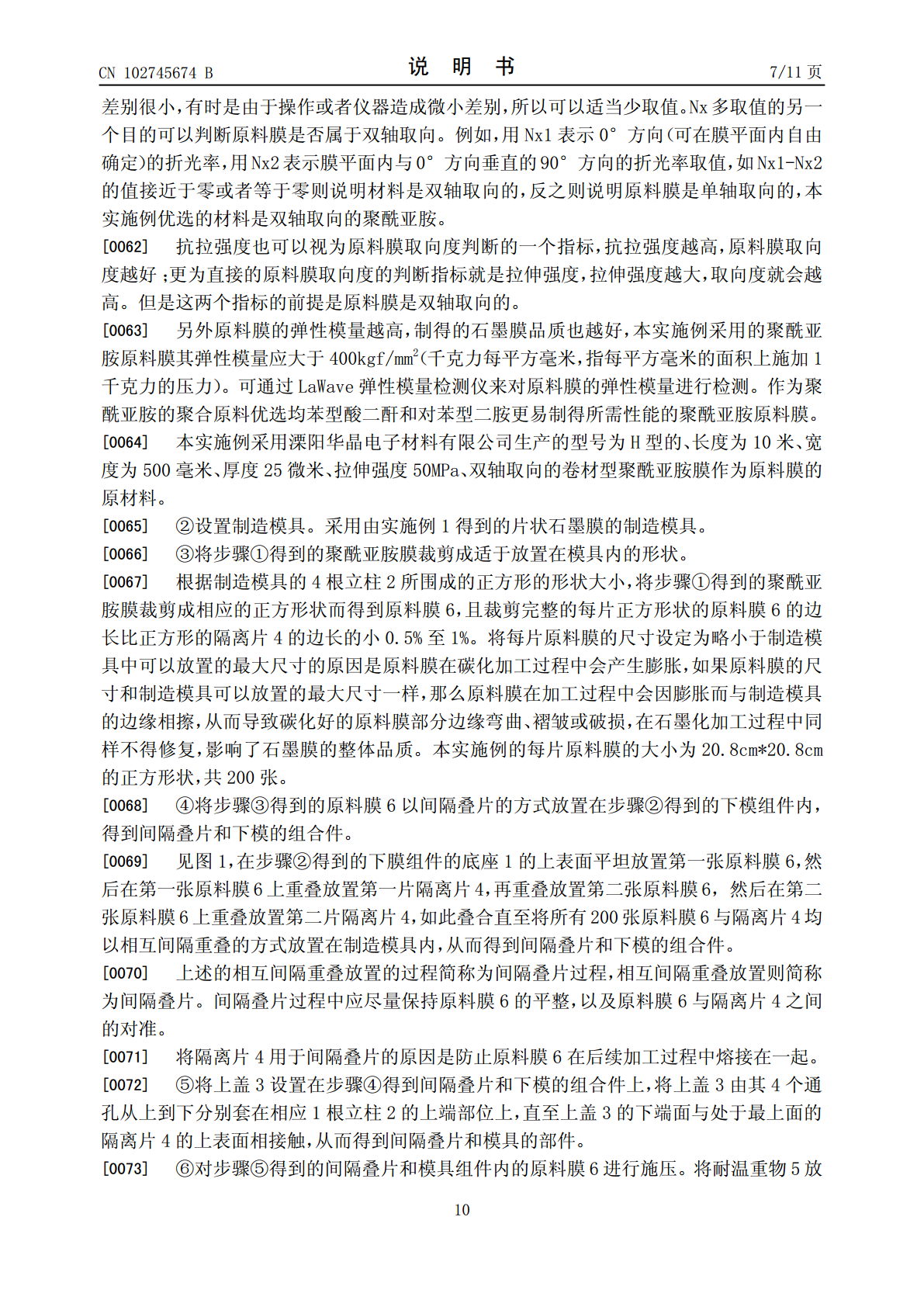
本发明涉及一种片状石墨膜的制造模具及制造方法,包括如下步骤:先选取双轴取向的聚酰亚胺膜作为原料膜,再设置好制造模具,然后将裁剪好的原料膜以间隔叠片的方式放置在模具内,并对原料膜进行施压,然后放入碳化炉进行碳化工序,冷却后,对原料膜调整施压在进行石墨化工序,待自然冷却后得到成品石墨膜。本发明提供了一种完整的、适合批量生产片状的高导热性能石墨膜的具体制造工艺,能够批量生产高质量的人造石墨膜,该石墨膜热扩散性好、抗弯折性强,适合于解决小型电子产品元器件发热问题。
炭化膜的制造方法及石墨膜的制造方法.pdf
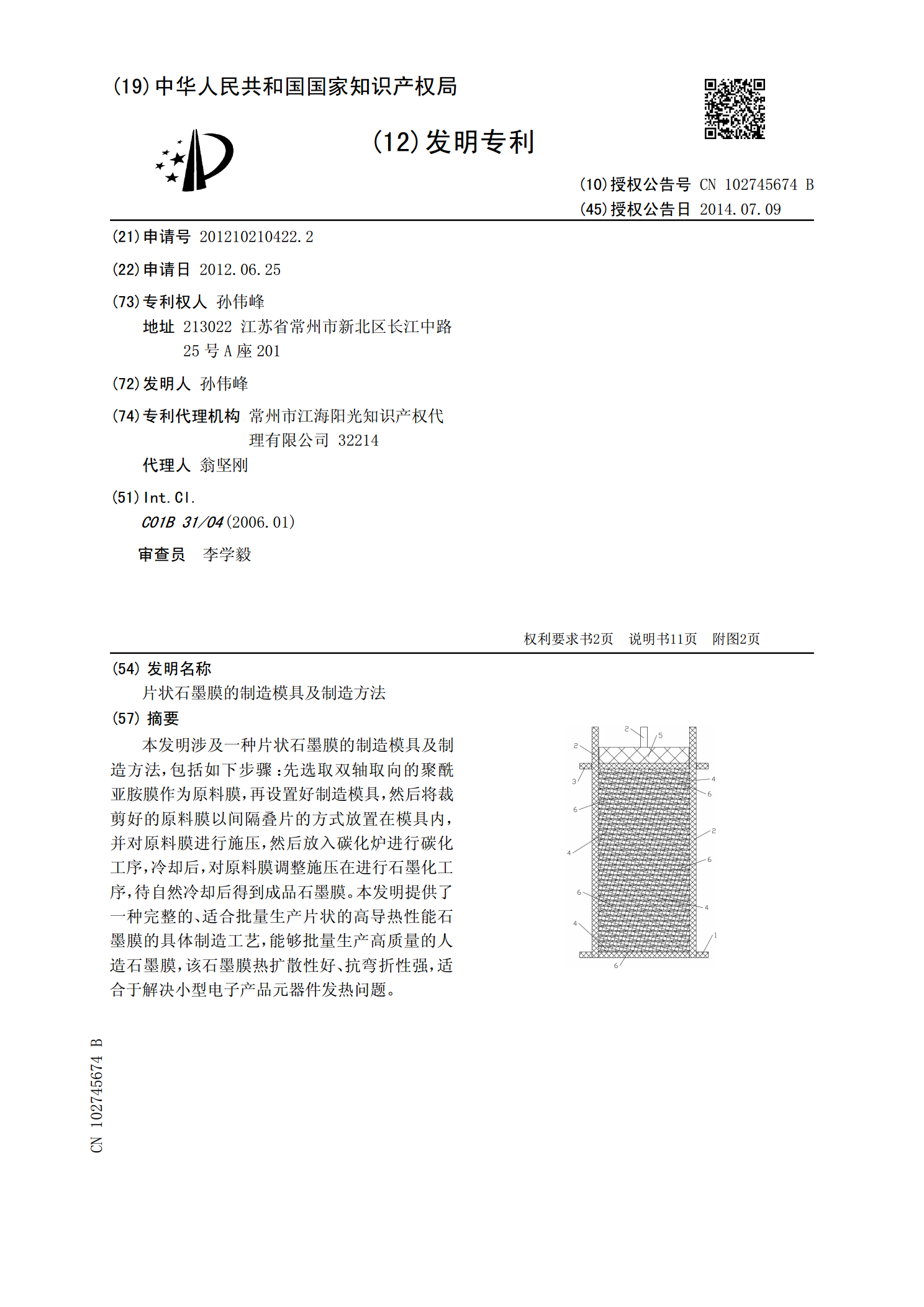
本发明提供不会发生膜的相互熔接,可高效地制造卷状的炭化膜的制造方法。将卷于卷芯的高分子膜配置于加热炉的内部供于热处理而进行炭化来制备卷于所述卷芯的炭化膜的炭化膜的方法中,炭化工序通过使所述热处理的温度从初始温度经过热分解开始温度上升至热分解结束温度来进行,所述热处理的温度低于所述热分解开始温度时进行所述加热炉内的减压。所述热处理的温度达到所述热分解开始温度以后不进行所述加热炉内的减压,或者以所述加热炉内的绝对压力达到21.3kPa~101.29kPa的范围内的条件进行减压。
