
一种四通换向阀的先导阀及其加工方法.pdf

一只****签网


1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种四通换向阀的先导阀及其加工方法.pdf
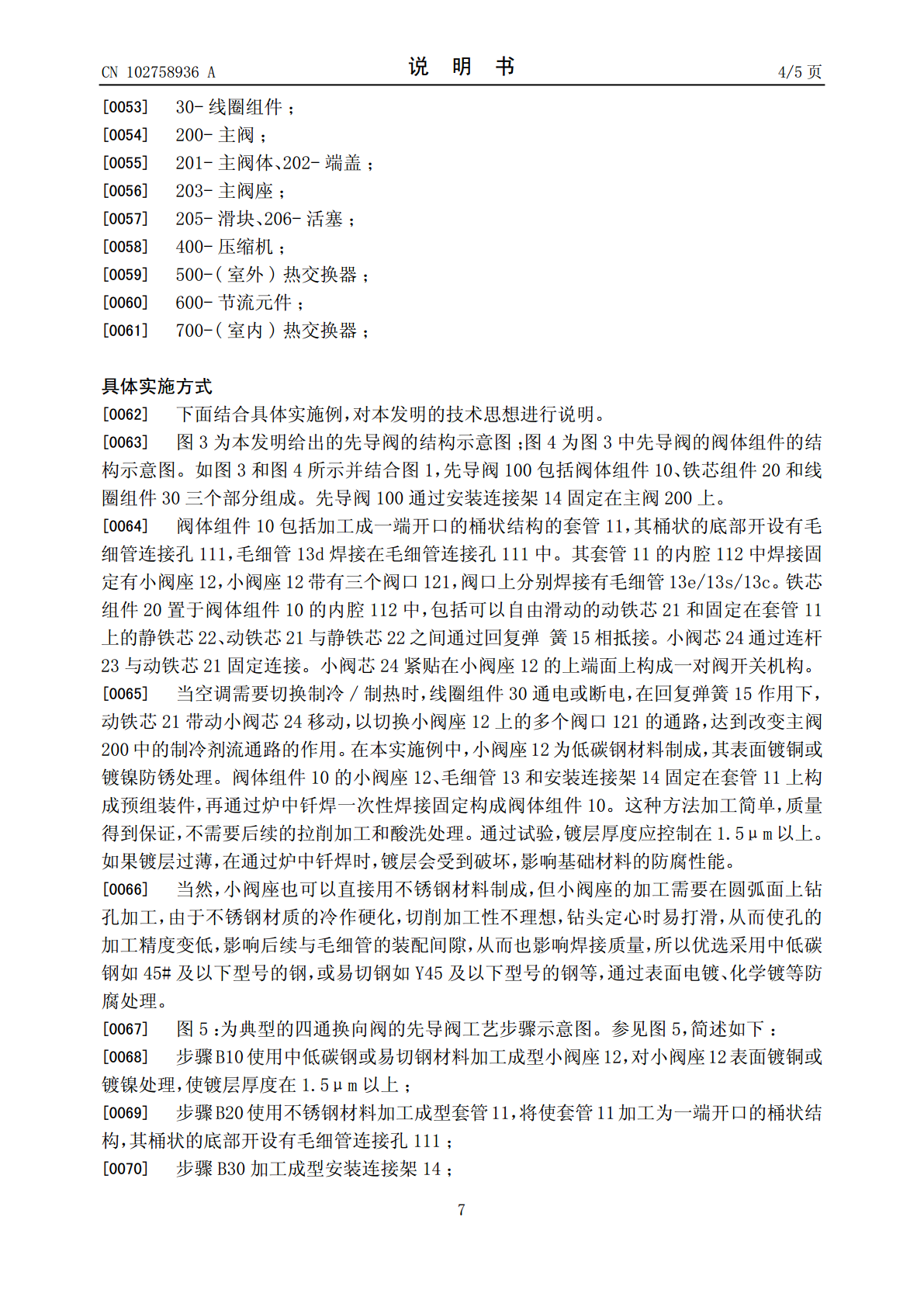
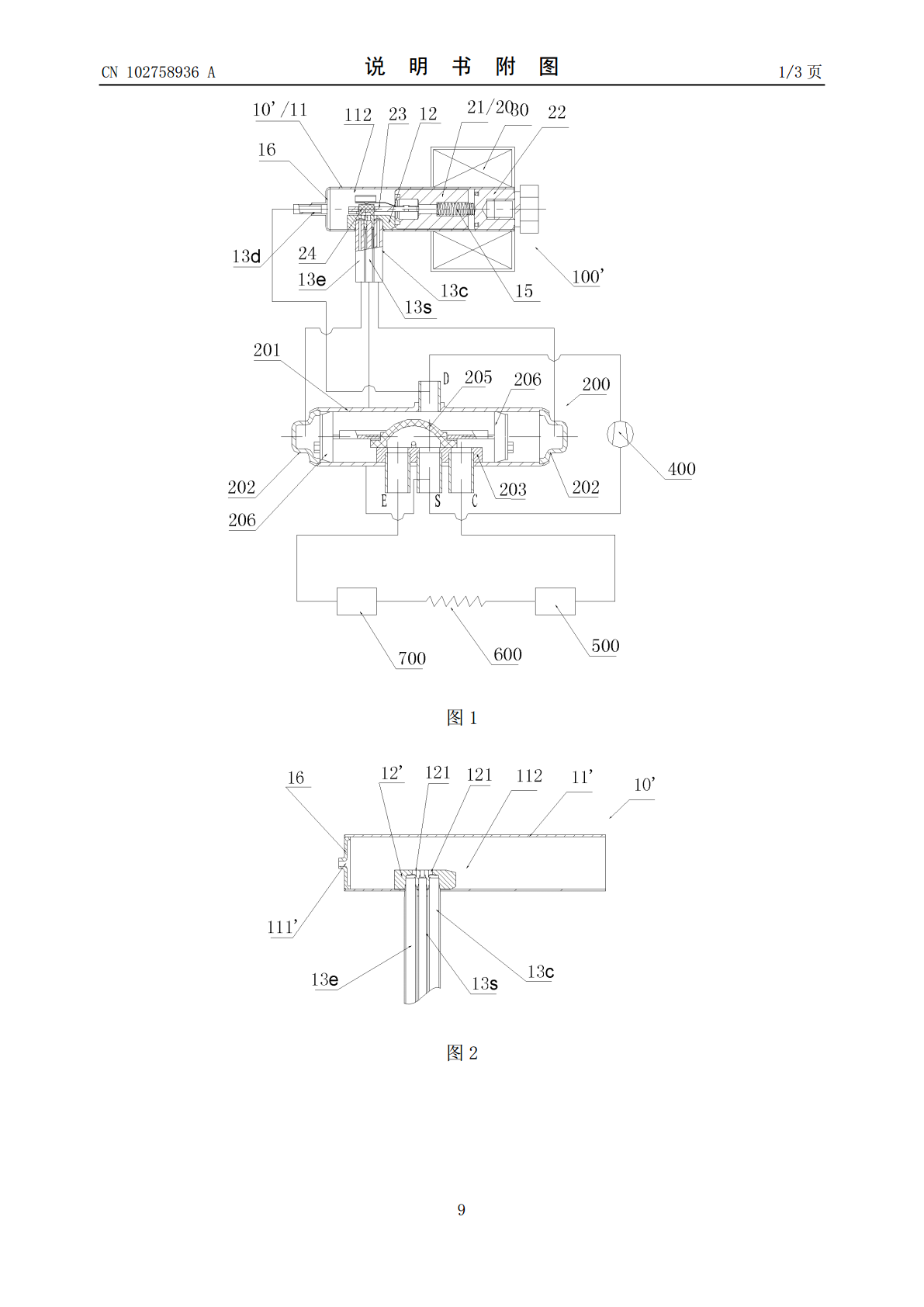
本发明涉及一种四通换向阀的先导阀及其加工方法,属于制冷控制系统领域,包括带有内腔的阀体组件(10)、置于所述内腔中的铁芯组件(20)和固定在所述阀体组件(10)外的线圈组件(30),所述阀体组件(10)包括套管(11)和固定在所述套管(11)中的带有多个阀口(121)的小阀座(12),其特征在于,所述阀体组件(10)还包括与所述阀口(121)连通的若干毛细管和固定在所述套管(11)上的安装连接架(14),所述小阀座(12)、毛细管和安装连接架(14)通过炉中钎焊一次性固定在所述套管(11)上,由于焊接炉中

先导换向阀和包括所述先导换向阀的阀系统.pdf
