
一种优化带钢炉内热瓢曲的系统和方法.pdf

努力****绮亦


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种优化带钢炉内热瓢曲的系统和方法.pdf
本发明公开了一种优化带钢炉内热瓢曲的系统及其方法,属于带钢连续退火线技术,包括划分组别模块、设定初始板形模块、计算临界热瓢曲应力模块和判断模块;划分组别模块根据带钢的生产规格划分热瓢曲敏感组别,设定初始板形模块根据带钢的热瓢曲敏感组别分别设定其初始板形,计算临界热瓢曲应力模块根据初始板形分别计算热瓢曲敏感组别的临界热瓢曲应力,判定模块将临界热瓢曲应力分别与炉内热张应力进行比较差值,然后根据比较差值模块的比较数据进行判断,当临界热瓢曲应力大于炉内热张应力时,即完成优化;本发明提高了酸轧机组的板形自动控制水平
一种立式退火炉炉内带钢瓢曲诊断方法和装置.pdf
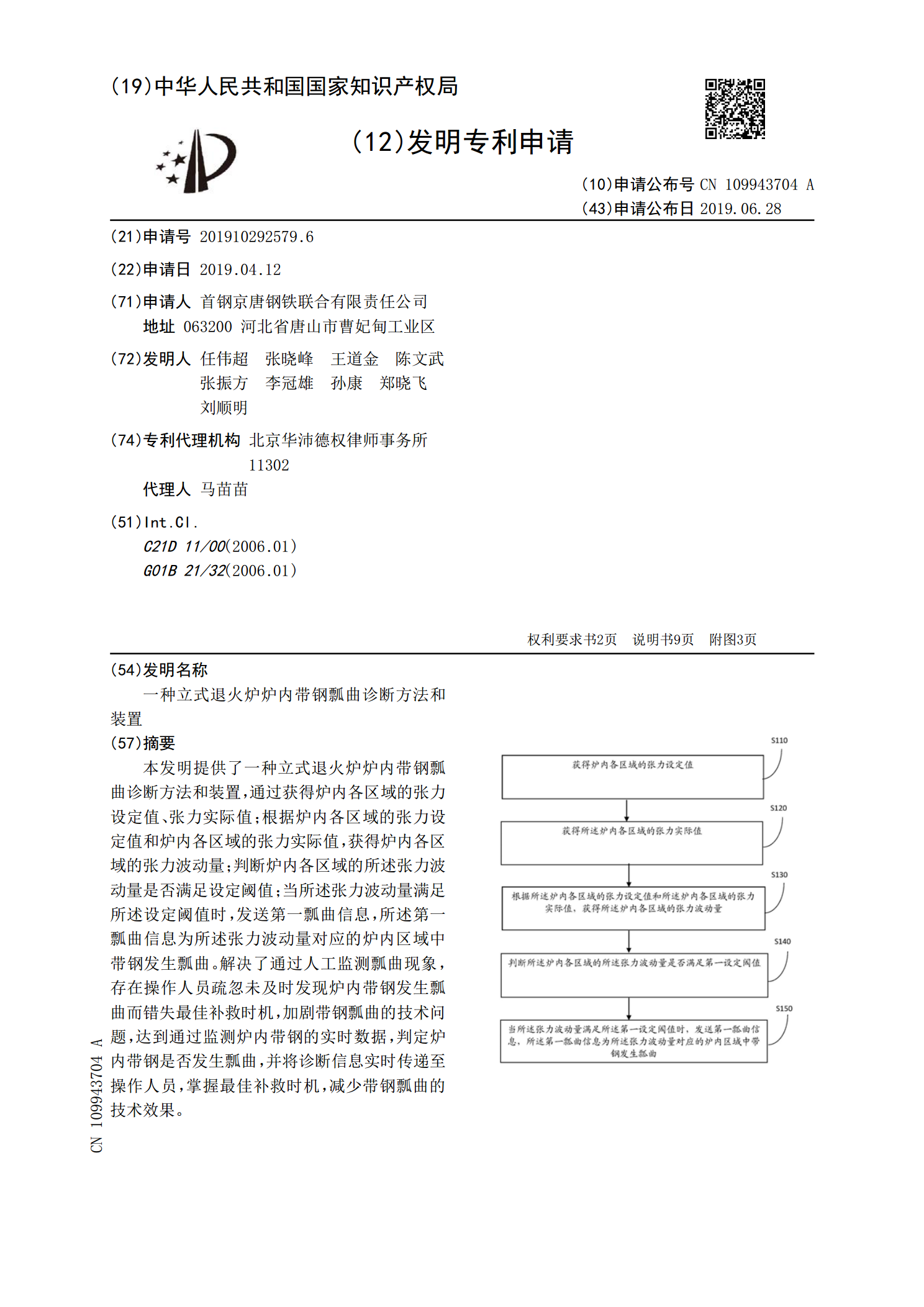