石墨膜制造方法.pdf
本发明公开了一种石墨膜制造方法,包括以下步骤:S1、提供石墨片,将多张所述石墨片叠置并置入工装夹具的隔层内;S2、将放置有所述石墨片的工装夹具放入真空炉内,通入惰性气体;S3、采用梯度升温方式对所述石墨片进行真空高温烧结;S4、冷却,所述石墨片形成石墨膜。本发明采用多张原材料的石墨片叠置一起,通过梯度升温方式的真空高温烧结制得一层多张石墨膜,效果高,降低生产成本,提高生产效益。

石墨膜的制造方法.pdf
本发明公开了一种石墨膜的制造方法,它包括如下步骤:1)、卷绕工序;2)、低温碳化;3)、高温石墨化;4)、压延处理,将人工石墨膜半成品压附在离型膜或保护膜上;5)、收卷包装;其中所述卷绕工序为将高分子PI膜原包装卷通过松卷装置重新打卷的过程,使得松卷后的高分子PI膜包装卷层与层之间保留50um‑500um的缝隙。
石墨膜的制造方法.pdf
一种石墨膜的制造方法,以聚酰亚胺薄膜为前驱物,热处理条件为:于500~800℃升温区间的平均升温速率为每分钟2℃以下,最高碳化温度为1000℃或更高温度。石墨膜的制造方法,从2200℃及至最高石墨化温度的平均升温速率小于每分钟3℃,2500℃或更高温度为工艺最高石墨化温度。