本申请公开了一种先导换向阀和包括所述先导换向阀的阀系统。所述先导换向阀包括阀体,所述阀体具有:进口;容纳先导阀芯的工作腔,先导阀芯在所述工作腔中移动使得所述进口经由所述工作腔与任意一个所述阀体的连接口流体连接;以及通道,所述通道自所述进口延伸至所述工作腔,所述阀体内还设置单向阀装置,所述单向阀装置包括:阀座,所述阀座设置于所述通道中并且具有流体可经过的孔;以及阀活塞,所述阀活塞设置于所述通道中并且沿所述通道在打开位置和关闭位置之间移动,在所述打开位置上,所述阀活塞不与所述阀座接触,所述单向阀装置允许流体从
电磁四通换向阀主阀座、制造方法及电磁四通换向阀.pdf
本发明提供一种电磁四通换向阀主阀座、制造方法及电磁四通换向阀,电磁四通换向阀主阀座包括滑动板和支撑架。滑动板具有第一表面、第二表面和三个流量孔,第一表面为滑动平面。支撑架与滑动板的第二表面相对设置,支撑架包括横截面为弧形的支撑部和形成在支撑部两侧的连接部,连接部与滑动板的第二表面相连接,滑动板和支撑架之间形成腔体,支撑部上与三个流量孔相对应的位置处具有三个装配孔。

一种换向阀阀芯的加工方法.pdf