本发明提供了一种立式退火炉炉内带钢瓢曲诊断方法和装置,通过获得炉内各区域的张力设定值、张力实际值;根据炉内各区域的张力设定值和炉内各区域的张力实际值,获得炉内各区域的张力波动量;判断炉内各区域的所述张力波动量是否满足设定阈值;当所述张力波动量满足所述设定阈值时,发送第一瓢曲信息,所述第一瓢曲信息为所述张力波动量对应的炉内区域中带钢发生瓢曲。解决了通过人工监测瓢曲现象,存在操作人员疏忽未及时发现炉内带钢发生瓢曲而错失最佳补救时机,加剧带钢瓢曲的技术问题,达到通过监测炉内带钢的实时数据,判定炉内带钢是否发生瓢

带钢瓢曲检测方法研究及监控系统的实现.pptx
,目录PartOnePartTwo钢铁工业的重要性带钢瓢曲问题及其影响研究目的与意义PartThree检测方法概述基于图像处理的检测方法基于机器学习的检测方法检测方法的比较与选择PartFour系统需求分析系统架构设计数据库设计系统功能模块实现系统测试与优化PartFive系统应用场景与范围实际应用效果评估用户反馈与改进建议未来应用展望PartSix研究成果总结研究不足与展望THANKS

带钢瓢曲检测方法研究及监控系统的实现的中期报告.docx
带钢瓢曲检测方法研究及监控系统的实现的中期报告本中期报告主要介绍了带钢瓢曲检测方法研究及监控系统的实现的进展情况和已完成的工作,包括以下几个方面:一、瓢曲检测方法研究1.瓢曲形成机理研究:通过对带钢在连铸-轧制过程中的变形特征、成品带钢的瓢曲形态、金相组织和力学性能等方面的分析,初步确定了带钢瓢曲形成的机理。2.检测方法研究:在研究瓢曲形成机理的基础上,结合计算机视觉技术和机器学习算法,提出了一种基于图像处理和深度学习的带钢瓢曲检测方法。该方法可以实时、准确地检测带钢表面的瓢曲,并且具有良好的扩展性和鲁棒
一种带钢在炉内瓢曲风险的评估方法和装置.pdf
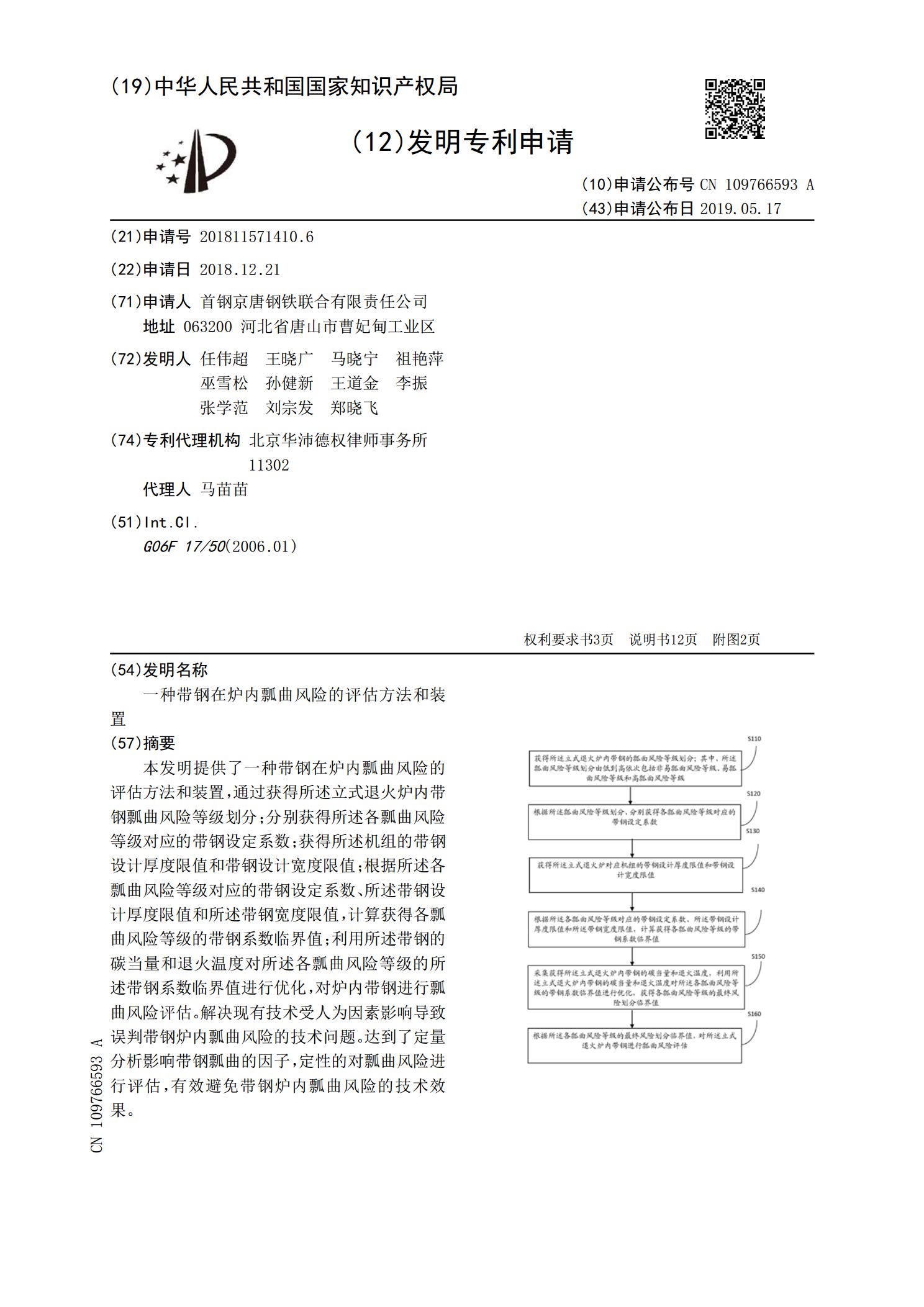
本发明提供了一种带钢在炉内瓢曲风险的评估方法和装置,通过获得所述立式退火炉内带钢瓢曲风险等级划分;分别获得所述各瓢曲风险等级对应的带钢设定系数;获得所述机组的带钢设计厚度限值和带钢设计宽度限值;根据所述各瓢曲风险等级对应的带钢设定系数、所述带钢设计厚度限值和所述带钢宽度限值,计算获得各瓢曲风险等级的带钢系数临界值;利用所述带钢的碳当量和退火温度对所述各瓢曲风险等级的所述带钢系数临界值进行优化,对炉内带钢进行瓢曲风险评估。解决现有技术受人为因素影响导致误判带钢炉内瓢曲风险的技术问题。达到了定量分析影响带钢瓢