本发明公开了一种换向阀阀芯的加工方法,包括以下步骤:1)根据换向阀尺寸锯取坯料;2)对坯料进行热处理,先进行退火,然后进行淬火及高温回火;3)对热处理后的坯料进行粗加工,粗车外圆,钻内孔,单边的留加工余量为1.6-1.9mm,制取阀芯半成品;4)对阀芯半成品进行精加工,精加工外圆、内孔;同时加工槽、螺纹及倒角;5)钻端面安装孔及圆周均布过液孔同时去除交叉口毛刺;6)对精加工后的制件进行发黑处理、镀锌处理或镀铬处理;7)制成阀芯成品,包装入库。本发明加工方法完善,通过该方法制备出的阀芯质量好,提高了换向阀的
一种四通换向阀.pdf
本发明公开了一种四通换向阀,包括阀体,其中所述阀体包括上箱体和下箱体,所述上箱体与下箱体之间通过阀座隔开,在所述阀座上设有四个阀孔,在所述下箱体内竖直设有下隔板,在所述下隔板两侧的腔体上均设有分配口,在所述上箱体内竖直设有上隔板,所述上隔板与所述下隔板交叉设置,在所述上隔板两侧的腔体上均设有气口,在所述上箱体顶部设有四个气缸,在所述气缸的底部设有阀板,本发明通过控制气缸的伸缩进而改变燃气与烟气通道的开通或闭合,节约了管道的铺设,消除了炉顶大量的连接管道,同时,一组蓄热烧嘴只需要一台四通阀(双蓄热两台),跨